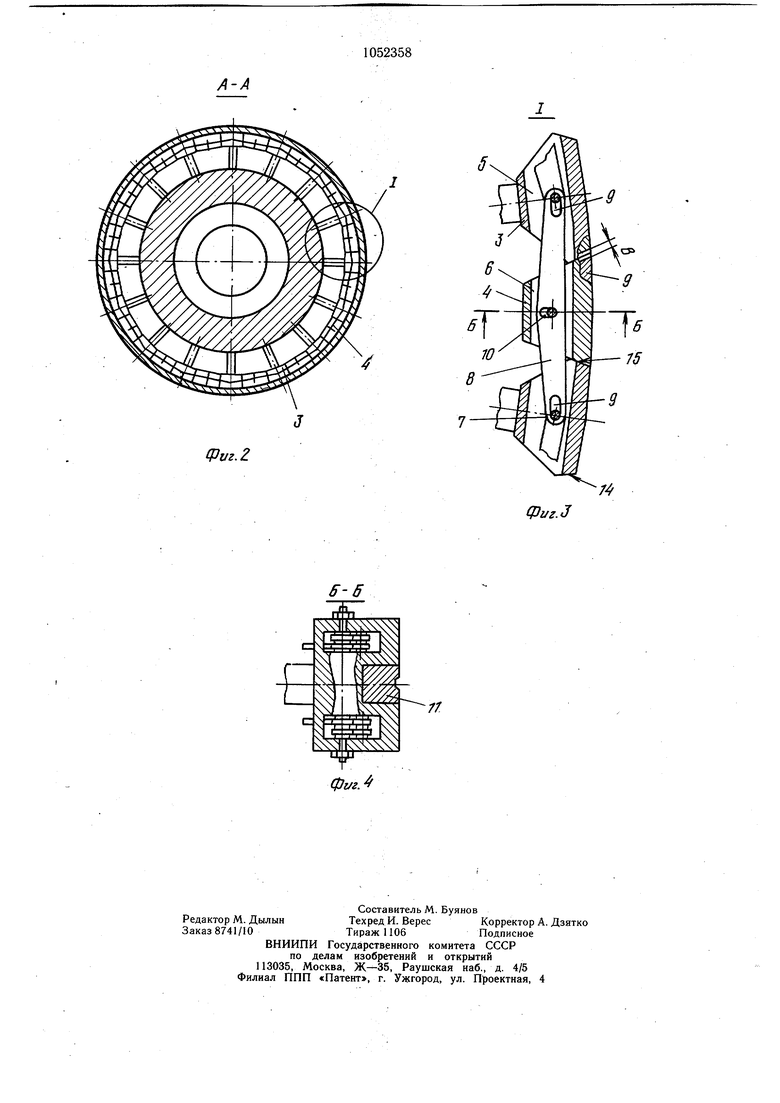
Изобретение относится к сварочной технике, предназначено для правки, сборки и сварки цилиндрических изделий и может быть использовано в машиностроении и других отраслях промышленности. Наиболее близким по технической сущмости к изобретению является устройство для выполнения кольцевых сварных швов, содержащее силовой привод и соединенные с ним основные сегменты. Между основными сегментами расположены дополнительные, связанные с основными с помощью щарнирных тяг 1. Недостатками указанного устройства являются сложность конструкции из-за большого числа шарнирных тяг и необходимость высокоточного выполнения отверстий под шарниры, так как при колебаниях расстояние между отверстиями на отдельных тягах может привести к увеличению зазоров между сегментами в рабочем положении более технологически допустимой величины. Цель изобретения - упрощение конструкции устройства. Цель достигается тем, что в известном устройстве, содержащем основные сегменты, соединенные с силовым приводом разжима, и дополнительные сегменты, шарнирно связанные с основными, каждый дополнительный сегмент связан с двумя соседними основными сегментами двуплечим рычагом, при этом в местах шарнирного соединения с основными сегментами в рычаге выполнены продольные относительно его оси пазы, а в местах соединения с дополнительными сегментами - поперечные. На фиг. 1 показано устройство для сборки и сварки кольцевых швов; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3. Устройство для сборки и сварки кольцевых швов представляет собой сварную конструкцию 1 с приводами 2, на которой размещается корпус с основными сегментами 3, между которыми установлены дополнительные сегменты 4. Каждый основной сегмент 3 и дополнительный сегмент 4 имеют продольный паз 5 и 6 соответственно и поперечное отверстие, в котором установлены оси 7, на которых в свою очередь щарнирно установлены двуплечие рычаги 8. Каждый двуплечий рычаг 8 в местах соединения с основными сегментами имеет продольный относительно оси рычага паз 9, а в месте соединения с дополнительным сегментом - поперечный паз 10. Дополнительные сегменты 4 при ближайщем к центру расположении всегда дальше от центра, чем основные. Все сегменты могут иметь сменные вставки 11, расположенные одна от другой по окружности на расстоянии, равном В (фиг. 3), для обеспечения теплоотвода при сварке. Изделие 12 пристыковывается к изделию 13, в котором расположено устройство. Каждый сегмент 3 и дополнительный сегмент 4 имеют скосы 14 и 15 соответственно, определяющие силовую часть конструкции. Устройство работает следующим образом. Изделие 12 подводится к изделию 13 с зазором, большим или равным ширине вставок 11 (фиг. 4), с целью исключения повреждения последних. Включением привода обеспечивается движение сегментов 3 (фиг. 3) от центра привода изделия к периферии. Сегменты 3 через скосы 14, охватывающие и действующие на скосы 15, увлекают за. собой дополнительные сегменты 4 до полного прилегания по окружности внутренней поверхности изделий 12 и 13. Двуплечий рычаг 8 удерживает дополнительные сегменты 4 от выпадения, особенно нижние (фиг. 1 и 2), и создает направление по основным сегментам 3 (фиг. 3). Привод отключается. Встречающиеся вмятины выравниваются сразу по всему периметру поверхностью сегментов 3 и дополнительных сегментов 4 (фиг. 2) без усилий в осях 7 (фиг. 3). Сегменты 3 и 4 выходят на один диаметр, несколько больший максимально допустимого и диаметра изделия, и разжимают непосредственно кромки изделий 12 и 13, делая геометрически правильной их внутреннюю поверхность. После этого производится сборка изделий 12 и 13 под сварку на середине вставок 10. Применение изобретения упрощает конструкцию устройств подобного типа, делая ее более технологичной и надежной, улучшает эксплуатационные характеристики. Изобретение может быть использовано в модернизированном комплексе «Стык с экономическим эффектом 106,7 тыс. руб. на один комплекс.
fpi/z.2
9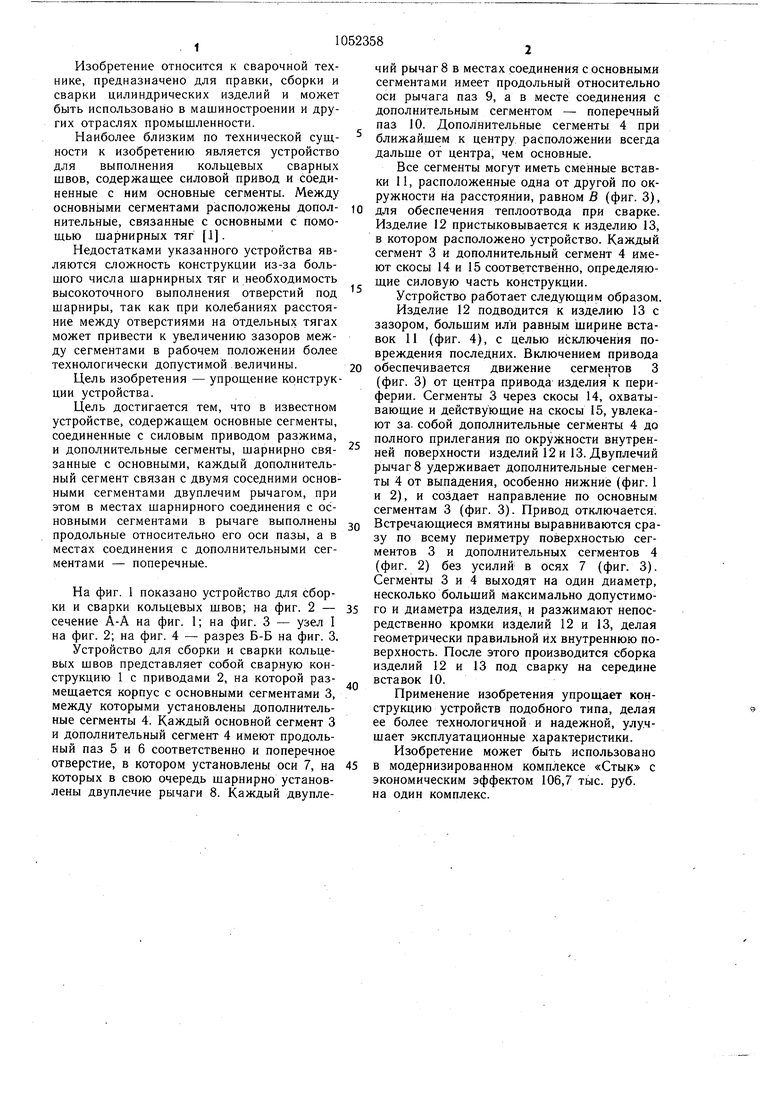
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПОД СВАРКУ КОЛЬЦЕВЫМ ШВОМ | 1991 |
|
RU2030270C1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Внутренний центратор для сварки кольцевых швов | 1983 |
|
SU1119814A1 |
| Устройство для формирования кольцевых сварных швов | 1990 |
|
SU1754386A1 |
| Устройство для сборки под сварку стыковых швов изделий сложной формы | 1981 |
|
SU956210A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
| ЗАЖИМ | 1993 |
|
RU2090335C1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ, содержащее основные сегменты, соединенные с силовым приводом разжима, и дополнительные сегменты, шарнирно связанные с основными, отличающееся тем, что, с целью упрощения конструкции, каждый дополнительный сегмент связан с двумя соседними основными сегментами двуплечим рычагом, при этом в местах шарнирного соединения с основными сегментами в рычаге выполнены продольные относительно его оси пазы, а в местах соединения с дополнительными сегментами - поперечные. (Л ел ю со СП 00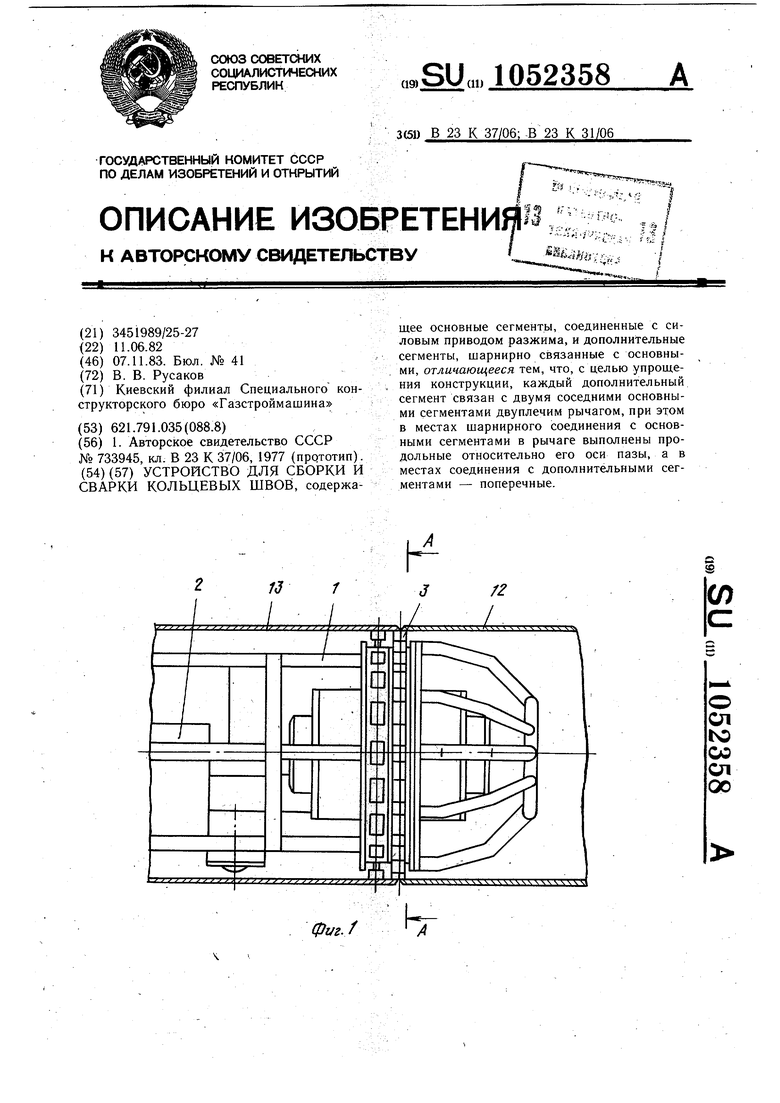
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для выполнения кольцевых сварных швов | 1977 |
|
SU733945A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
