выталкивателя заканчивается при выходе верхних торцов пуансонов 4 и 5 на уровень верхнего торца матрицы 1, при этом установленные на закрепленных на проставке 14 гатоках 20 упругие элементы 19 сжимаются, а стержень 6 под действием штока 16 цилиндра пресса опускается. При обратном ходе вы 1
Изобретение относится к порошково металлургии, в частности к пресс-формам для холодного прессования издели из металлического порошка.
Целью изобретения является повы- шение надежности работы пресс-формы и улучшение качества изделий.
На чертеже схематически изображен предлагаемая пресс-форма.
Пресс-форма монтируется в прессу- ющий блок пресса-автомата и состоит из матрицы 1, которая закреплена в корпусе 2 при помощи фланца 3. Сосс- но с матрицей 1 установлены наружный нижний пуансон 4, внутренний нижний пуансон 5 и стержень 6. Наружный пуансон 4 закреплен на опоре 7 посредством держателя 8. Опора 7 расположе на в отверстии корпуса 2 и имеет возможность осевого перемещения., при этом в нижней части она поддерживается регулировочной гайкой 9. Корпус 2 крепится в посадочном отверстии плиты пресс-блока 10 гайкой 11. Внутренний пуансон 5 держателем 12 кре- пится к подкладке 13, которая в свою очередь закреплена на проставке 14, размещенной На выталкивателе 15 пресса. Стержень 6 соединен со штоком 16 цилиндра пресса разъемными полуколь- цами 17. Опора 7 через предварительно напряженные упругие элементы 18 и 19 соединена со штоками 20, которые закреплены на подкладке. 13. Упругие элементы 18 и 19 выполнены в виде пружинных пакетов. Соосно с матрицей 1 расположен верхний пуансон 21, закрепленный держателем 22 на пуансонодержателе 23, установленном на ползуне 24 пресса. Стенка, матрицы 1 и соответствующие поверхности пуансонов 4 и 5 образуют насыпную камеру 25. На держателе 8 установлены упоры 26.
талкивателя перемещение пуансона 4 вниз осуществляется без удара вследствие демпфирующего действия упругих элементов 18, взаимодействующих с опорой 7. Отсутствие ударных нагрузок приводит к повышению надежности работы пресс-формы и улучшению качества изделий. 1 ил.
Пресс-форма работает следующим образом.
Металлический порошок питателем пресса (не показан) подается в насыпную камеру 25, затем вниз ходом пресса перемещают верхний пуансон 21, который при заходе в матрицу 1 производит уплотнение металлического порошка, при этом давление прессования передается на все формообразующи части инструмента.
Воздействуя на торец наружного пуансона 4, усилие прессования через опору 7, гайку 9 и корпус 2 передается на плиту пресс-блока 10, которая начинает опускаться. После того, как плита пресс-блока 10 сядет на упоры (не показаны), прессование заканчивается, и верхний пуансон 21 возвращается в исходное положение. Затем вверх перемещается выталкиватель 15 пресса, который через проставку 14 и прокладку 13 передает усилие выталкивания на внутренний нижний пуансон 5. Одновременно с внутренним пуансоном 5, выталкивая спрессованное изделие, движется вверх за счет оси трения наружный пуансон 4.
После того, как верхний торец наружного пуансона 4 встанет в одну плоскость с торцом матрицы 1, упор 26 остановит дальнейшее осевое перемещение пуансона 4 относительно матрицы 1. Дальнейшее выталкивание отпрессованного изделия производится из полости наружного пуансона 4, которое происходит до тех пор, пока верхний торец внутреннего пуансона 5 не встанет в одну плоскость с матрицей 1. Одновременно с этим, так как перемещение опоры 7 оставлено упором 26, происходит сжатие упругих элементов 19. Затем отпрессованное изделие сталкивается питателем пресса. Для
31
беспрепятственного сталкивания изделия стержень 6 под действием штока 16 цилиндра пресса опускается в исходное положение. После удаления отпрессованного изделия с ходом вытал- кивателя пресса в исходное положение возвращается пуансон 5, а затем и пуансон 4 , перемещение., которого вниз осуществляет ся без удара вследствие демп фирующего действия упругих элементов 18.
Надежность работы пресс-формы по- вьшается в связи с исключением воз- действия на высокоточньй инструмент ударной нагрузки, приводящего к нарушению регулировки пресс-формы. Выход годных изделий повьш1ается с 70 до 95%. .
Редактор Э.Слиган
Составитель А.Туманов
Техред Н.Глущенко Корректор С.Черни
Заказ 2559/12Тираж 740 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0
4 Формула изобретения
Пресс-форма, включающая корпус с размещенной в нем матрицей, верхний пуансон, установленный на опоре наружный нижний пуансон, установленный на проставке внутренний нижний пуансон и связанный со штоком цилиндра пресса стержень, отличающаяся тем, что, с целью повышения надежности ее работы и улучшения качества изделий, она снабжена жестко связанными с проставкой штоками, установленными на них упругими элементами и регулировочной гайкой, наружный нижний пуансон жестко связан с опорой, упругие элементы размещены по обе стороны опоры с возможностью взаимодействия с последней, а регулировочная гайка установлена в корпусе с возможностью поддерживания опоры.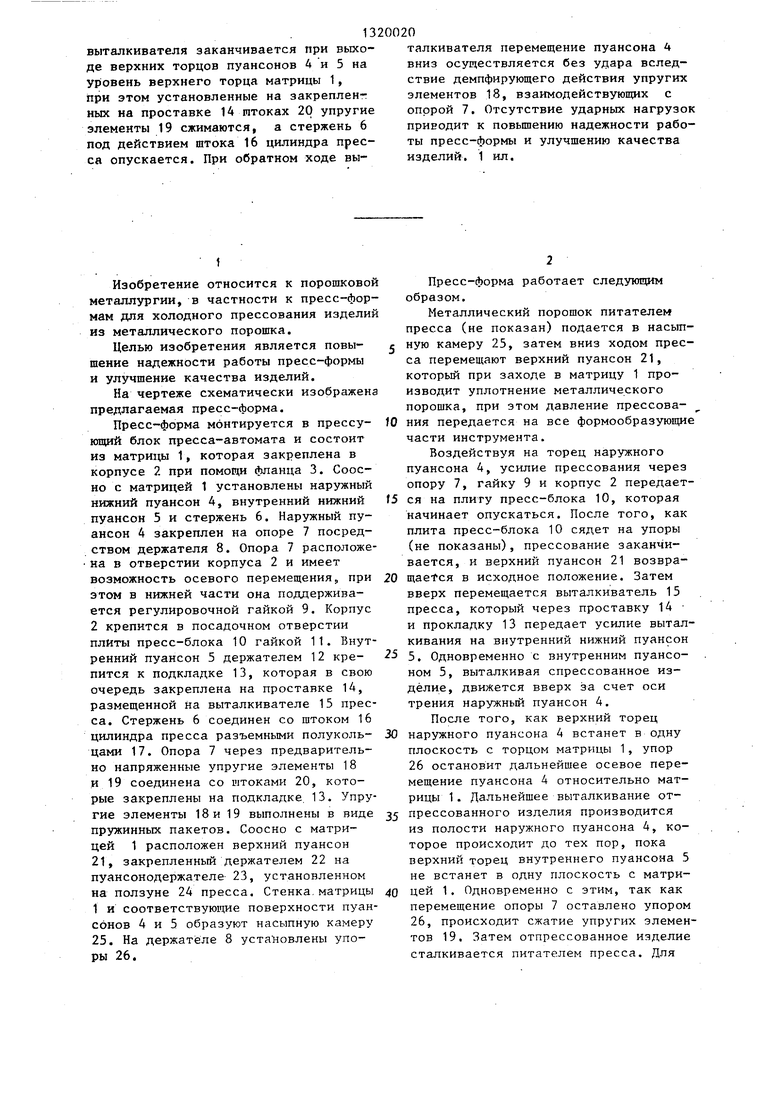
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |
| Пресс-форма для прессования металлических порошков | 1978 |
|
SU728996A1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| Пресс-форма | 1985 |
|
SU1271653A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Моноблочная пресс-форма роторной машины для прессования изделий из порошков | 1989 |
|
SU1696142A1 |
| Устройство для прессования трубчатых изделий из порошка | 1986 |
|
SU1342595A1 |
| Пресс-форма для прессования изделий с неравномерной толщиной стенок | 1984 |
|
SU1224103A1 |
| Пресс-форма для прессования изделий сложной формы из порошка | 1990 |
|
SU1752510A1 |
Изобретение относится к пресс- формам для холодного прессования металлических порошков. Целью изобретения является повьшение надежности работы пресс-формы и улучшение качества изделий. По окончании прессования выталкиватель 15 пресса через простав- ку 14 передает усилие выталкивания на- внутренний нижний пуансон 5. При этом за счет сил трения движется вверх наружный нижний пуансон 5. Цикл (Л ю о N5 /5
| Пресс-форма для прессования металлических порошков | 1978 |
|
SU728996A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автомат механический для прессования изделий из металлических порошков | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УКРЕПЛЕНИЯ ЭЛЕКТРОДОВ КАТОДНЫХ ЛАМП | 1922 |
|
SU624A1 |
| СКБ гидравлических и механических прессов | |||
| Воронеж, 1974, | |||
