Изобретение относится к автоматизации управления технологическими процессами и может найти применение при разработке автоматических устройств для управления процессами ультразвуковой микросварки и пайки элементов полупроводниковых приборов и интегральных схем.
Известно устройство для управления процессом ультразвуковой микросварки, состоящее из генератора, преобразователя, блока измерения сопротивления и переключателя 1.
Недостаток данного устройства зaкJпoчaeтcя в том, что работа его основана на измерении сопротивления между сварочной головкой и присоединяемым элементом, которое в недостаточной степени отражает процессы, происходящие в зоне соединения. При использовании этого устройства не происходит значительного повышения надежности и качества микросварных соединений.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для автоматического регулирования процесса ультразвуковой микросварки
и пайки, состоящее из задающего генератора, усилителя мощности, коммутирующего устройства, генера5 тора импульсов, электромагнитноакустического преобразователя, цепи Обратной связи, включающей в себя приемное устройство, высокочастотный усилитель, детектор и усилитель
10 низкой частоты, соединенные последовательно, и схему сравнения 21,
Известное устройство предназначено для реализации способа автоматического регулирования процесса
12 ультразвуковой сварки, в соответствий с которым в зону соединения вводят дополнительные колебания с длиной волны, равной или меньшей размеров ожидаемого дефекта соеди2Q нения, и улавливают отраженные от этих дефектов колебания.
Существенный недостаток известного устройства для автоматического регулирования процесса ультразву25ковой микросварки и пайки зак.точается в невозможности его использования в том случае, когда в зоне соединения имеется ограниченное количество дефектов.
30
При значительном числе дефектов соединения акустические импульсы
многократно отражаются от каждого из них, а также складываются при одновременном воздействии на приемный электроакустический преобразователь. В случае получение информации о дефектности соединения с целью регулирования процесса микросварки и паяки представляет большие затруднения.
Цель изобретения - расширение области использования устройства, а также повышение прочности и стабильности качества микросварных и паяных соединений.
Это достигается тем, что в цепь обратной связи дополнительно включен многоканальный анализатор спектра мощности, вход которого соединен через цепь обратной связи со входом электромагнитно-акустического преобразователя, а выход подключен к одному из входов схемы сравнения.
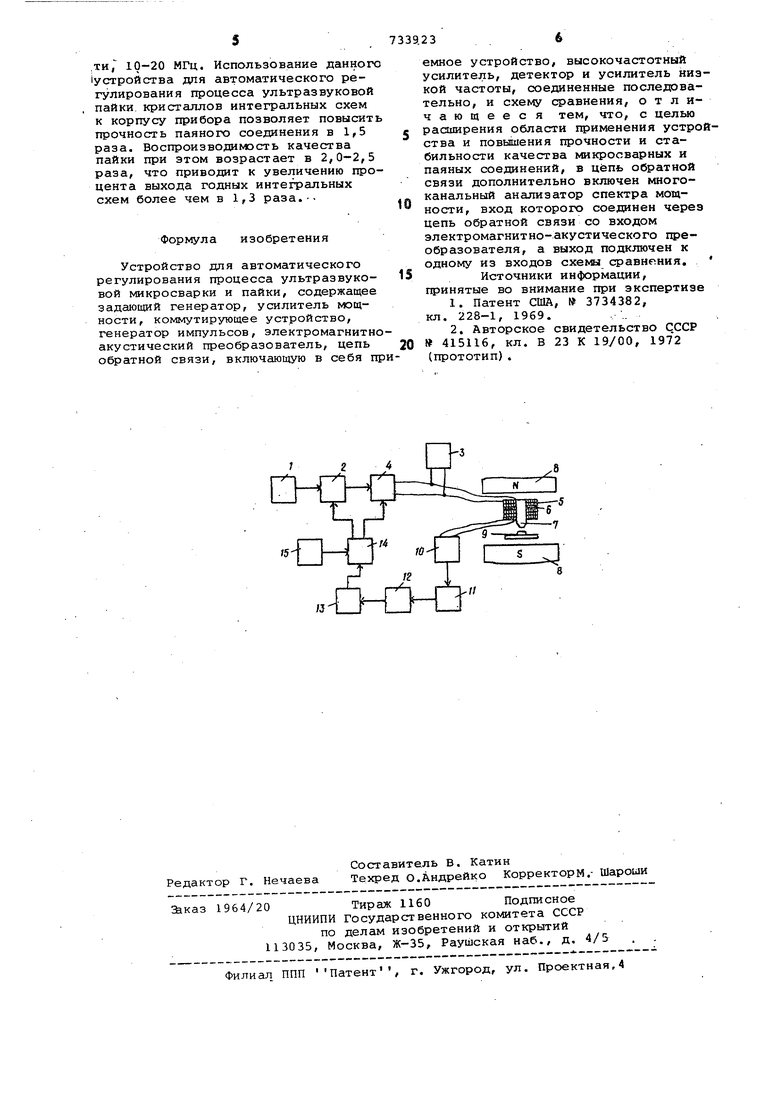
Блок-схема предлагаемого устройства для автоматического регулирования Л5 одесса ультразвуковой микросварки и пайки представлена на чертеже .
Устройство содержит задающий генератор 1, усилитель мощности 2, генератор высокочастотных импульсов 3, коммутирующее устройство 4, катушку возбуждения 5, приемную катушку 6, сердечник 7, полюсы магнита 8, соединяемые элементы 9, высокочастотный усилитель 10, детектор 11, низкочастотный усилитель 12, многоканальный анализатор спектра мощности 13, схему сравнения 14, блок номинальных значений 15.
Работает данное устройство следующим образом.
Напряжение задающего генератора 1 через усилитель мощности 2 и коммутирующее устройство 4 подают на электромагнитно-акустический преобразователь 5, .7. При этом в сердечнике 7, служащем, для концентрации переменного магнитного поля вблизи соединяемых элементов 9, а также в соединяемых элементах наводится вихревой ток, в результате взаимодействия которого с магнитным полем магнита8 в элементах 9 возникают акустические колебания. Одновременно, с подачей основных колебаний для микросЬарки или цайки на преобразовате.ль подают зондирующие импульсы с выхдда генератора высокочастотных импульсов 3, Отраженные от дефектов эхо-импульсы возвращаются к поверхности, детали, вызывая периодические перемещения металла в магнитном поле вследствие чего возникает вихревой ток. Наводящий ЭДС в приемной катушке. Наведенная ЭДС попадает на вход высокочастотного усилителя 10, затем детектируется с помощью детектора 11. Огибающая высокочастотного сигнала усиливается низкочастотным усилителем 12 и поступает на вход многоканального анализатора спектра мощности 13. Анализатор спектра мощности 13 имеет не менее трех канало каждый из которых представляет собо Ьоследовательное соединение узкополосного фильтра, квадратичного детектора, интегратора и усредняющего устройства. Электрический сигнал с выхода узкополосного фильтра с полосой пропускания д f f - f, где f2 , f - соответственно верхняя и нижняя частоты полосы пропускания, фильтра, - поступает на квадратичный детектор, с выхода которого снимается напряжение, пропорциональное квадрату выходного напряжения полосового фильтра. Интегрирование сигнала с квадратичного детектора за время от О до интервала времени между соседними высокочастотными зондирующими импульсами дает энергию процесса в полосе частот д f, а последующее деление на время tj,. среднюю мощность в той же полосе частот.
Выход многоканального анализатора спектра мощности подключен к одному из входов схемы сравнения, ко второму входу которой подсоединен блок номинального спектра. Номинальный спектр определяется экспериментальным путем при образовании высокочастотных соединений. При отклонении измеряемого спектра мощности от номинального происходит автоматическое изменение мощности ультразвукового генератора, а также отключение его при достижении максимально возможной в данных условиях прочности соединения.
При использовании контактного способа микросварки и пайки в качестве устройства, принимающего отраженные от дефектов соединения эхо-импульсы, т.е. вместо электромагнитно-акустического преобразователя может быть применен бесконтактный пьезокерамический датчик на основе стереофонического элемента.
Таким образом, включение в цепь обратной связи многоканального cneKtpa мощности поз-воляет использовать данное устройство для регулирования процесса ультразвуковой микросварки и пайки в тех случаях, когда в зоне соединения имеется любое число дефектов.
Например, для автоматического регулирования процесса ультразвуковой пайки.кристаллов интегральных схем к корпусу прибора частоту зондирующих импульсов выбирают в диапазоне 00-700 МГц, что соответствует длине волны в кремнии 14-50 мкм. При этом оптимальный диапазон, в котором анализируется спектр гиощнос ,ти, 10-20 МГц. Использование данного устройства для автоматического регулирования процесса ультразвуковой пайки, кристаллов интегральных схем к корпусу прибора позволяет повысить прочность паяного соединения в 1,5 раза. Воспроизводимость качества пайки при этом возрастает в 2,0-2,5 раза, что приводит к увеличению про цента выхода годных интегральных схем более чем в 1,3 раза.- Формула изобретения Устройство для автоматического регулирования процесса ультразвуковой микросварки и пайки, содержащее задающий генератор, усилитель мощности, коммутирующее устройство, генератор импульсов, электромагнитно акустический преобразователь, цепь обратной связи, включающую в себя пр емное устройство, высокочастотный усилитель, детектор и усилитель низкой частоты, соединенные последовательно, и схему сравнения, о т л ичающеес я тем, что, с целью расширения области применения устройства и повБпиения прочности и стабильности качества микросварных и паяных соединений, в цепь обратной связи дополнительно включен многоканальный анализатор спектра мощности, вход которого соединен через цепь обратной связи со входом электромагнитно-акустического преобразователя, а выход подключен к одному из входов схемы сравнения. Источники информации, принятые во внимание при экспертизе 1.Патент США, 3734382, кл. 228-1, 1969. 2.Авторское свидетельство СССР 415116, кл. В 23 К 19/00, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой микросварки | 1982 |
|
SU1058743A1 |
| Способ управления процессом ультразвуковой микросварки (его варианты) и устройство для его осуществления | 1985 |
|
SU1276465A1 |
| Способ управления процессом ультразвуковой микросварки | 1985 |
|
SU1311887A1 |
| Способ контроля процесса ультразвуковой сварки | 1977 |
|
SU662301A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА МОНТАЖА ПОДЛОЖЕК ВО ВРЕМЯ УЛЬТРАЗВУКОВОЙ МИКРОСВАРКИ | 2018 |
|
RU2721338C1 |
| Способ автоматического управления процессом микросварки и устройство для его осуществления | 1977 |
|
SU740444A1 |
| Способ управления процессом ультразвуковой микросварки и устройство для его осуществления | 1978 |
|
SU764901A1 |
| Устройство для контроля качества пайки | 1990 |
|
SU1755175A1 |
| Устройство для ранней диагностики образования и развития микротрещин в деталях машин и конструкциях | 2022 |
|
RU2788311C1 |
| Способ ультразвуковой обработки материалов и устройство для его осуществления | 1978 |
|
SU766790A1 |
tS
/J
3
