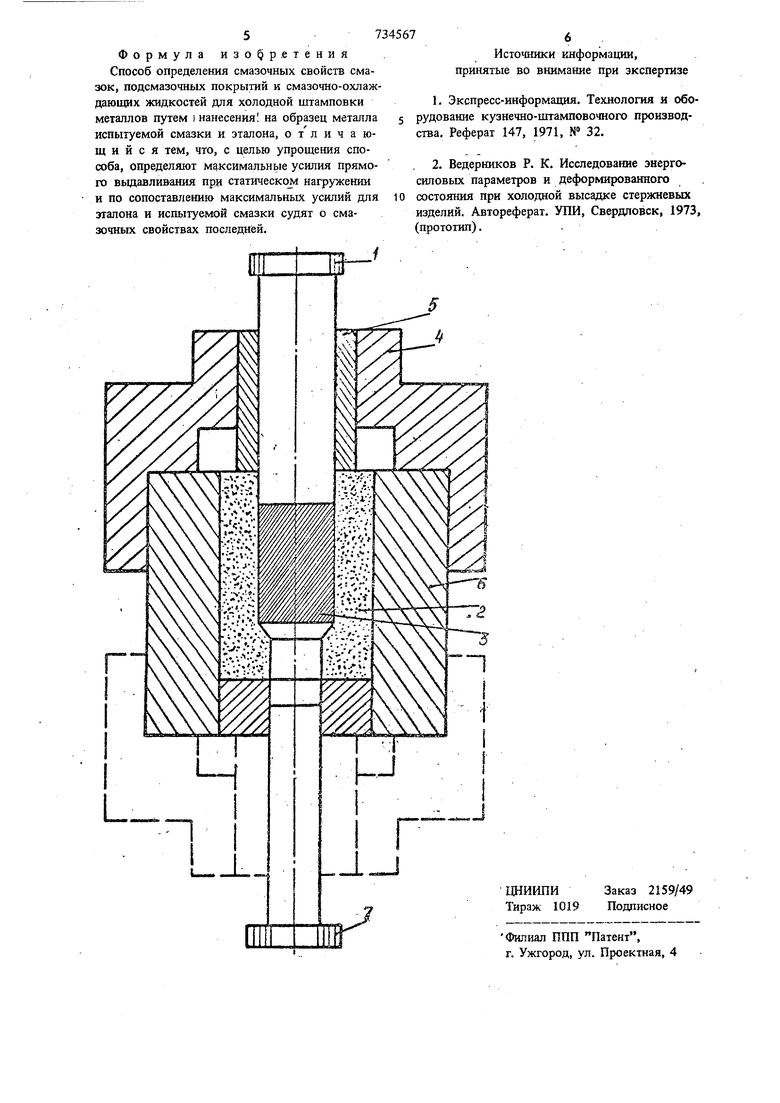
если нет эталонной смазки, то для сравнения вторые испытания производятся на образцах без смазки) и также определяют усилие выдавлива шя. После испытаний производитсясопоставле1ше усилий вьщавливания и по наименьшему .усилию прямого выдавливания опре деляются смазывающие свойства смазки. Усилие вьщавливания. Р в самом общем виде может быть выражено функциональной зависимостью вида: . Р Ф (F, М, /U ), где F - параметры, учитываю1цие геометричес кие факторы процесса; М - механические свойства металла; 1| - характеристика физико-химического и механического состояния контактных поверхностей. Это , что при равных параметрах F и М изменения величийы Р можно отнести за счет изменения jU , т.е. различных вариан тов подсмазочных покрытий и смазок. Таким образом, параметр Р прямо характеризует велишну сил внешнего трения при скольжешш. На чертеже представлено приспособление для испытаний смазок и смазочно-охлаждающих жидкостей по предлагаемому способу, состоящее из пуансона 1, который должен проходить в матрицу 2 на расстояние, равное 0,5 Д,. в исходном положении без приложения нагрузки. Пуансоном 1 производят выдавливание образцов 3 металла. Матрица 2 должна име следующие геометрические параметры: угол захо да 2 а, высота редуцирую1иего пояска Н, стецень деформации образца 3 металла Е, %. Пуансон 1 центрируется в крышке 4 смен ной втулкой 5. Выдавливание производится до определенной остаточной выосты образца. Д;1я точного определения усилия прямого выдавливания .деформации ведется с записью диаграммы «сжатия. После вьщавливания матрица 2, запрессованнай в обойму 6, перевора чивается и выталкивателем 7 заготовка выта К1тается из матрицы. Испытания смазок производят на стациона ных разрывных машинах. Пример. Испытания производили на разрывной мацоше PM-SO... Для обработки Метода берут легированную марку стали 40Х с фосфатным покрытием (также испытания производили на стали 20 кп с различными видами подсмазочных покрытий; фосфатирование и без фосфатного покрытия). Размеры исходного калиброванного металла: До 11,5 мм, Н 23мм. Образцы берут от одного и того же бунта, чтобы исключить зависимость Р от М; параметры F сохраняются постошшым для всех видов смазки (угол захода в матрицу 2 а 90°, высота редуцирующего пояска h 2 мм, степень обжатия металла Е 40%). Смазка наносится на образцы методом окунания. Все.виды смазки разделены на три вида: масляные композиции, сухие, водные эмульсии эмульсолов. с переходом на испытание другой смазки все детали приспособления и соприкасающиеся со смазкой детали машины протирают уайтспиритом (возможно применение любого другого обезжиривающего состава). На каждом виде смазки для более точного определения усилий прямого вьщавливания испытывают нескопько образцов и выводят средние арифметические результаты испытаний. Эталоном для сравнения берут усилие вьщавливания образца металла без покрытия смазкой. Результаты даны в табл. 1. Таблица 1 Вид смазки Усилие вьщавливания, кг Укринол 5/5 3%MoS2 ИС-20 Омыленные образцы (сухие) Определение зависимости смазочных -свойств смазки от вида подсмазочного покрытия производят таким же образом, как и вышеуказанное но на стали 20 кп. Результаты испытаний даны в тдбл. 2. Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для полугорячей штамповки металлов | 1982 |
|
SU1186633A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348049A1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348050A1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| Смазка для холодной пластической деформации металлов | 1982 |
|
SU1182065A1 |
| ИНГРЕДИЕНТ СМАЗОЧНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2131451C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2570403C2 |
6% MoS2 (сухие)
ШС-2 + ИС-20 (концентращш 1:2)
3% MoSa + ИС-20
12000
8600 8450
