1
Изобретение относится к автоматическому регулированию процесса стыковой сварки с индукционным нагревом и мсжет быть использовано в различных областях машиностроения, например, при стыковой сварке котельных труб индукционным нагревом. . Термический цикл индукционного нагрева при стыковой сварке состоит из двух этапов: нагрева деталей до заданной поверхностной температуры и ее стабилизации в течение определенного времени, причем длительность первого этапа должна быть минимальна, так как это способствует неименьшему окислению металла и, следовательно, повышению качества сварных соединений.
Известен способ автоматического регулирования процесса стыковой сварки с индукционным нагревом, при котором определяют разность сигнала датчика температуры свариваемых деталей и порогового сигнала температуры деталей и изменяют мощность, подводимую к индуктору 11,
Недостаток этого способа заключается в TOMj что ок не оПеспечивает болылую скорость
.нагрева, а это приводит к снижению качества сварных соединений и производительности процесса сварки,
Цель изобретения - повышение качества сварных соединений и производительности процесса сварки за счет повышения скорости нагрева. Это достигается тем, что в предлагаемом способе дополнительно определяют разность (Мгнала температуры индуктора и порогового сигнала температуры индуктора, выделяют
10 минимальную из двух разностей и в зависимости от нее изменяют мощность, подводимую к индуктору.
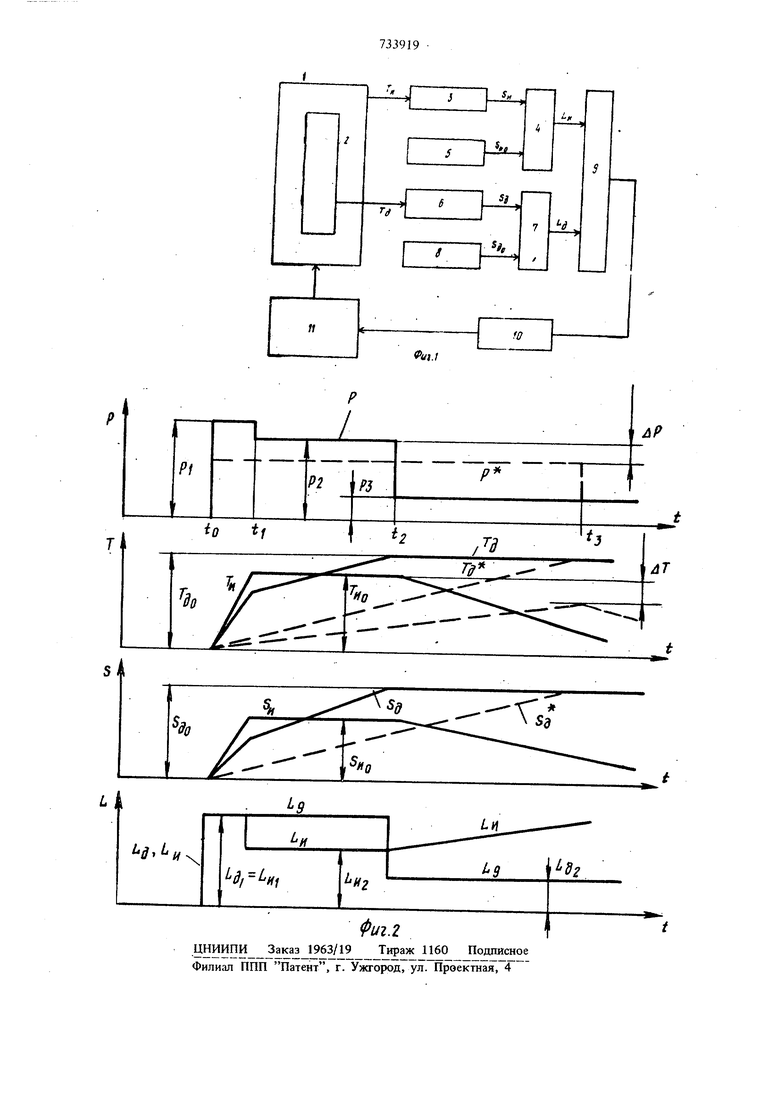
. На фиг. 1 приведена схема устройства, реализующего данный способ; на фиг. 2 - вре15менные диаграммы, поясняюшие работу устройства,
В индукторе 1 размешают нагреваемую деталь 2. Датчик температуры 3, связанный с ивдуктором, подключают к углу сравнения 4,
20 соединенному также с формиронителем опорного уровня 5. Датчик 6, связанный с нагреваемыми деталями, подключают к узлу сравнения 7, соединенному также с формирователем опорного уровня 8. Выходы узлов сравнения 4, 7 через дискриминатор 9, узел согласования 10 и источник питания 1 связывают с индуктором.
Способ осуществляется следующим образом. С помощью формирователей опорных уровней 5 и 8 непрерывно подают на узлы сравнения 4 и 7 сигналы SHO и Sgo. пропорциональные температуре индуктора и детали соответственно.
В момент времени to включают мощность Р которая принимает свое максимальное .значение Р1, происходит нагрев детал,:й и индуктора. Температуру индуктора Тц преобразуют с помощью датчика 3 в сигнал 5ц, а температуру деталей - датчиком 6 в сигнал Sg. До тех пор, пока SH SHO и Sg Sgo сигналы LU и Lg на выходах узлов сравнения 4 и 7 имеют максимальное значение Lg. LH ., происходит нагрев с максимальной мощностью
Р1.
В момент времени t, сигнал SH приближается к пороговому уровню Зио: что соответствует достижению температ5фой индуктора Ти порогового значения Тцо- Сигнал на выходе узла сравнения 4 LH -Ки(8и-SHO), где Ки - коэффициент усиления узла 4, уменьшается до значения LH .
С помощью дискриминатора 9 выделяют минимальный из двух Поступающих сигналов LH и Lg. В этот момент это LH. Следовательно подводимая к индуктору мощность уменьшается до уровня Р2, соответствующего стабилизации температуры индуктора на уровне ТцоПри этой мощности происходит дальнейший
нагрев деталей, но с меньщей скоростью. В момент tj сигнал Sg приближается к пороговому уровню Sgg что соответствует достижению температурой деталей порогового значения Тдо. Сигнал на выходе схемы сравнения . 7 Lg Kg(Sg - Sgo), где Кд - коэффициент усиления узла 7 уменьщается до значения Lg
В этом случае дискриминатор 9 выделяет синал Lg, так как Lg LH и подводимая мощность уменьщается до величины РЗ, соответствующей стабилизации температуры деталей. За счет уменьшения подводимой мощности температура индуктора начинает падать.
В дальнейшем до окончания цикла нагрева никаких качественных изменений режима не происходит.
Пунктиром на фиг. 2 показаны графики работь способа - прототипа. Ввиду однократного изменения мощности в прототипе, ее максимальрюе значение Р не может быть
больше величины РЗ, при которой достигает ся предельная температура индуктора. Всегда имеется дополнительный запас по мощности / (или температура ДТ), гарантирующий сохранность индуктора при колебаниях большого числа факторов, связывающих температуру и мощность, таких как размеры, материал, качество изготовления индуктора, характеристики деталей, режима нагрева, режима охлаждения элементов нагревательной установки, внешние условия и т.д. Уменьшение значения максимальной подводимой мощности в прототипе приводит к увеличению длительности достижения заданной температуры. Во многих случаях это нежелательно. Так, при стыковой сварке с нагревом токами повышенной частоты необходимо не только из соображений повышения производительности, но и для улучшения термохимических реакций в материале изделий, максимально сократить время разогрева.
Предлагаемый способ позволяет сократить время разогрева изделий при тех же характеристиках индуктора и внешних условий за счет дополнительного вклада энергии il E rcTa)-p)dt Ч
в начале цикла нагрева. Это позволяет интенсифицировать процесс нагрева на существующем технологическом оборудовании и тем самым повысить качество изделий и производительность процесса сварки.
Формула изобретения
Способ автоматического регулирования процесса стыковой сварки с индукционным нагревом, при котором определяют разность сигнала датчика температуры свариваемых деталей и порогового сигнала температуры деталей и изменяют мощность, подводимую к индуктору, отличающийся тем, что, с целью повышения качества сварного соединения за счет повышения скорости нагрева, дополнительно определяют разность сигнала датчика температуры индуктора и порогового сигнала температуры индуктора, выделяют минимальную из двух разностей и в зависимости от нее изменяют мощность, подводимую к индуктору.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 570469, кл. В 23 К 13/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса стыковой сварки с индукционным нагревом | 1975 |
|
SU570469A1 |
| СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2013 |
|
RU2558802C2 |
| Устройство автоматического управления процессом контактной стыковой сварки оплавлением | 1989 |
|
SU1685657A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2023 |
|
RU2836238C1 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА | 2009 |
|
RU2400337C1 |
| Установка для стыковой индукционной сварки труб | 1985 |
|
SU1299743A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ СОЕДИНИТЕЛЬНОЙ МУФТЫ ВОЛНОВОДА | 2003 |
|
RU2297308C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ФОРМОВАННЫХ ДЕТАЛЕЙ ЭЛЕКТРОМАГНИТНОЙ СВАРКОЙ | 2019 |
|
RU2779726C2 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |