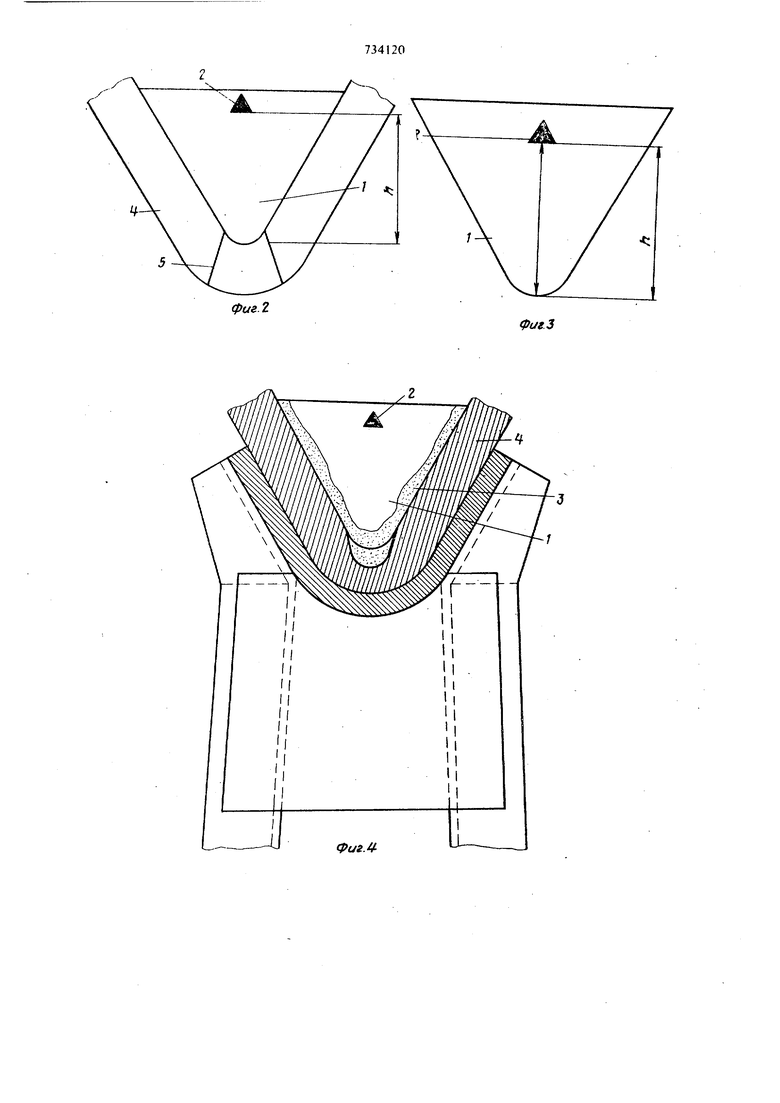
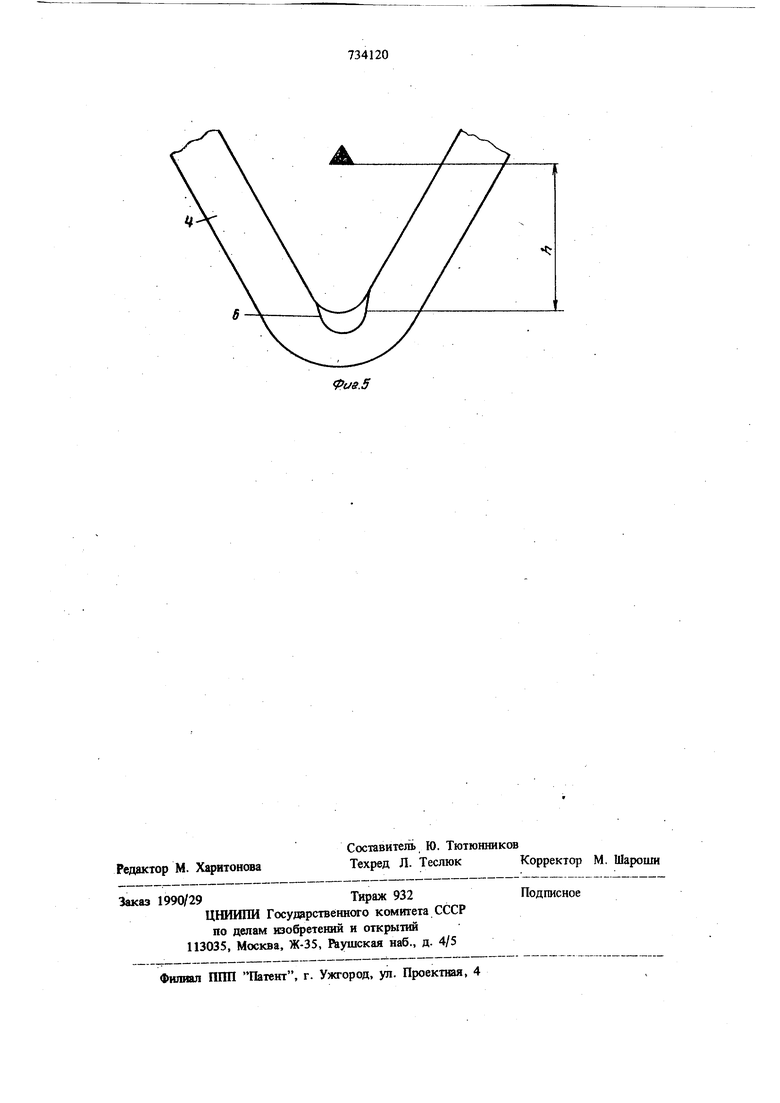
Изобретение относится к горнорудной про- мыншенности. I Известен способ контроля износа желоба нефутерованного направляющего шкива, осуществляемый путем замера senHirnHbi износа на изображении профиля обода, полученного путем двукратного покрытия красками двух различных цветов листа бумаги с последовательно наложенными шаблонами обода шкива и профиля нзношенного желоба 1. Такой способ контроля износа желоба нефутерованного направляющего шкнва удовлетворяет требованиям точности при замере износа желобов на шкивах с обработанными краями реборд, которые используют в качеств базы для установки шаблонов. Однако данный способ не обеспечивает точности при замере из носа желобов на шкивах больших диаметров (например, 4,5 и 6 метров) со стальным штам пованным ободом, края реборд которых не об работаны и база для установки шаблонов отсу ствует. Целью изобретения является повышение точности замера износа желоба на шкивах с необработанными краями реборд. Для этого в шаблонах обода шкива и профиля изношенного желоба вьшолняют идентичные отверстия некруглой формы, например треугольные, которые совмещают при ,последовательном наложении шаблонов в процессе покрытия красками двух различных цветов. На фиг. 1 изображен шаблон профиля поперечного сечения обода шкива и базовое треугольное отверстие, выполненные в виде npocaieта в листе бумаги; на фиг. 2 - поперечное сечение обода тпкива, базовое треугольное отверстие, покрьтгое через шаблон краской одного из двух цветов; на фиг. 3 изображен металлический шаблон с базовым треугольным отверстием; на фиг. 4 изображено поперечное сечение обода шкнва с наложенным сверху слепком профиля изношенного желоба, выполненного с помощью пластилина нанесенного по краям металлического шаблона с базовым треугольным отверстием; на фиг. 5 - поперечное сечение обода шкива с выделенной изно шенной частью. Техника контроля нзноса желоб еж шкиЬов, края реборд которых не обрабатываются, вклю чает в себя выполнение следующих операций. Вначале по чертежу обода шкива вырезают металлический шаблон и на расстоянии h от Йна желоба шкива вырезают базовое отверстие 2, например в виде треутольника (фиг. 3). Заготовкой для металлического шаблона 1 (фиг. 3) обода шкива может служить тонкий лист из отоженной стали,алюминия и т.п. По контуру металлического шаблона 1 (фиг. 3) с одной стороны наносят слой какой-либо вязкой легкодеформируемой массы, Например, пластилина 3 (фиг. 4). Затем металлический шаблон 1(фиг. 3.) вставляют в желоб шкива и пластилин 3 (фиг. 4) обминают по стенкам и дну профиля. В результате получают копию профил желоба в виде слепка, закрепленного на металлическом шаблоне 1. Часть пластилина 3, выдав ленную с обратной стороны шаблона 1, срезают ножом заподлицо с плоскостью шаблона 1 с тем, что одна сторона шаблона 1 была плоской и гладкой. Далее на листе тонкого картона вычерчивают поперечное сечение обода шкива 4 в масштабе 1:1 и вырезают его таким образом, чтобы в листе образовалось отверстие, имеющее форму контура поперечного сечения обода шкива 4 (фиг. 1). На этом же листе вы,черчивают и вырезают профильное базовое отверс тие 2, например в виде треугольника, на рассто янии h от дна неизношенного желоба шкива. Шаблон поперечного сечения обода шкива 4 накладывают на лист чистой бумаги и через него - область сечения обода.5, которая подвергается износу, а также . отверстие 2(в виде треугольника) покрывают краской какого-либо цвета, например красного (фиг. 2) Краску наносят либо тампоном, либо с помошью краскораспылителя; Без изменения установки картонного шаблона поперечного сечения обода шкива 4 сверху накладывают металлический шаблон 1 (фиг. 4) со слепком таким образом, что базовые треугольные отверстия 2 шаблона поперечного сечения обода шкива 4 и металлического шаблона 1 совпада ют. Далее, через все оставшееся свободное поле картонного шаблона поперечного сечения обода шкива 4 бумагу покрьшают краской другого цвета, например синего. Полученное изображение (фиг. 5) поперечного сечения обода шкива 4 используют для контроля износа желоба 6 и оценки пригодности шкива к дальнейлей безопасной эксплуатации. Применение предлагаемого способа для контроля износа желобов шкивов (например, больших диаметров - 4,5 и 6 метров со стальным и цгтампованным ободом), края реборд которых не обработаны, обеспечивает повышение точности замера износа желоба, что, в свою очередь дает возможность обьективно оценить пригодность шкива к дальнейшей безопасной эксплуатации. Формула изобретения Способ контроля износа желоба нефутерованного направляющего шкива, осуществляемый путем замера величины износа на изображении профиля обода, полученного путем двукратного покрытия красками двух различных цветов листа бумаги с последовательно наложенными шаблонами обода шкива и профиля изношенного желоба, отличающийся тем, что, с целью повышения точности замера износа желоба на шкивах с необработанными краями реборд, в шаблонах обода шкива и профиля изношенного желоба выполняют идентичные отверстия некруглой формы, например треугольные, которые .совмещают при последовательном наложении шаблонов в процессе покрытия красками двух различных цветов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 581072, кл. В 66В 15/04, 1976 (прототип).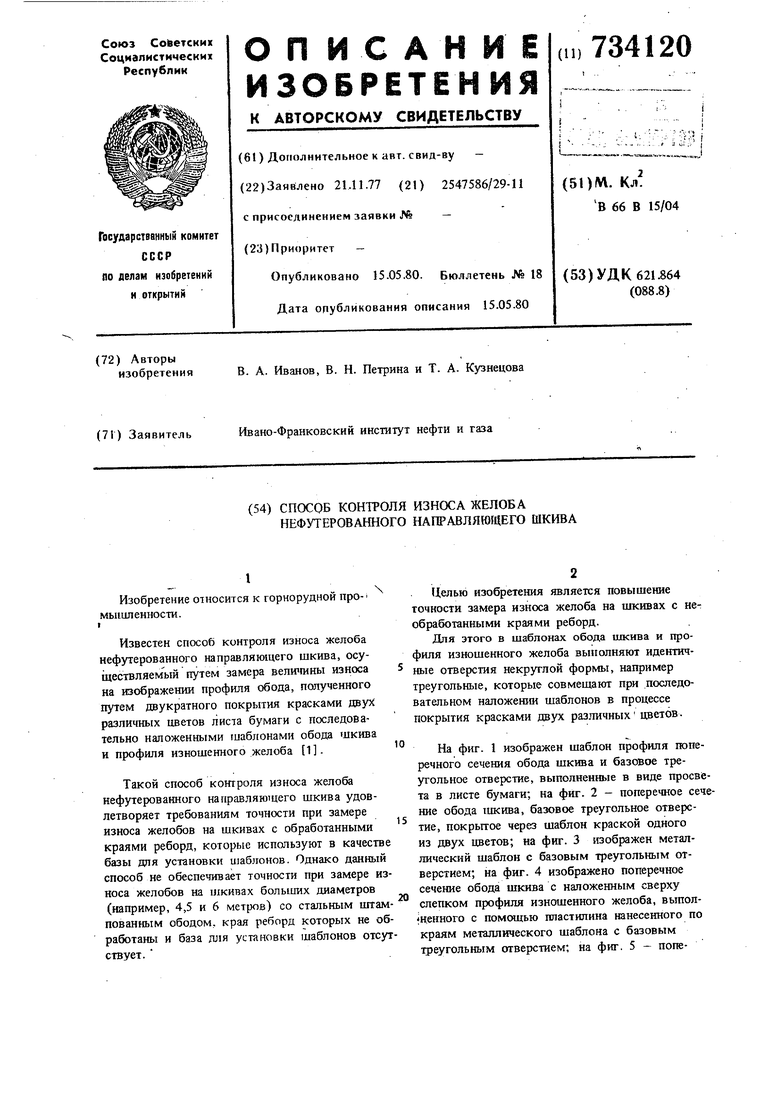
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля износа нефутерованного направляющего шкива | 1976 |
|
SU581072A1 |
| СПОСОБ КОНТРОЛЯ ИЗНОСА ЖЕЛОБА НЕФУТЕРОВАННОГО | 1967 |
|
SU206034A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА КАНАТНОГО БЛОКА ГРУЗОПОДЪЕМНОГО КРАНА | 2011 |
|
RU2475441C1 |
| Способ замены каната на блоке | 1983 |
|
SU1337342A1 |
| Устройство измерения износа желобков футеровки шкива подъемной машины | 1980 |
|
SU905729A1 |
| Способ исследования износа шин с рисунком протектора повышенной проходимости и устройство для его осуществления | 1981 |
|
SU1023221A1 |
| Способ восстановления изношенной поверхности крестовины стрелочного перевода трамвайного пути | 2023 |
|
RU2823194C1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА С УСОВЕРШЕНСТВОВАННЫМ БОРТОВЫМ КОНСТРУКТИВНЫМ ЭЛЕМЕНТОМ | 2005 |
|
RU2348539C1 |
| Способ изготовления из плоских металлических дисков роликов или шкивов с желобчатой или другой формы ободом | 1926 |
|
SU7287A1 |