Изобретение относится к механо.сборочным работам, в частности к .способам сборки неразъемного соединения деталей типа вал-втулка, -с
Известен способ сборки- неразъемного соединения деталей типа валвтулка, заключающийся в том, что на торцах охватываемой детали, кондентрично ее отверстию, выполняют проточ- |Q ки, в отверстие устанавливают полую охватываемую деталь и протягивают ее изнутри с утонением стенки и запол нением проточек металлом образуег их при этом буртов детали 1.
Однако в известном способе используют в качестве охватываемых деталей втулки, у которых- с внутренней стороны предусмотрены торцевые .уто.лщения (технологический припуск) . 20 После запрессовки втулки в отве:рстие корпуса выступы устанавливают на одном уровне с канавками другой детали корпуса. При калибровке стенки втулки в начальный момент раздают25
верхнюю часть втулки до образования наружногоутолгцения. В этот момент усилие раздачи не до.пжно превышать усилие распрессовки втулки. В процессе калибровки стенки несколькоjQ
повышается прочность соединенияf однако усилие дефорл-шрования должно быть меньше суммы усилий распрессовки втулки и среза ее бурта. Поэтому для калибровки рекомендуют незначительный припуск,Для диаметров 30-50мм он не может превышать 0,09-0,15 мм. Именноэтим объясняется невозможность получения значительных утолщений прк использовании втулок без буртов. Известный способ не обеспечивает сборки втулок, установленных с зазором в отверстие корпуса, и без технологических припусков на образование буртоВй
Целью изобретения является повышение прочности соединения.
Поставленная цель достигается за счет того, что в процессе протягивания на охватываемую деталь со стороны свободного торца воздействуют усилием подпора, величина которого составляет 1,1-1,2 от наибольшего усилия протягивания.
Предлагаемый способ позволяет получать прочное соединение деталей как при свободной установке втулок (с зазором), так и при установке с натягом. Неразъемное соединение можно
получать как из втулок без концевых утолщений, так и из втулок с.утолщениями. В обоих случаях образуются бурты в канавках корпуса.
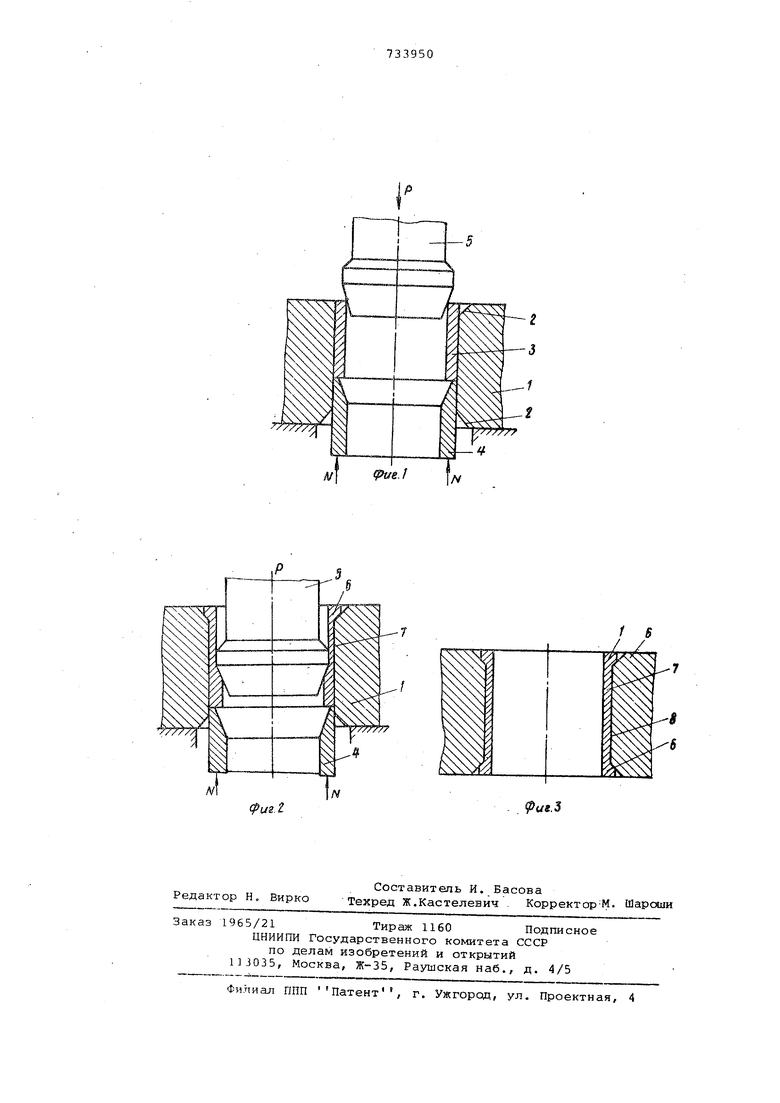
Фиг. 1-3 иллюстрируют изобретение .На торцах охватывающей, детали 1, например корпуса, концентрично отверстию, предварительно выполняют проточки 2. В отверстие устанавливают полую охватываемую деталь 3, например втулку, и подпирают ее упором 4, выставляя торцы втулки и корпуса в одной плоскости. В отверстие втулки вводят пуансон 5 с дориом и начинают его перемещать в осевом направлении.
В начальный момент деформирования дорн раздает торцевую часть втулки 3 .до образования концевого бурта 6 с заполнением проточки 2 в верхней части детали 1 корпуса металлоМоВ этот момент усилие подпора 4 составляет 1,1-1,2 от наибольшего усилия протягивания, т.е. в момент формообразования бурта б. При дальнейшем перемещении пуансона 5 дорком утонжот стенку детали-втулки на участке 7 последовательно от одного торца к противоположному. Утонение стенки втулки приводит к увеличению, ее длины, no3TOiviy на недеформированный (нижний) торец втулки постоянно дей.ствует усилие подпора 4. Это усилие предотвращает смещение втулки относительно корпуса на.поверхности их контакта 8. В конце утонения втулки формуют концевой бурт 6 с заполне.нием проточки 2 на противоположном торце корпуса металлом.
Получаемое в результате деформзарования соединение деталей обладает значительной прочностью за.счет образования двух концевых буртов 6 на противоположных концах деформированной втулки.в качестве заготовок для детали втулки могут служить как цельнометаллические, так и свернутые из листа втулки-. .
Материалы выбирают в зависимости от назначения изделий и условий их работы. Однако в предлагаемом способе соединяе№е детали могут йлть изготовлены как из цветных, так и черных материалов.
Пример . Испытания: проводились на гидравлическом прессе 100 т в штампе с пружинным буфером, В качестве детали-корпуса использовали, .иестерню из стали 10 с внутренни диаметром 21 мм и высотой ступицы 18 NOT. Деталью-втулкой служила свернутая втулка из бронзы Бр, ОЦС 4-4-2,5 (толщина стенки 2 мм и высота 12 мм). Наружный диаметр втуки обеспечивал легкоходовую посадку втулки в отверстие шестерни. Деформирование осуществляли ступенчатым пуансоном Sa один ход ползуна ip е с с а. Д и аметр к ал и брукнце го по я ск а
пуансона-дорна был равен 20,075 мм, угол наклона выходной части к оси составлял 9. Усилие подпора во всех случаях не превышало 500 кгс, что составляло 1,.1-1,2 наибольшего усилия деформирования (при образовании бурта). Общее усилие деформирования равнялось 450 кг.
Полученные образцы имели хорошее качество соединения и высокую точност геометрии отверстия. Отклонения диаметра внутреннего отверстия соединения находились в пределах допуска ,02-3 Обкатка полученного соединения с эталонной шестерней показала, что базирование шестерни на зуб при соединении ее с вкладышем обеспечивает удовлетворительную точность получаемого отверстия относительно делительной окружности.
Изготовление изделий предлагаег «лм способом обеспечивает по сравнению с существующим следующие преимущестйа:
-обеспечение прочности соединени за счет образования двухсторонних буртов на торцовых поверхностяхдетали-втулки (например, при изготовлнии таким способом подшипниковых узлов последние могут воспринимать двухсторонние осевые усилия);
-повышени.е качества изделий за счет обеспечения надежности соединения деталей в процессе деформации втулки;
-снижение норм расхода материала на изделие на 20-30% и увеличение производительности в 2 раза по сравне.нию с. прессовым, способом сборки
за счет устранения механической обработки внутренней поверхности втулки после сборки.
Реализация предлагаемого способа предполагает ежегодную экономию в рамере 4-5 тыс. рублей..,
Способ-ьПрост в осугцествлеиии и не требует специального оборудования. Формула изобретения
Способ сборки неразъемного соединения деталей типа вал-втулка, заключающийся в том, что на торцах охватывающей детали, концентрично ее отверстию, выполняют проточки, в отверстие устанавливают полую охватываемую деталь и протягивают ее изнутри с утонением стенки и заполнением проточек металлом образуемых при этом буртов детали, отличающийся тем, что, с целью повышения прочности соединения, в процессе протягивания на охватываемую деталь со стороны свободного торца воздействуют усилием подпора, величина которого составляет 1,1-1,2 от наибольшего усилия протягивания.
Источники информа1хии, принятые во внимание при экспертизе
1. Новиков М,П, Основа технологии сборки машиЯ и механизмов, М., 196-2, с/ 318-319, фиг. 258 (б).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки втулки в охватывающую деталь | 1991 |
|
SU1773661A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Способ образования неразъемного соединения | 1986 |
|
SU1323201A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления полых изделий | 1976 |
|
SU656701A1 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ, ПРЕИМУЩЕСТВЕННО СТОЙКИ СТАБИЛИЗАТОРА ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2614162C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ И СИЛОВАЯ ТОЧКА СОЕДИНЕНИЯ | 2005 |
|
RU2308345C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |