1
Изобретение относится к сварке, в частности к способам сборки и сварки крупногабаритных конструкций, преимущественно кольцевой формы, и может быть применено в тяжелом энергетическом машиностроении и других отраслях промышленности.
Известен способ изготовления различных конструкций путем сварки без последуюгцей механической обработки 1.
Этим известным способом осуществляют точное изготовление элементов сварной конструкции с учетом припусков, а при их сварке определяют порядок выполнения сварных швов для предупреждения или регулирования сварочных деформаций. Регулирование сварочных деформаций осуществляют применением рациональной последовательности сборки и сварки элементов, закреплением их в процессе сварки в приспособлениях, созданием предварительных деформаций в соединении элементов, обратных сварочным, механическим воздействием на соединение или зону шва в процессе сварки. Однако эти известные методы оказываются малоэффективными при сварке крупногабаритных изделий достаточных толщин, когда сварной шов выполняется в несколько слоев, поскольку характер деформации и перемещений при наложе нии последующих слоев: может меняться весьма .существенно.
Известен способ изготовления среднего пояса фундаментной части гидротурбины, состоящего -из восьми сегментов и образующего камеру рабоче10го колеса, при котором осуществляют сборку и сварку сегментов попарно, на жестком каркасе, с закреплением сегментов перед сваркой после установки их в требуемое положение, с
15 одновременным вьполнением несколь ких швов в заданной последовательности 2 .
После рварки оба сегмента вместе с жестким каркасом подвергают термообработке для снятия напряжений и только после освобождают от закрепления.
Этот известный способ сборки кольцевых элементов очень трудоемкий и предполагает значительные материальные и энергетические затраты для его осуществления.
Наиболее близким к предлагаемому по технической сущности является
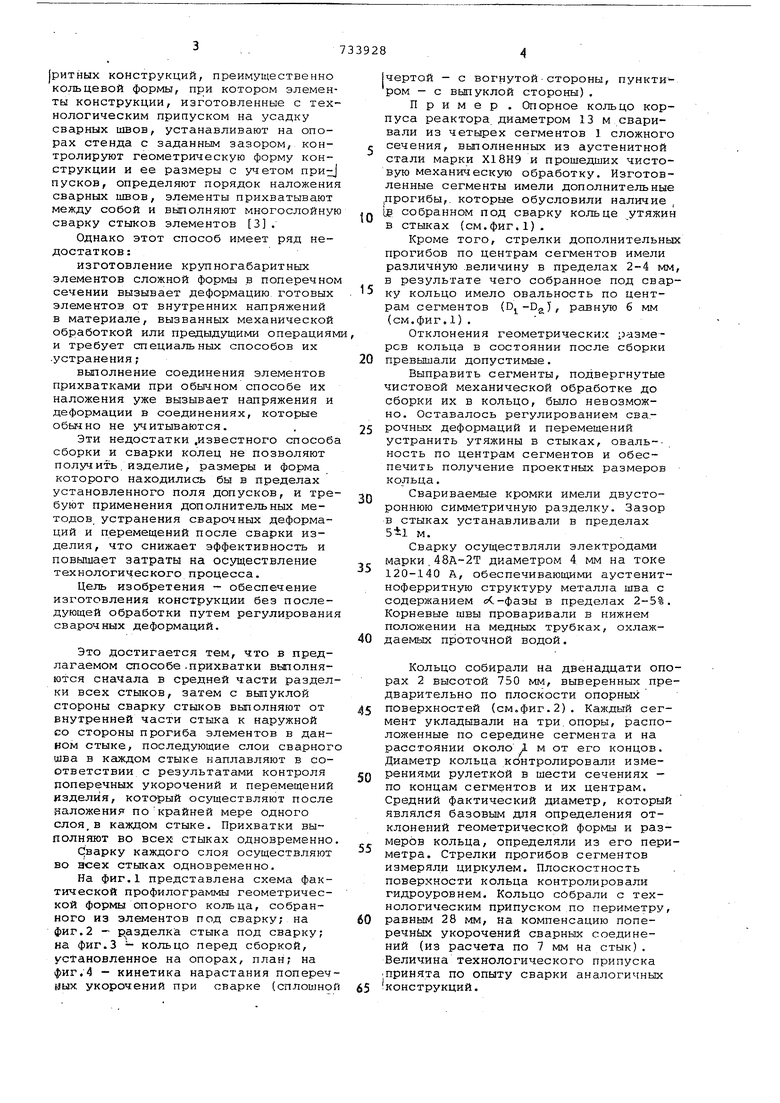
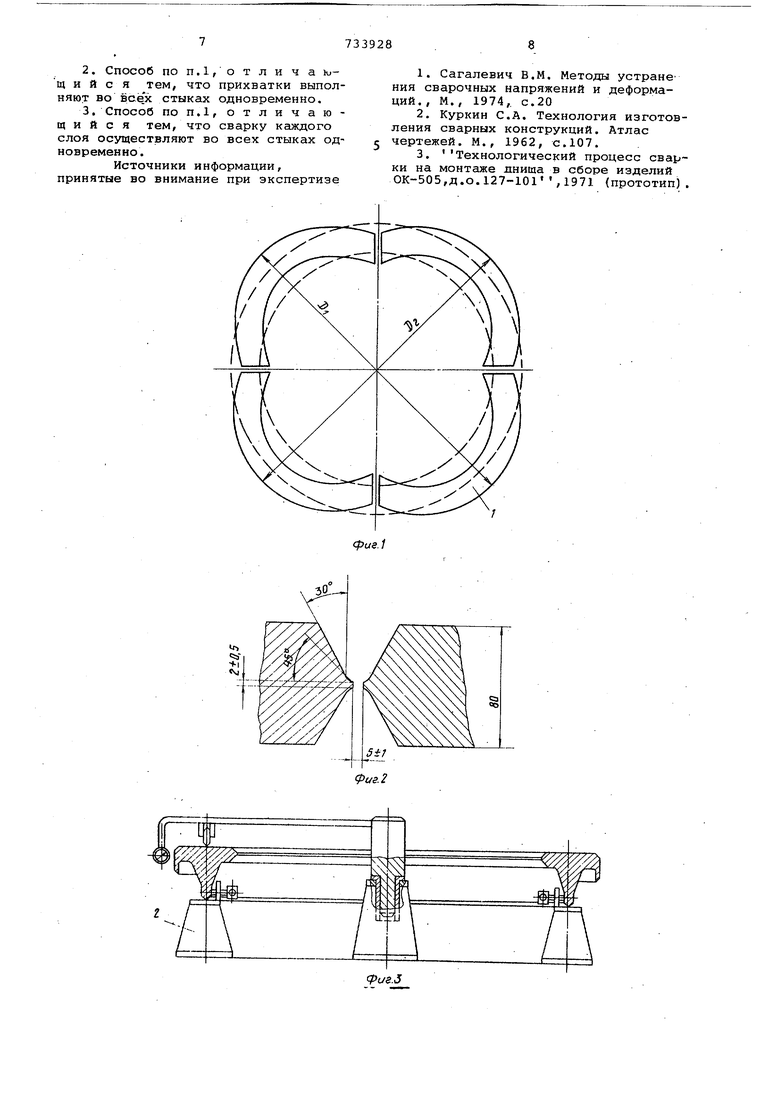
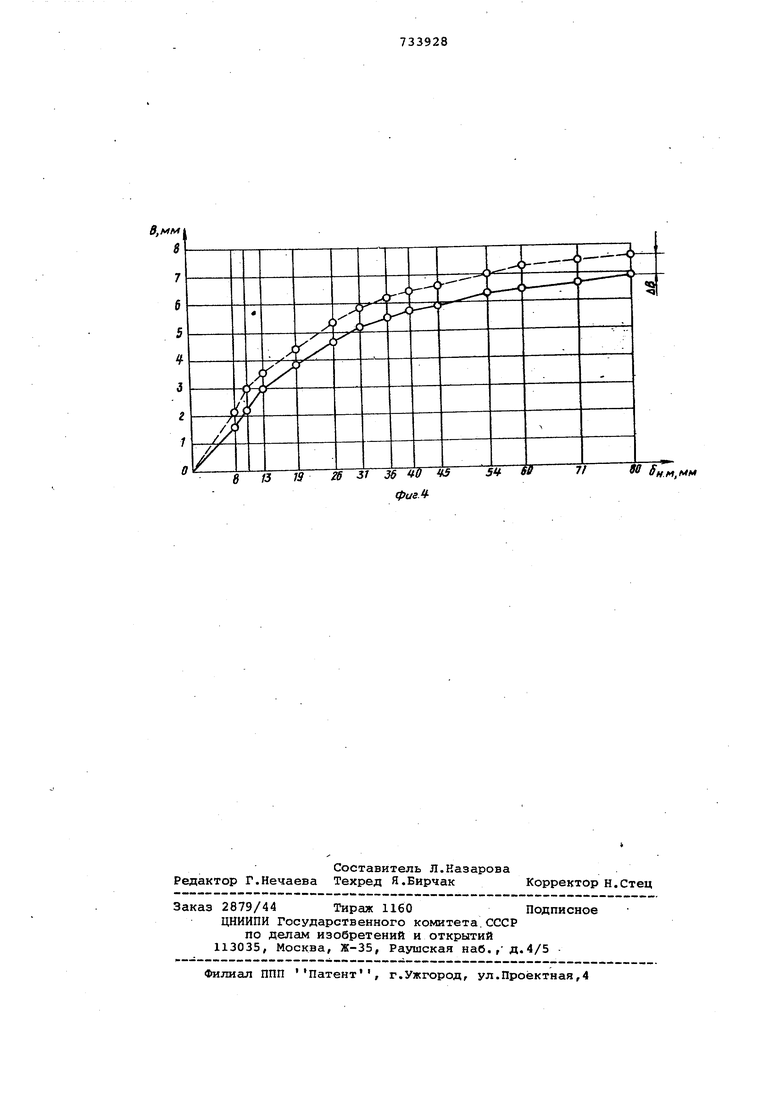
30 способ сборки и сварки крупногаба ритных конструкций, преимущественно кольцевой формы, при котором элементы конструкции, изготовленные с технологическим припуском на усадку сварных швов, устанавливают на опорах стенда с заданным зазором, контролируют геометрическую форму конструкции и ее размеры с учетом при: пусков, определяют порядок наложения сварных швов, элементы прихватывают между собой и выполняют многослойную сварку стыков элементов 3. Однако этот способ имеет ряд недостатков:изготовление крупногабаритных элементов сложной формы в поперечно сечении вызывает деформацию, готовых элементов от внутренних напряжений в материале, вызванных механической обработкой или предыдущими операциям и требует специальных способов их .устранения; выполнение соединения элементов прихватками при обычном способе их наложения уже вызывает напряжения и деформации в соединениях, которые обычно не учитываются. Эти недостатки .известного способ сборки и сварки колец не позволяют получить/изделие, размеры и форма которого находились бы в пределах установленного поля допусков, и тре буют применения дополнительных методов устранения сварочных деформаций и перемещений после сварки изделия, что снижает эффективность и повышает затраты на осуществление технологического процесса. Цель изобретения - обеспечение изготовления конструкции без последующей обработки путем регулировани сварочных деформаций. Это достигается тем, что в предлагаемом способе-прихватки выполняются сначала в средней части раздел ки всех стыков, затем с выпуклой стороны сварку стыков выполняют от внутренней части стыка к наружной со стороны прогиба элементов в данном стыке, последующие слои сварног шва в каждом стыке наплавляют в соответствии с результатами контроля поперечных укорочений и перемещений изделия, который осуществляют после наложения покрайней мере одного слоя,в каждом стыке. Прихватки выполняют во всех стыках одновременно Сварку каждого слоя осуществляют во всех стыках одновременно. На фиг.1 представлена схема фактической профилограммы геометрической формы опорного кольца, собранного из элементов под сварку; на фиг.2 - разделка стыка под сварку; на фиг.З - кольцо перед сборкой, установленное на опорах, план; на фиг.4 - кинетика нарастания попереч йых, укорочений при сварке (сплошно чертой - с вогнутойстороны, пунктиром - с выпуклой стороны). Пример . Опорное кольцо корпуса реактора диаметром 13 м сваривали из четырех сегментов 1 сложного сечения, выполненных из аустенитной стали марки Х18Н9 и прошедших чистовую механическую обработку. Изготовленные сегменты имели дополнительные .прогибы,, которые обусловили наличие , e собранном под сварку кольце утяжин в стыках {см.фиг.1) . Кроме того, стрелки дополнительньлх прогибов по центрам сегментов имели различную .величину в пределах 2-4 мм, в результате чего собранное под сварку кольцо имело овальность по центрам сегментов (, равную 6 мм (см.фиг.1). Отклонения геометрических размеров кольца в состоянии после сборки превышали допустимые. Выправить сегменты, подвергнутые чистовой механической обработке до сборки их в кольцо, было невозможно. Оставалось регулированием сва.рочных деформаций и перемещений устранить утяжины в стыках, оваль--. ность по центрам сегментов и обеспечить получение проектных размеров кольца. Свариваемые кромки имели двустороннюю симметричную разделку. Зазор в стыках устанавливали в пределах 5ti м. Сварку осуществляли электродами марки.48А-2Т диаметром 4 мм на токе 120-140 А, обеспечивающими аустенитноферритную структуру металла шва с содержанием б.-фазы в пределах 2-5%. Корневые швы проваривали в нижнем положении на медных трубках, охлаждаемых проточной водой. Кольцо собирали на двенадцати опорах 2 высотой 750 мм, выверенных предварительно по плоскости опорных поверхностей (см.фиг.2). Каждый сегмент укладывали на три.опоры, расположенные по середине сегмента и на расстоянии около ,Д м от его концов. Диаметр кольца контролировали измерениями рулеткой в шести сечениях - по концам сегментов и их центрам. Средний фактический диаметр, который являлся базовым для определения отклонений геометрической формы и размеров кольца, определяли из его периметра. Стрелки пр.огибов сегментов измеряли циркулем. Плоскостность поверхности кольца контролировали гидроуровнем. Кольцо собрали с технологическим припуском по периметру, равным 28 мм, на компенсацию поперечнйх укорочений сварных соединений (из расчета по 7 мм на стык). Величина технологического припуска .принята по опыту сварки аналогичных (конструкций.
Дополнительные прогибы сегментов и утяжииы в стыках, пoлVч:eнныe в результате поворота сечений, устраняли гтрогибами сегментов в процессе сварки стыков. Необходимые для этого изгибающие моменты (М) создавались за счет большей величины поперечных укорочений сварных соединений со. стороны внутренней поверхности кольца на величину 4 В, которую рассчитывали по формуле:
д6 2Ь-1§б , где b - ширина сегментов, мм;
в - угол поворота концов сегментов .
Угол поворота концов сегментов .определяли из совместного радения уравнений прогиба балки (f) по середине
где Е - модуль упругости;
I - момент инерции, кг/см, и угла поворота конца балки Me
в
2EI
Ai
Отсюда
Q
где в - длина сегмента ( е.10 м) .
Для расчетов принимали среднеарифметическую величину стрелок прогибов свариваемых сегментов ( 4 ср. ci:2,5 мм) , Расчетное приращение поперечных укорочений дВ-0,91,0 мм.
При сварке стыков кольца был принят определенный порядок наложения швов.
В процессе сварки систематически производился контроль сварочных деформаций и перемещений.
Прихватки выполняли одновременно на всех четырех стыках. Первыми выполнялись прихватки по середине каждого шва, затем с внутренней поверхности кольца - со стороны выпуклой части стыка, и после этого с наружной.
Такая последовательность прихватки позволила получить.приращение поперечных укорочений с внутренней строны кольца в среднем по 0,20 мм на шов и значительно уменьшить прогибы сегментов, которые контролировались в ходе работ систематическими измеренияют после наложения очередного слоя шва во всех стыках.
Да.льнейшее приращение поперечных укорочений получено выбором направлений сварки. Опыты показали, что при выполнении первых слоев многослойного шва поперечные укорочения .более интенсивно нарастают в конце шва. Затем поперечные укорочения по длине шва выравниваются, а при достижении толщины шва 40-55 мм они более интенсивно нарастают в начале
шва. Используя это явление, первона:Чально до получения требуемой разни- цы поперечных укорочений по дЛине швов сварку производили в направлении от наружной поверхности кольца к внутренней. Затем направление сварки послойно изменяли или применяли обратно-ступенчатый способ вы- полнения швов.
Для устранения угловых деформаций
0 сварных соединений, определяющих плоскостность кольца, производили очередное наложение слоев с обеих сторой ;Х-образной разделки.
Овальность по центрам сегментов
5 дополнительно устраняли механическим ограничением свободы радиальных перемещений кольца к его центру по малому диаметру овала, чем было вызвано более интенсивное сокращение большого
0 диаметра овала.
В результате сварки конструкции данным способом обеспечили устранение, недопустимых прогибов сегментов и вызванных ими утяжин в стыках, а со5ответствующими закреплениями устранена овальность по центрам сегментов. Овальность кольца по наружному диаметру составила 1 мм,, неплоскостность поверхности А 2,3 мм.
0
Уменьшение сварочных деформаций и: повышение точности изготовления обеспечивается одновременным выполнением очередного слоя на всех стыках.
5
Формула изобретения
1. Способ сборки и сварки крупногабаритных конструкций, преимущественно кольцевой формы, при котором эле0менты конструкции, изготовленные с технологическим припуском на усадку сварных швов, устанавливают на onopak стенда с заданным зазором, контролируют геометрическую форму конструкции и ее размеры с учетом припусков, опре5деляют порядок наложения сварных швов, элементы прихватывают между собой и выполняют многослойную сварку стыков элементов, о т л и ч аю щ и и с я тем, что, с целью обеспечения изго0товления конструкции без последующей обработки путем регулирования сварочных деформаций, прихватки выполняют сначала в средней части разделки всех стыков, затем с выпуклой
5 стороны каждого стыка и после этого с вогнутой стороны, а сварку стыков выполняют от внутренней части стыка к наружной со стороны прогиба элементов в данном стыке,последую0щие слои сварного шва в казЮюм стыке наплавляют в соответствии с результатами контроля поперечных укорочений и перемещений изделия, который осуществляют после наложения по край5ней мере одного слоя в каждом стыке.
2.Способ по п.1,0 тли ч а KJщ и и с я тем, что прихватки выполняют во всех стыках одновременно.
3.Способ ПОП.1, отличающийся тем, что сварку каждого слоя осуществляют во всех стыках одновременно.
Источники информации, принятые во внимание при экспертизе
1.Сагалевич В.М. Методы устранв НИН сварочных напряжений и деформаций. , М., 1974,. с.20
2.Куркин С.А. Технология изготовления сварных конструкций. Атлас чертежей. М., 1962, с.107.
3.Технологический процесс сварки на монтаже днища в сборе изделий ОК-505,д.о.127-101,1971 (прототип)

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных конструкций | 1978 |
|
SU770702A1 |
| Способ изготовления крупногабаритных конструкций | 1986 |
|
SU1428555A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2009 |
|
RU2419503C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1107998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛИНГА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ | 2008 |
|
RU2395376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАМЕРЫ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2015 |
|
RU2600659C1 |
W.M,MM
