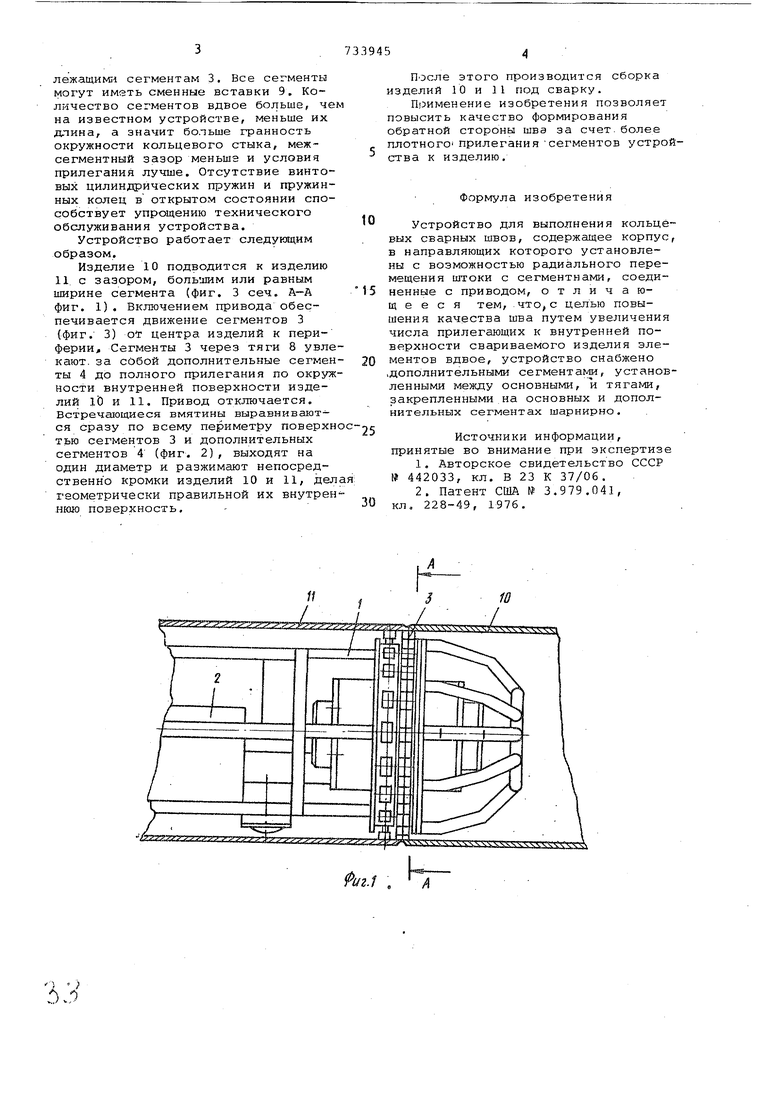
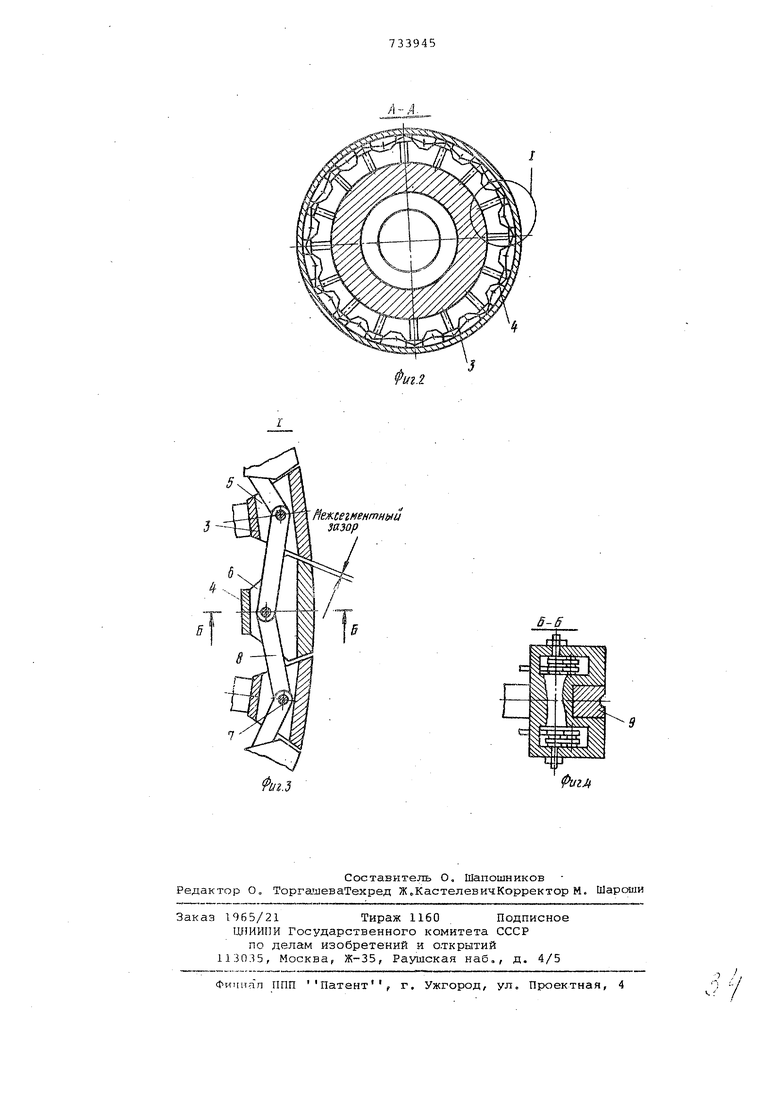
Изобретение относится к области сварочной техники, предназначено для правки, сборки и сварки изделий формы пустотелый цилиндр, может быт использовано в машиностроении и дру гих отраслях промышленности. Известно устройство для выполнения кольцевых сварных швов 1. Оно не обеспечивает производительности и качества, так как практически не встречается геометрически правильна окружность внутренней поверхности кольцевогр стыка, а на поверхности сть куемых. изделиях имеются вмятины. Известно устройство для выполнения кольцевых сварных швов, содержащее корпус, в направляющих которо го установлены с возможностью радис(льного перемещения штоки с сегмент 1Йи., соединенные с приводом 2. Недостатком этого устройства является то, что при установке его Ь изделия с диаметром, отличающимся от того,, на который это устройство рассчитано, его сегменты не при.легают плотно к поверхйости изделия, Ве.личина несовпадения кривизны поверхностей изделия и сегментов устройства пропорциональна длине .последних, Целью изобретения является повышение качества шва путем увеличения числа прилегающих к внутренней поверхности свариваемого изделия элементов вдвое. Цель достигается тем, что устройство снабжено дополнительными сегментами, установленными между основными, и тягами, закрепленными на основных и дополнительных сегментах шарнирно. На фиг. 1 показано устройство .хуля выполнения Кольцевых сварных швов; на фиг. 2 - сечение по А-А фиг. 1; на фиг. 3 - узел Г на фиг. 2; на фиг. 4 - рахрез по Б-Б на фиг. 3. Устройство для выполнения кольцевых сварных швов представляет собой сварную конструкцию ходовой части 1 с приводами 2, на которой размещается корпус с сегментами 3, между которыми установлены дополнительные сегменты 4, Каждый сегмент 3 и дополнительный сегмент 4 имеют продольный паз соответственно 5 и 6 и поперечное отверстие, в котором установлена ось 7, которой соё.цинены тяги 8, Оси 7, принадлржа-дие дополнительным сегмента.м 4, никогда не образуют прямой линии с осями 7, принадлежащими сегментам 3. Все сегменты могут иметь сменные вставки 9, Количество сегментов вдвое больше, ч на известном устройстве, меньше их длина, а значит больше гранность окружности кольцевого стыка, межсегментный зазор меньша и условия прилегания лучше. Отсутствие винто вых цилиндрических пружин и пружин ных колец в открытом состоянии спо собствует упрощению технического обслуживания устройства. Устройство работает следующим образом. Изделие 10 подводится к изделию 11 с зазором, большим или равным ширине сегмента (фиг. 3 сеч. А-А фиг. 1). Включением привода обеспечивается движение сегментов 3 (фиг. 3) от центра изделий к периферии. Сегменты 3 через тяги 8 увле кают, за сОбой дополнительные сегмен ты 4 до полного прилегания по окруж ности внутренней поверхности изделий iD и 11, Привод отключается. Встречающиеся вмятины выравниваются сразу по всему периметру поверх тью сегментов 3 и дополнительных сегментов 4 (фиг. 2), выходят на один диаметр и разжимают непосредственно кромки изделий 10 и 11, дел геометрически правильной их внутрен нюю поверхность. После этого производится сборка изделий 10 и 11 под сварку. П зименение изобретения позволяет повысить качество формирования обратной стороны шва за счет.более ПЛОТНОГО прилегания сегментов устройства к изделию. Формула изобретения Устройство для выполнения кольцевых сварных швов, содержащее корпус, в направляющих которого установлены с возможностью радиального перемещения штоки с сегментнами, соединенные с приводом, отличающееся тем, что,с целью повышения качества шва путем увеличения числа прилегающих к внутренней поверхности свариваемого изделия элементов вдвое, устройство снабжено .дополнительными сегментами, установленными между основными, и тягами, закрепленными на основных и дополнительных сегментах шарнирно. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 442033, кл. В 23 К 37/06. 2.Патент США № 3.979.041, кл. 228-49, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования кольцевых сварных швов | 1990 |
|
SU1754386A1 |
| Устройство для сборки и сварки кольцевых швов | 1982 |
|
SU1052358A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРНЯ СВАРНОГО ШВА | 2003 |
|
RU2252850C1 |
| Устройство для формирования кольцевых сварных швов | 1981 |
|
SU1073060A1 |
| Способ сборки и сварки крупногабаритных конструкций | 1978 |
|
SU733928A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО СОЕДИНЕНИЯ И ТРАНСПОРТНО-СКЛАДСКОЙ КОНТЕЙНЕР ДЛЯ КАССЕТ С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2127656C1 |
иг.1 , ПГ
А-А.
5
Не шментнь зазор
д-В
