Изобретение относится к производству огнеупорных изделий и касается установок для прессования огнеупорных изделий, преимущественно воронок.
Целью изобретения является повышение производительности и качества изделий за счет повышения их равноплотности по объему,
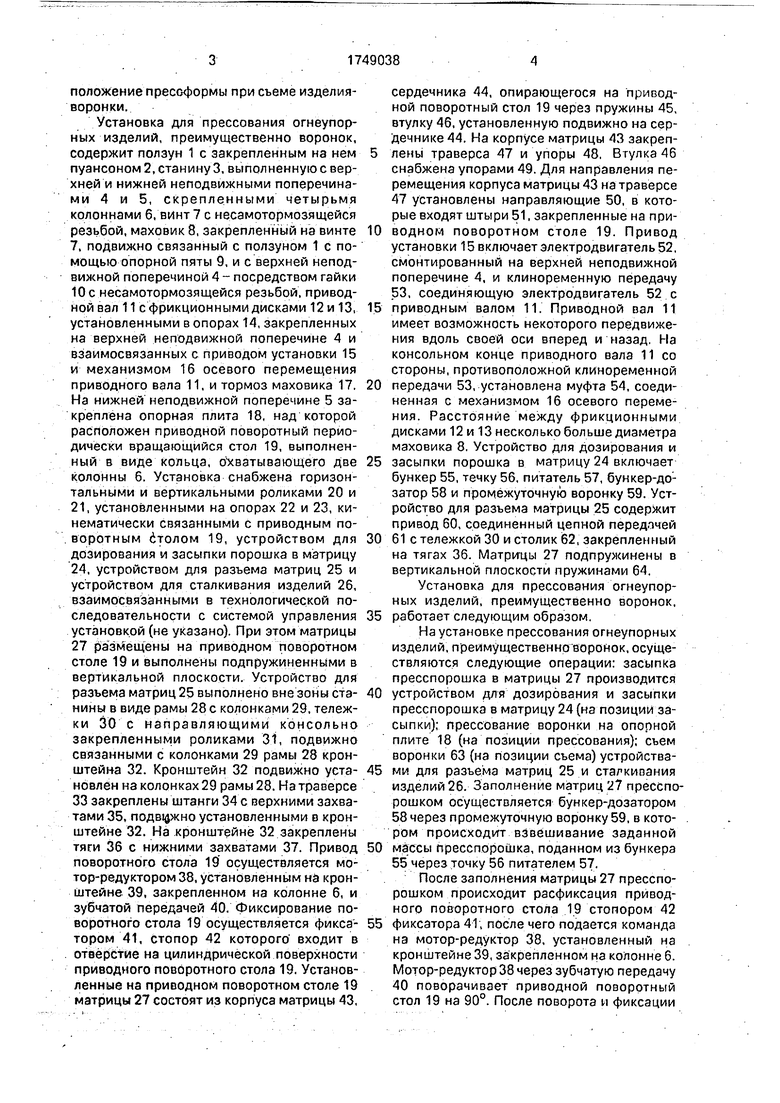
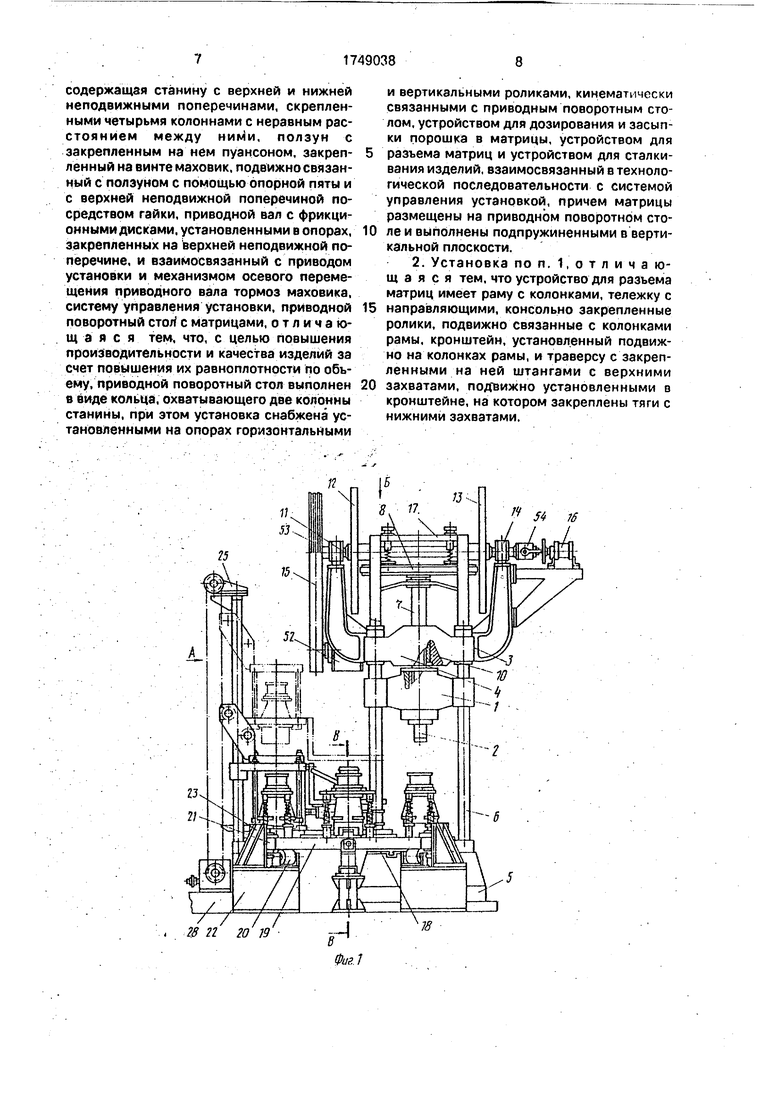
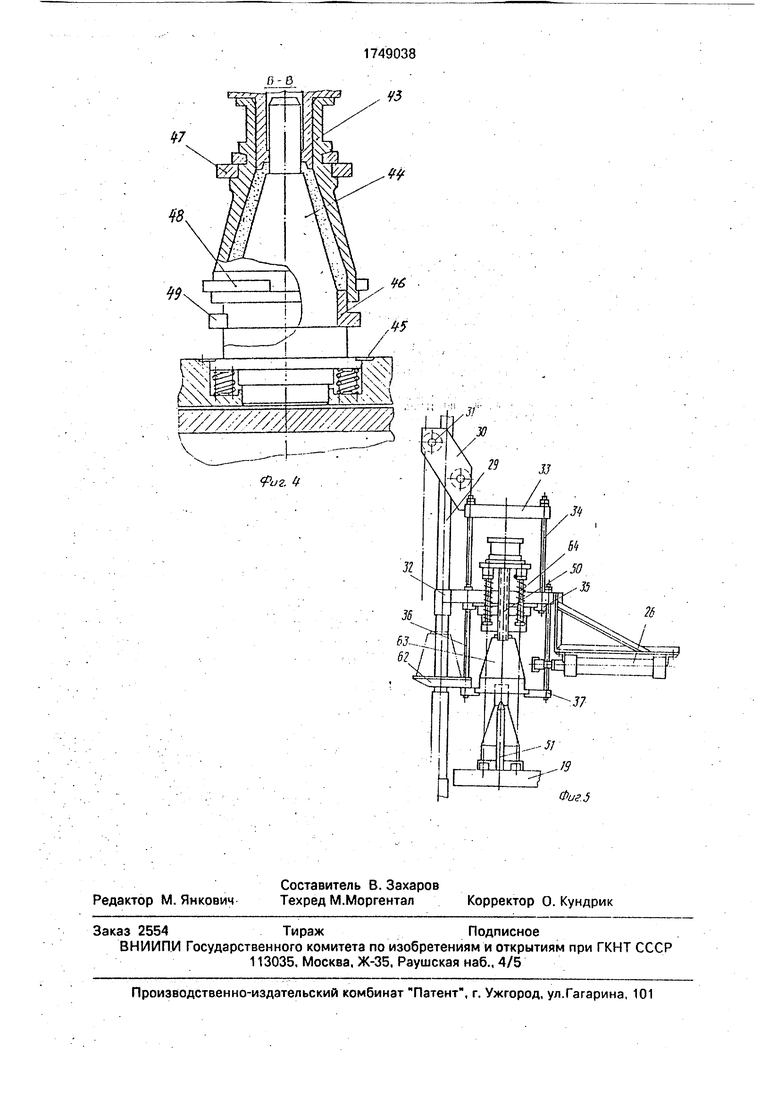
На фиг. 1 представлена установка для прессования огнеупорных изделий, преимущественно воронок, общий вид: на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг 1; на фиг. 4 - разрез В-В на фиг 1; на фиг. 5 положение прессформы при съеме изделия- воронки.
Установка для прессования огнеупорных изделий, преимущественно воронок, содержит ползун 1 с закрепленным на нем пуансоном 2, станину 3, выполненную с верхней и нижней неподвижными поперечинами 4 и 5, скрепленными четырьмя колоннами 6, винт 7 с несамотормозящейся резьбой, маховик 8, закрепленный на винте 7, подвижно связанный с ползуном 1 с помощью опорной пяты 9, и с верхней неподвижной поперечиной 4 - посредством гайки 10с несамотормозящейся резьбой, приводной вал 11 с фрикционными дисками 12 и 13, установленными в опорах 14, закрепленных на верхней неподвижной поперечине 4 и взаимосвязанных с приводом установки 15 и механизмом 16 осевого перемещения приводного вала 11, и тормоз маховика 17. На нижней неподвижной поперечине 5 закреплена опорная плита 18, над которой расположен приводной поворотный периодически вращающийся стол 19, выполненный в виде кольца, охватывающего две колонны 6. Установка снабжена горизонтальными и вертикальными роликами 20 и 21, установленными на опорах 22 и 23, кинематически связанными с приводным поворотным столом 19, устройством для дозирования и засыпки порошка в матрицу 24, устройством для разъема матриц 25 и устройством для сталкивания изделий 26, взаимосвязанными в технологической последовательности с системой управления установкой (не указано). При этом матрицы 27 размещены на приводном поворотном столе 19 и выполнены подпружиненными в вертикальной плоскости. Устройство для разъема матриц 25 выполнено вне зоны станины в виде рамы 28 с колонками 29, тележ- ки 30 с направляющими консольно закрепленными роликами 31, подвижно связанными с колонками 29 рамы 28 кронштейна 32. Кронштейн 32 подвижно установлен на колонках 29 рамы 28. На траверсе 33 закреплены штанги 34 с верхними захватами 35, подвижно установленными в кронштейне 32. На кронштейне 32 закреплены тяги 36 с нижними захватами 37. Привод поворотного стола 19 осуществляется мотор-редуктором 38, установленным на кронштейне 39, закрепленном на колонне 6, и зубчатой передачей 40. Фиксирование поворотного стола 19 осуществляется фиксатором 41, стопор 42 которого входит в отверстие на цилиндрической поверхности приводного поворотного стола 19. Установленные на приводном поворотном столе 19 матрицы 27 состоят из корпуса матрицы 43,
сердечника 44, опирающегося на приводной поворотный стол 19 через пружины 45, втулку 46, установленную подвижно на сердечнике 44. На корпусе матрицы 43 закреплены траверса 47 и упоры 48, Втулка 46 снабжена упорами 49. Для направления перемещения корпуса матрицы 43 на траверсе 47 установлены направляющие 50, в которые входят штыри 51, закрепленные на при0 водном поворотном столе 19. Привод установки 15 включает электродвигатель 52, смонтированный на верхней неподвижной поперечине 4, и клиноременную передачу 53, соединяющую электродвигатель 52 с
5 приводным валом 11. Приводной вал 11 имеет возможность некоторого передвижения вдоль своей оси вперед и назад На консольном конце приводного вала 11 со стороны, противоположной клиноременной
0 передачи 53, установлена муфта 54, соединенная с механизмом 16 осевого переме- ния. Расстояние между фрикционными дисками 12 и 13 несколько больше диаметра маховика 8, Устройство для дозирования и
5 засыпки порошка в матрицу 24 включает бункер 55, течку 56, питатель 57, бункер-дозатор 58 и промежуточную воронку 59. Устройство для разъема матрицы 25 содержит привод 60, соединенный цепной передачей
0 61 с тележкой 30 и столик 62, закрепленный на тягах 36. Матрицы 27 подпружинены в вертикальной плоскости пружинами 64.
Установка для прессования огнеупорных изделий, преимущественно воронок,
5 работает следующим образом.
На установке прессования огнеупорных изделий, преимущественно воронок, осуществляются следующие операции: засыпка пресспорошка в матрицы 27 производится
0 устройством для дозирования и засыпки пресспорошка в матрицу 24 (на позиции засыпки); прессование воронки на опорной плите 18 (на позиции прессования); съем воронки 63 (на позиции съема) устройства5 ми для разъема матриц 25 и сталкивания изделий 26. Заполнение матриц 27 пресспо- рошком осуществляется бункер-дозатором 58 через промежуточную воронку 59, в котором происходит взвешивание заданной
0 массы пресспорошка, поданном из бункера 55 через точку 56 питателем 57.
После заполнения матрицы 27 пресспо- рошком происходит расфиксация приводного поворотного стола 19 стопором 42
5 фиксатора 41, после чего подается команда на мотор-редуктор 38, установленный на кронштейне 39, закрепленном на колонне 6. Мотор-редуктор 38 через зубчатую передачу 40 поворачивает приводной поворотный стол 19 на 90°. После поворота и фиксации
стопором 42 приводного поворотного стола 19 матрица 27 располагается на позиции прессования. При этом с помощью дистанционного управления автоматически сдвигается с нейтрального положения приводной вал 11 с фрикционными дисками 12 и 13, установленными в опорах 14, закрепленных на верхней неподвижной поперечине 4, механизмом 16 осевого перемещения через муфту 54, прижимая диск 13 к маховику 8, и сообщает ему вращение от включенного электродвигателя 52, смонтированного на верхней неподвижной поперечине 4, через клиноременную передачу 53. Винт 7 ввинчивается в гайку 10, закрепленную в верхней неподвижной поперечине 4. В результате этого ползун 1 с закрепленным на нем пуансоном 2 опускается. При перемещении ползун 1 скользит по колоннам 6 как по направляющим. Пуансон 2 входит в матрицу 27 и производит прессование воронки. Уплотнение пресспо- рошка в пресс-форме происходит за счет опускания пуансона 2 и корпуса матрицы 43 на сердечник 44, опирающийся через пружины 45 на приводной поворотный стол 19. В момент прессования пружины 45 и 64 сжимаются и сердечник 44 упирается в опорную плиту 18, закрепленную на нижней поперечине 5. Прессование разделяется на две ступени: сначала пресспорошок осаживается только пуансоном 2, затем пуансон своим фланцем нажимает на корпус матрицы 43 и производит окончательное прессование с осаживанием матрицы 27 до жесткого удара. После нанесения первого удара муфта 54 и приводной вал 11 сдвигаются механизмом 16 осевого перемещения в противоположную сторону, при этом диск 12 прижимается к маховику 8 и сообщает ему вращение. При этом винт 7 выдвигается из гайки 10. Ползун 1 с пуансоном 2 поднимается в верхнее положение. Таким образом происходит попеременное направленное движение пуансона 2. Прессование втулок полусухим способом осуществляется за два-три удара.
В момент прессования воронки 63 из позиции засыпки происходит заполнение пресс-формы пресспорошком.
По окончании прессования воронки на позиции прессования и засыпки пресс-формы пресспорошком на позиции засыпки происходит расфиксирование и поворот приводного поворотного стола 19 на 19°. После очередной засыпки, прессования воронки, расфиксации и поворота приводного поворотного стола 19 матрица 27 с отпрессованной воронкой поступает на позицию съема воронки.
При перемещении матрицы 27 на позицию устройства для разьема матрицы 24 упоры 49 втулки 46 и упоры 48, закрепленные на корпусе матрицы 43, устанавливэются соответственно над нижними захватами 37, установленными на тягах 36, закрепленных в кронштейне 32, и верхними захватами 35, установленными на штангах 34, закрепленных в траверсе 47.
0 Тележка 30 перемещается вверх на направляющих колонках 29 приводом 60 и цепной передачей 61. Вместе с тележкой 30 перемещается сначала траверса 33 со штангами 34 и корпус матрицы 43, опираясь упо5 рами 48 на захваты 35. Как только упоры 48 соприкоснуться с кронштейном 32 начинается перемещение его вверх вместе с тягами 36, упорами 37 втулки 46, столиком 62 и воронкой 63. После раскрытия матрицы 27
0 тележка 30 останавливается тормозом, установленным на приводе, и воронка 63 выталкивается устройством сталкивания изделий 26 на столик 62.
Затем толкатель устройства сталкива5 ния изделий 26 возвращается в исходное положение, тележка 30 опускается вниз, а вместе с ней втулка 46 опускается на стержень 44 и корпус матрицы 43 на втулку 46. Верхние и нижние захваты 35 и 37 распола0 гаются с зазором по отношению упоров 48 и 49.
Позавершении четвертого цикла засыпка пресспорошка в матрицу 27 на позиции засыпки, прессование воронки на позиции
5 прессования и съем изделия на позиции съема происходит одновременно, сокращая тем самым цикл прессования воронок и повышая производительность установки. Таким образом предлагаемая установка
0 позволяет существенно, не менее чем в 2 раза, повысить производительность за счет использования приводного поворотного стола с установленными на нем матрицами, а также устройства для разьема матрицы. Повышается качество изготавливаемых
5 изделий за счет повышения степени равно- плотности изготавливаемых воронок за счет того, что матрицы, установленные на поворотном столе, выполнены подпружиненными. Повышение степени равноплотности
0 уменьшает вероятность образования внутренних дефектов типа трещин при обжиге, а следовательно, обеспечит получение воронок повышенной прочности, что особенно важно для безобжиговой технологии, так
5 как процент разрушения этих воронок при транспортировании достигает 10%. Формула изобретения 1. Установка для прессования огнеупорных изделий, преимущественно воронок,
содержащая станину с верхней и нижней неподвижными поперечинами, скрепленными четырьмя колоннами с неравным рас- стоянием между ними, ползун с закрепленным на нем пуансоном, закрепленный на винте маховик, подвижно связанный с ползуном с помощью опорной пяты и с верхней неподвижной поперечиной посредством гайки, приводной вал с фрикционными дисками, установленными в опорах, закрепленных на верхней неподвижной поперечине, и взаимосвязанный с приводом установки и механизмом осевого перемещения приводного вала тормоз маховика, систему управления установки, приводной поворотный стол1 с матрицами, отличающаяся тем, что, с целью повышения производительности и качества изделий за счет повышения их равноплотности по объему, приводной поворотный стол выполнен в виде кольца, охватывающего две колонны станины, при этом установка снабжена установленными на опорах горизонтальными
и вертикальными роликами, кинематически связанными с приводным поворотным столом, устройством для дозирования и засыпки порошка в матрицы, устройством для
разъема матриц и устройством для сталкивания изделий, взаимосвязанный в технологической последовательности с системой управления установкой, причем матрицы размещены на приводном поворотном столе и выполнены подпружиненными в вертикальной плоскости.
2. Установка по п. 1, о т л и ч а ю- щ а я с я тем, что устройство для разъема матриц имеет раму с колонками, тележку с
направляющими, консольно закрепленные ролики, подвижно связанные с колонками рамы, кронштейн, установленный подвижно на колонках рамы, и траверсу с закрепленными на ней штангами с верхними
захватами, подвижно установленными в кронштейне, на котором закреплены тяги с нижними захватами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Таблетирующее устройство к прессу для производства пластических изделий | 1958 |
|
SU119676A1 |
| Гидравлический пресс для прессования изделий из порошковых материалов | 1976 |
|
SU593932A1 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1989 |
|
SU1676809A1 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| Установка для прессования шашек из взрывчатого вещества групповым способом | 1970 |
|
SU1841255A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1989 |
|
SU1676810A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1976 |
|
SU885023A1 |
Область производства огнеупорных изделий. Сущность изобретения: Установка содержит станину, выполненную с верхней и нижней поперечинами, скрепленными четырьмя колоннами с неравным расстоянием между ними, ползун с закрепленным на нем пуансоном, закрепленный на винте маховик, подвижно связанный с ползуном с помощью опорной пяты, и с верхней неподвижной поперечиной посредством гайки, приводной вал с фрикционными дисками, установленными в опорах, закрепленных на верхней неподвижной поперечине и взаимосвязанный с приводом установки и механизмом осевого перемещения приводного вала, тормоз маховика, систему управления установки, приводной поворотный стол с матрицами. Приводной поворотный стол выполнена виде кольца, охватывающего две колонны станины. Установка снабжена установленными на опорах горизонтальными и вертикальными роликами, кинематически связанными с приводным поворотным столом, устройством для дозирования и засыпки порошка в матрицы, устройством для разъема матриц и устройством для сталкивания изделий, взаимосвя- заннымивтехнологической последовательности с системой управления установкой, причем матрицы размещены на приводном поворотном столе и выполнены подпружиненными в вертикальной плоскости. Устройство для разъема матриц имеет раму с колонками, тележку с направляющими, консольно закрепленные ролики, подвижно связанные с колонками рамы, кронштейн, установленный подвижно на колонках рамы, и траверсу с закрепленными на ней штангами с верхними захватами, подвижно установленными в кронштейне, на котором закреплены тяги с нижними захватами. 1 з.п.ф-лы,5 ил. VJ чэ о СА) 00
/ / /7
28 22 20 19
н
Фиг
S4 W
47
JJ
л
31
#
tfWj
| Байсоголов В.А | |||
| Механическое и транспортное оборудование заводов огнеупорной промышленности | |||
| - М.: Металлургия, 1981, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
