Изобретение относится к оборудованию для строительства трубопроводов, а именно к устройствам для сборки и сварки кольцевых стыков труб и других цилиндрических изделийц
Известны устройства для сборки и сварки кольцевых швов, содержащие силовой привод и соединенные с ним ос- - новные сегменты, между которыми расположены дополнительные сегменты, свя-, эаннме с основными с помощью шарнирных тяг„
Указанные устройства обладают существенными недостатками, а именно:
сборка стыка под сварку на одном ряду силовых сегментов представляет собой затруднительную и весьма тельную операцию;
из-за радиального перемещения при сжатии и разжатии основные и дополнительные сегменты должны иметь разной длины ход и в связи с этим достаточно сложный в изготовлении профиль;
сл
4 СО 00 CS
в сжатом состоянии дополнительные сегменты закрывают собой основные сегменты, что ограничивает доступ к ним, профилактический осмотр и техническое обслуживание..
Наиболее близким по технической сущности заявляемому решению является Устройство для сформирования кольцевых сварных швов
Устройство содержит корпус и смонтированные на корпусе Формирующий механизм, включающий в себя чередующие17
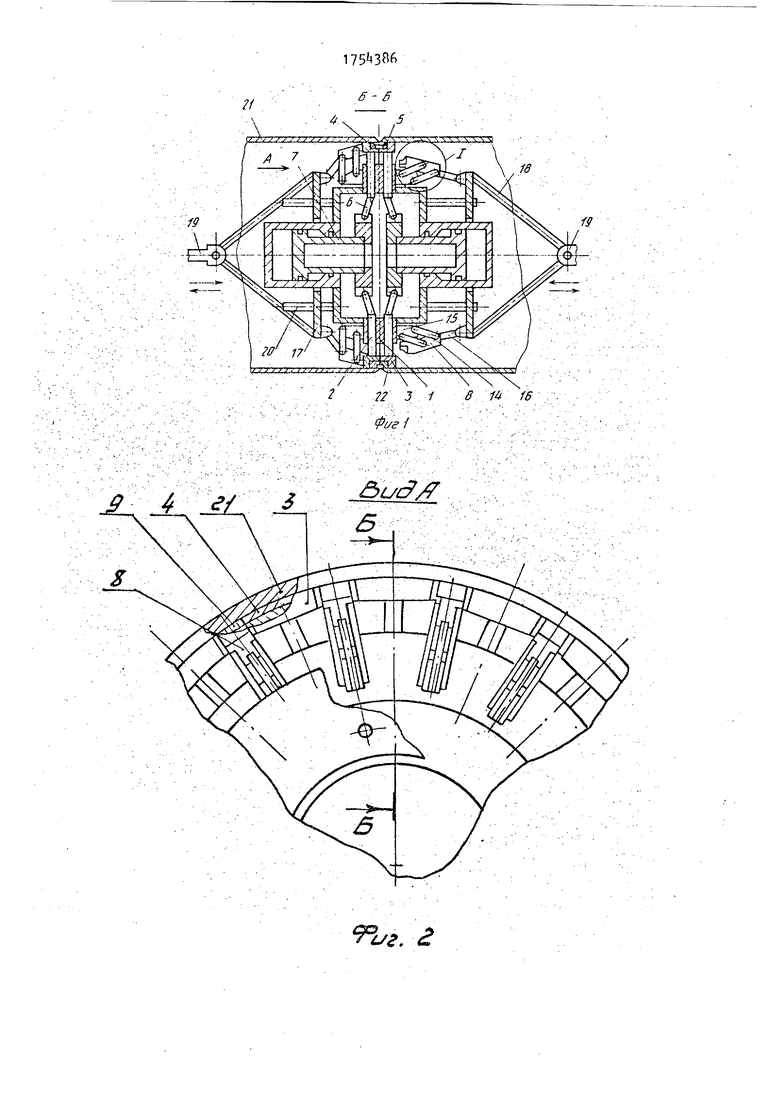
два ряда Формирующих элементов с подкладными вставками, установленных с возможностью радиального перемещения и шарнирно связанных каждый со своим приводом, устройство снабжено дополнительными Формирующими элементами с подкладными вставками, серьгами, кронштейнами, двумя дисками9 тягами, направляющими и двумя дополнительными приводами их перемещения, при этом дополнительные Формирующие элементы установлены со стороны каждого ряда основных формирующих элементов с возся через один передний и задний сегменты, установленные на штоках, и при -можностью плоскопараллельного переме- вод сегментов, шарнирно соединенный сощения и контактирования с радиальными штоками посредством звеньев, Штокиторцами основных формирующих элемен- передних сегментов выполнены по , и шарнирно связаны посредством шению к штокам задних сегментов укоро-серег с кронштейнами,жестко закреплен- ченными на постоянную величину, а сое-20ными на корпусе,и с дисками,которые уединенные с ними звенья - соответствен-тановлены с возможностью поступательно удлиненными,,ного перемещения на направляющих и Нрдостат ки прототипа следующие:1кинематически связаны посредством тяг кинематическая схема устройства та-каждый со своим приводом,, кова, что передние и задние сегменты, 25- Кроме того, подкладная вставка каж- перемещаемые общим движителем, должныдого дополнительного формирующего эле- выйти в исходное положение в разжатоммента установлена с возможностью ра- состоянии, пройдя разной длины пути,диального перемещения и подпружинена. Только в этом случае передние и зад- На фиГо j изобрджено устройство, ние сегменты, расположившись по окруж-30общий вид (сеч0 Б-Б по Фиг, 2); на
ности равной внутреннему диаметру свариваемых изделий, смогут обеспечить плотное прилегание передних и задних сегментов к внутренним поверхностям свариваемых изделий„ При попадании застывших капель металла или инородных твердых тел в зазоры между сегментами, а также на поверхности сегментов плотное прилегание сегментов с подкладными элементами к внутренним поверхностям свариваемых изделий невозможно;
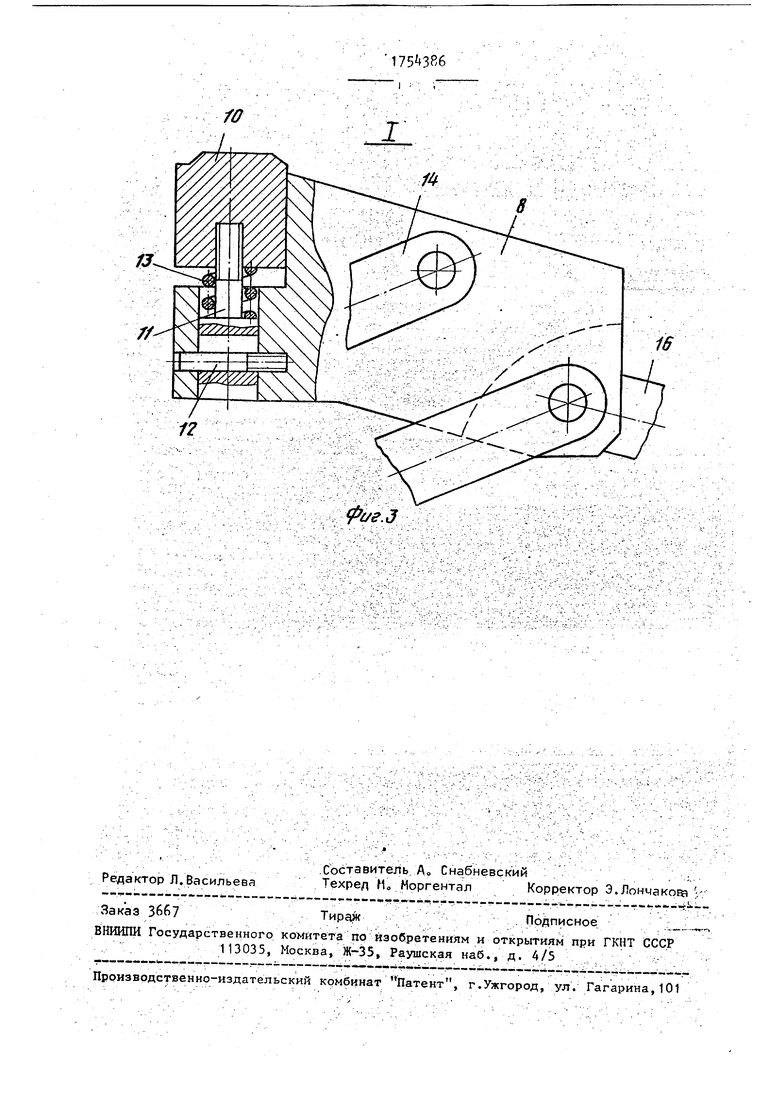
фиг 2 - вид А на Фиг0 1;-на фиг„ 3 узел I на фиг„ 1„
Устройство для Формирования кольцевых сварных швов содержит корпус 1, в
35 котором на штоках 2 жестко закреплены два ряда Формирующих элементов 3 с подкладными вставками 4 и 5 соответственно, штоки 2 посредством серег 6 шарнирно связаны с силовыми гидроци40 линдрами 7 о Кроме Toros
в связи с тем, что кинематика устройства обеспечивает работу при разных
, каждый ряд
формирующих элементов 3 снабжен плос- копараЛлельно перемещающимися дополнительными элементами 8 с подкладными вставками 9 и 10 соответственно„ Привеличинах ходов передних и задних сег- чем подкладные вставки 9 и 10 жестко ментов, их сопрягаемые поверхности должны быть выполнены со сложной конфигурацией, соответствующей закону их взаимного перемещения, а тякже со скосами под малыми углами на концах передних сегментов, ухудшающими теплоот- вод при сварке и приводящими к прожо50
закреплены на пальцах 11, связанных с дополнительными формирующими элементами 8 штифтами 12, а пальцы 11 снабжены пружинами сжатия 13
Каждый дополнительный Формирующий элемент 8 шарнирно связан серьгами 14 с кронштейном 15 жестко соединенными с корпусом 1„ Пополнительные формирующие элементы 8 каждого ряда ФормируюЦелью изобретения является повыше- щих элементов 3 шарнирно соединены по- .к. средством одинаковых серег 16 с двумя
дисками 17, которые перемещаются вдоль продольной оси корпуса 1 центрирующего механизма посредством тяг 18 и пригам и залиранию11 подкладных сегментов
ние качества Формирования сварного шва с
Указанная цель достигается Тем, что в устройстве содержащем корпус,
е
ся ых
нее175 386
10
два ряда Формирующих элементов с подкладными вставками, установленных с возможностью радиального перемещения и шарнирно связанных каждый со своим приводом, устройство снабжено дополнительными Формирующими элементами с подкладными вставками, серьгами, кронштейнами, двумя дисками9 тягами, направляющими и двумя дополнительными приводами их перемещения, при этом дополнительные Формирующие элементы установлены со стороны каждого ряда основных формирующих элементов с возри -можностью плоскопараллельного переме- сощения и контактирования с радиальными торцами основных формирующих элемен- , и шарнирно связаны посредством ро-серег с кронштейнами,жестко закреплен- ое-20ными на корпусе,и с дисками,которые уеен-тановлены с возможностью поступательного перемещения на направляющих и кинематически связаны посредством тяг та-каждый со своим приводом,, ы, 25- Кроме того, подкладная вставка каж ныдого дополнительного формирующего эле оммента установлена с возможностью ра- ,диального перемещения и подпружинена. - На фиГо j изобрджено устройство, уж-30общий вид (сеч0 Б-Б по Фиг, 2); на
фиг 2 - вид А на Фиг0 1;-на фиг„ 3 узел I на фиг„ 1„
Устройство для Формирования кольцевых сварных швов содержит корпус 1, в
котором на штоках 2 жестко закреплены два ряда Формирующих элементов 3 с подкладными вставками 4 и 5 соответственно, штоки 2 посредством серег 6 шарнирно связаны с силовыми гидроцилиндрами 7 о Кроме Toros
, каждый ряд
водов перемещения 19 по направляющим 20 жестко связанным с корпусом 1 Перемещение дисков 17 на Лиг о 1 условно обозначено стрелками„ Свариваемые изделия обозначены позициями 21 и 22„
Работа устройства осуществляется следующим образом,
После введения устройства в одно из свариваемых изделий 21 и установки его известным способом в плоскости свариваемого стыка с помощью силового гидроцилиндра 7 разжимаем один из рядов - на фиг0 1 левый - формирующих элементов 3 с подкладными вставками k до тех пор, пока устройство не будет надежно зафиксировано в свариваемом изделии. Затем к нему пристыковываем второе свариваемое изделие 22 и с помощью правого силового гидроцилиндра 7 разжимаем второй ряд Формиру- ющих элементов 3 с подкладными вставками So Затем включив приводы переляться величиной помехи , а длина ( зазора будет соответствовать длине подкладного элемента, контактирующего с помехой Все остальные Формирующи элементы 3 и дополнительные формирующие элементы 8 плотно прилягут своими формирующими поверхностями к внутренней поверхности свариваемых изделий
Q 21 и 2, обеспечив качественное Формирование .обратной -стороны свариваемого шва, благодаря независимому приводу 19 дополнительных Формирующих элементов 8 и пружинам сжатия 13 „
t5 Отсутствие скосов под острыми углами на подкладных вставках Ч и 5 Формирующих элементов 3 и на подкладных вставках 9 и 10 дополнительных Формирующих эпементов 8 обеспечивает зна20 иительно лучший, чем у прототипа теп- лоотвод в зоне расплавленного металла, исключает прожоги на них И залипа- ние подкладных элементов.
мещения 19 посредством тяг 18 дисков
17 и серег 16 все дополнительные фор- 25 Формула изобретения
мирующие элементы Я с подкладными вставками 9 и 10 приводим в движение до тех пор, пока дополнительные формирующие элементы 8 с подкладными вставками 9 не закроют промежутки между Формирующими элементами 3 в левом ряду, а дополнительные формирующие элементы 8 с подкладными вставками 10 - в правоМо таким образом
10 Устройство для формирования кольцевых сварных швов, содержащее корпус, два ряда формирующих элементов с подкладными вставками, установ- 30 ленных с возможностью радиального перемещения и шарнирно связанных каждый со своим приводом, отличающееся тем, что, с целью повышения качества Формирования сварного шва, подкладные вставки k Формирующих эле- г устройство снабжено дополнительными ментов 3 и подкладные вставки 9 допол- формирующими элементами с подкладными нительных формирующих элементов 8 в вставками, серьгами, кронштейнами, левом ряду образуют замкнутое подклад- двумя дисками, тягами, направляющими ное кольцо плотно прилегающее к внут- и двумя дополнительными приводами их ренней поверхности свариваемого изде- 40 перемещения, при этом дополнительные лия 21, а подкладные вставки 5 фор- формирующие элементы установлены со мирующих элементов и подкладные встав- стороны каждого ряда основных Формиру- ки 10 дополнительных Формирующих эле- } ющих элементов с возможностью плос- ментов 8 в правом ряду образуют замк- непараллельного перемещения и контак- нутое подкладное кольцо, плотно приле-45 тирования с радиальными торцами основ- гающее к внутренней поверхности свари- ных формирующих элементов, и шарнирно ваемого изделия 22дсвязаны посредством серег с кронштейЕсли под один из Формирующих эле- нами, жестко закрепленными на корпусе ментов 3 или дополнительный Формирую- и с дисками, которые установлены с щий элемент 8 попадает незначительных SO возможностью поступательного перемеляться величиной помехи , а длина ( зазора будет соответствовать длине подкладного элемента, контактирующего с помехой Все остальные Формирующие элементы 3 и дополнительные формирующие элементы 8 плотно прилягут своими формирующими поверхностями к внутренней поверхности свариваемых изделий
Q 21 и 2, обеспечив качественное Формирование .обратной -стороны свариваемого шва, благодаря независимому приводу 19 дополнительных Формирующих элементов 8 и пружинам сжатия 13 „
5 Отсутствие скосов под острыми углами на подкладных вставках Ч и 5 Формирующих элементов 3 и на подкладных вставках 9 и 10 дополнительных Формирующих эпементов 8 обеспечивает знаиительно лучший, чем у прототипа теп- лоотвод в зоне расплавленного металла, исключает прожоги на них И залипа- ние подкладных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРНЯ СВАРНОГО ШВА | 2003 |
|
RU2252850C1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Устройство для формирования кольцевых сварных швов | 1989 |
|
SU1779521A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| РАСПОРНОЕ УСТРОЙСТВО ДЛЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2006 |
|
RU2353495C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Устройство для формирования кольцевых сварных швов | 1981 |
|
SU1073060A1 |
Использование: относится к оборудованию для строительства трубопроводов, а именно к устройствам для сборки и сварки кольцевых стыков труб и других цилиндрических изделий,, Сущность изобретения: устройство содержит корпус 1, два ряда Лорнирующих элементов 3 с подкладными вставками 4 и 5, установленных с возможностью радиального перемещения и шарнирно связанных каждый со своим приводом, Устройство снабжено дополнительными Формирующими элементами R с подкладными вставками, серьгами 14, кронштейнами 15, двумя дисками 179 тягами 18, направляющими 0 и двумя дополнительными приводами их перемещения„ Лополни- тельные Формирующие элементы 8 установлены со стороны каждого ряда основных Формирующих элементов 3 с возможностью плоскопараллельного перемещения и контактирования с радиальными торцами основных Формирующих элементов, и шарнирносвязанные посредством серег с кронштейнами, жестко закрепленными на корпусер и с дисками, которые установлены с возможностью поступательного перемещения на направляю- ющих и кинематически связаны посредством тяг каждый со своим приводом„ Кроме того, подкладная вставка каждого дополнительного формирующего элемента установлена с возможностью радиального перемещения и подпружинена 1 ЗоПо ф-ЛЫ. 3 ИЛо
размеров, твердое тело, например, застывшая капля металла или один из формирующих элементов 3 или дополнитель-. ный .формирующий элемент 8 наедет на неэкспандируемую вмятину, то в этом случае образовавшийся зазор между формирующей поверхностью подкладного элемента и внутренней поверхностью свариваемого % изделия будет опредег
щения на направляющих и кинематически связаны посредством тяг каждый со своим приводом,
20 Устройство по п, 1, о т л и ч а- ю щ е е с я тем, что подкладная , вставка каждого дополнительного формирующего элемента установлена с возможностью радиального перемещения и подпружинена„
19
s- e
22 3 1 Pvei
9Ъг. г
12
фиг.З
8
| Авторское свидетельство СССР V 1952358, кл„ П 23 К 37/06, 19820 Авторское свидетельство СССР М° 1073060, кл0 В 3 К 37/06, 1981. |
