1
Данное изобретение относится к области обработки металлов давлением и может быть использовано для изготовления дисков из заготовок тороидного типа прямоугольного,круглого и квадратного сечений, а также цилиндрических обечаек, особенно тонкостенных небольшой высоты.
Известно устройство для изготовления дисков фрикционных муфт, содер жащее шесть жестко закрепленных на . приводной оправке конических валков, оси которых наклонены относительно оправки,и опорный подъемный стол, выполненный в виде поршня гидааодомкрата 1 .
Данное устройство предназначено для изготовления дисков из заготовок тороидного типа круглого, прямэугольного и квадратного сечений.
Недостаток указанного устройства заключается в том, что при изготовлении дисков, особенно из тонкостенных цилиндрических обечаек небольшой высоты, невозможно получить качественную деталь из-за потери ее устойчивости во время обработки. Закрепленные жестко конические валки смиHcuOT деталь по высоте, и при дальнейшей ее раскатке до нужной толщины деталь имеет большие отклонения от круглости, при этом имеет место повьаиенный износ рабочих элементов формообразования.
5Целью настоящего изобретения является расширение технологических возможностей устройства и улучшение качества деталей.
Цель достигается тем, что устрой-10 ство снабжено опорным механизмом выполненным в виде установленного в центре опорного подъемного стола, подвижноготарельчатого упора, кронштейнов, расположенных в прорезях
15 опорного подъемного стола концентрично тарельчатому упору, и кулачков, шарнирно закрепленных в кронштейнах и взаимодействующих с поверхностью тарельчатого упора, причем оси кони20 ческих валков установлены шарнирно и подпружинены.
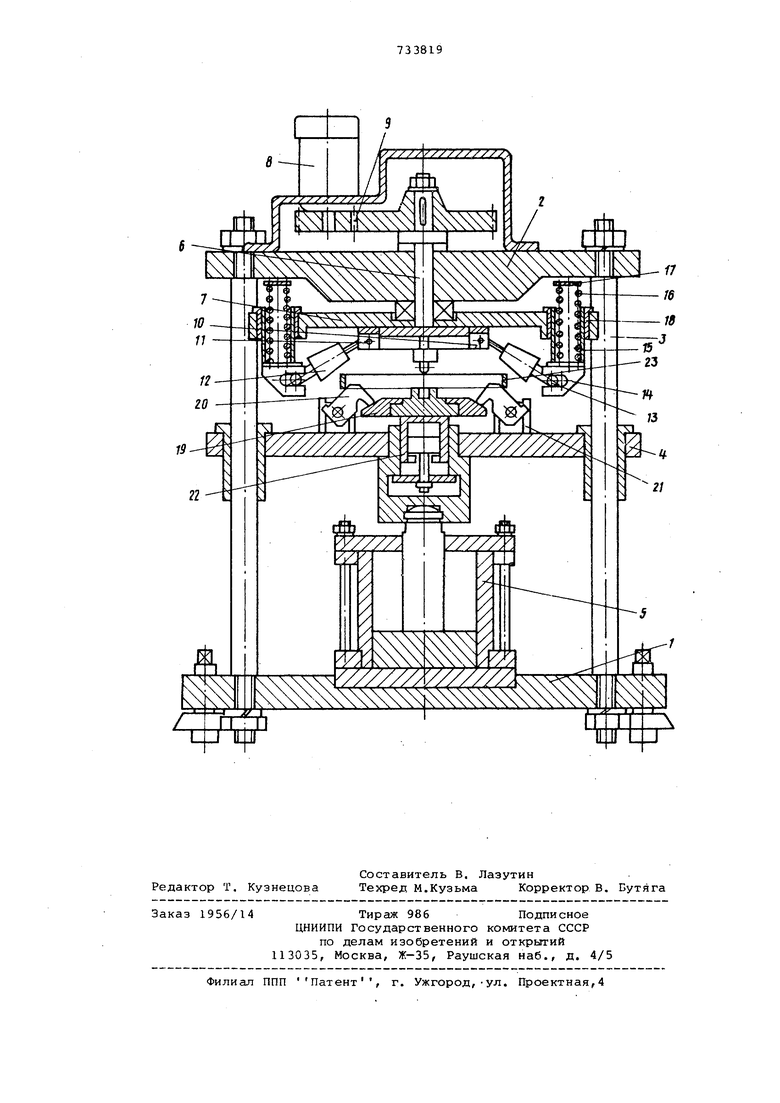
На чертеже изображено устройство, состоящее из нижней 1 и верхней 2 неподвижных траверс, стянутых между
25 собой направляющими скгшками 3, проходящими через опорный подъемный стол 4 с гидравлическим приводом 5. В центре верхней траверсы 2 проходит приводной вал 6 с жестко закрепленной на нем оправкой I. Вал 6
имеет электрический привод 8, напри-, мер через цилиндрическую пару 9. К оправке 7 крепятся кронштейны 10, в которых при помощи, осей И шарнирно закреплены оси конических валков 12. Второй.конец осей конических валков 12 входит в сухари 13, перемещающиеся в пазах проушин 14, приваренных к гильзам 15. Внутри гильз 15 расположены пружины сжатия 16, имеющие ограничительные кронштейны 17,жестко закрепленные на оправке 7. Гильзы 15 проходят через направляющие втулки 18, закрепленные на оправке 7.
Исходный угол наклона образующих конических валков зависит от первоначального усилия пружин.
В центре опорного подъемного стола 4- установлен тарельчатый упор 19, на наружную поверхность которого Опираются свободные концы кулачков 20 закрепленных шарнирно в кронштейнах 21 противоположными концами. Кронштейны 21 располагаются по окружности тарельчатого упора 19 и закрепляются на опорном подъемном столе 4 в прорезях. Тарельчатый упор 19 имеет возможность перемещаться, например от гидроцилиндра 22.
Устройство работает следующим образом.
Заготовка 23, представляющая собой тонкостенную обечайку, ставится на исходную рабочую коническую поверхность кулачков 20. Оправка 7 с коническими валками 12 приводится во вращение от электроприводов 8. Опорный подъемный стол 4 с помощью гидроцилиндра 5 поднимается вверх и конические валки 12 постепенно выворачивают цилиндрическую обечайку, полностью укладывая ее на исходную коническую поверхность кулачков 20. Деталь принимает коническую форму. Затем происходит деформирование заготовки из конической формы в плоскую коническими валками 12, которые при дальнейшем перемещении опорного подъемного стола 4 разворачиваются в шарнирах на осях 11. Сухари 13 при этом перемещаются в пазах проушин 14. Гильзы 15 поднимаются вверх по направляющим втулкам 18, закрепленным на оправке 7, сжимая при этом пружины 16. Кулачки 20, поворачиваясь в шарнирах кронштейнов 21, давят свободными концами наружную поверхность
тарельчатого упора 19,перемещая его вниз, и образуют единую плоскую поверхность. Заготовка в конце процесса раскатки имеет форму диска с толщиной, равной толщине стенки цилиндрической обечайки. При дальнейшем деформировании осуществляется калибровка детали.
Расширение технологических возможностей данного устройства, достигаемое переменным положением конических валков и кулачков опорного подъемного стола, позволяет осуществлять на нем процесс формообразования кольцевых деталей как изменением поперечного сечения заготовки, так и без изменения поперечного сечения заготовки. Это позволяет изготовлять детали из листового материала любой толщины. При этом рабочие поверхности формообразующих элементов изнашиваются меуьше, что позволяет получить более точные детали.Повьменная по сравнен.ию с прототипом стойкостьформообразующих элементов и улучшение качества детали за счет повышения точности дает возможность получить экономический эффект.
Формула изобретения
Устройство для изготовления дисков, содержащее опорный подъемный стол, приводную оправку, с установленными на ней коническими валками, оси которых наклонены относительно оправки, отличающееся тем, что, с целью рааиирения технологических возможностей устройства и улучшения качества деташей, оно снабжено опорным механизмом, выполненным в виде установленного в центре опорного подъемного стола подвижного тарельчатого упора, кронштейнов, расположенных в прорезях опорного подъемного стола концентрично тарельчатому упору, и кулачков, шарнирно закрепленных в кронштейнах и взаимодействующих с поверхностью тарельчатого упора, причем оси конических валков установлены шарнирно и подпружинены.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 84453, кл. В 21 Н 1/02, 1948.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННОЙ ВЫТЯЖКОЙ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2012 |
|
RU2502576C1 |
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Устройство для раскатки | 1977 |
|
SU829275A1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| Гидравлический пресс | 1973 |
|
SU424738A1 |