(54) ЦИФРОВАЯ СИСТЕМА УПРАВЛЕНИЯ СТАНКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления группой станков | 1970 |
|
SU871745A3 |
| Устройство управления ориентацией шпинделя | 1981 |
|
SU1258316A3 |
| Устройство для решения краевых задач | 1983 |
|
SU1149286A1 |
| Устройство для управления параллельным выполнением команд в электронной вычислительной машине | 1982 |
|
SU1078429A1 |
| УНИВЕРСАЛЬНАЯ ЦИФРОВАЯ УПРАВЛЯЮЩАЯ МАШИНА | 1965 |
|
SU170218A1 |
| Система ввода телевизионных изображений в ЭВМ | 1989 |
|
SU1665391A1 |
| Устройство для определения места расположения центра технического обслуживания сети | 1991 |
|
SU1807500A1 |
| Устройство для централизованного контроля и оперативного управления | 1977 |
|
SU633029A1 |
| Устройство для прерывания программ | 1985 |
|
SU1341636A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
I
Изобретение относится к области цифровых систем управления станками.
Известны цифровые системы управления станками, содержащие арифметические блоки, дешифратор, генератор временных сигналов, блоки команд и логические элементы 1 и 2. В этих системах величина перемещения инструмента задается в приращениях относительно текущего положения инструмента или через абсолютное значение ординат относительно заранее заданной фиксированной точки.
Наиболее близким к данному техническим рещением является цифровая система управления станками, содержащая входной дешифратор, первый выход которого подключен к первому входу арифметического блока, а второй выход подсоединен ко входу блока управления считыванием, блок считывания, первый и второй входы ,которого соединены с первым и вторым выходами блока управления считыванием,- а группа выходов подключена к соответствующей группе входов стробирующего блока, синхронизирующий счетчик, первый и второй выходы которого соединены соответственно со вторым входом арифметического блока и со вторым входом
блока управлеиия считыванием, и последовательно включенные распределитель импульсов, подсоединенный первым входом ко второму выходу синхронизирующего счетчика, и блок команд, группа выходов которого 5 подключена к соответствующей группе входов стробирующего блока, подсоединенного выходами к соответствующим входам арифметического блока 3.
Недостатком этой системы является не. возможность реализации обоих принципов 10 задания величин перемещения инструмента, в то время как в зависимости от условий более удобным может оказаться применение того или иного принципа.
Цель изобретения состоит в расщирении области применения цифровых систем управления станками.
Это достигается тем, что предложенная система содержит счетчик предварительной обработки, первый и второй входы которого подключены соответственно ко второго му выходу синхронизирующего Счетчика и третьему выходу блока управления считыванием, а первый выход соединен со вторым входом распределителя импульсов, и блок команд предварительной обработки, один из
входов которого подключен к третьему выходу входного дешифратора, а другие входы и выходы соединены с соответствующими выхода,ми счетчика предварительной обработки ис соответствующими входами стробирующего блока.
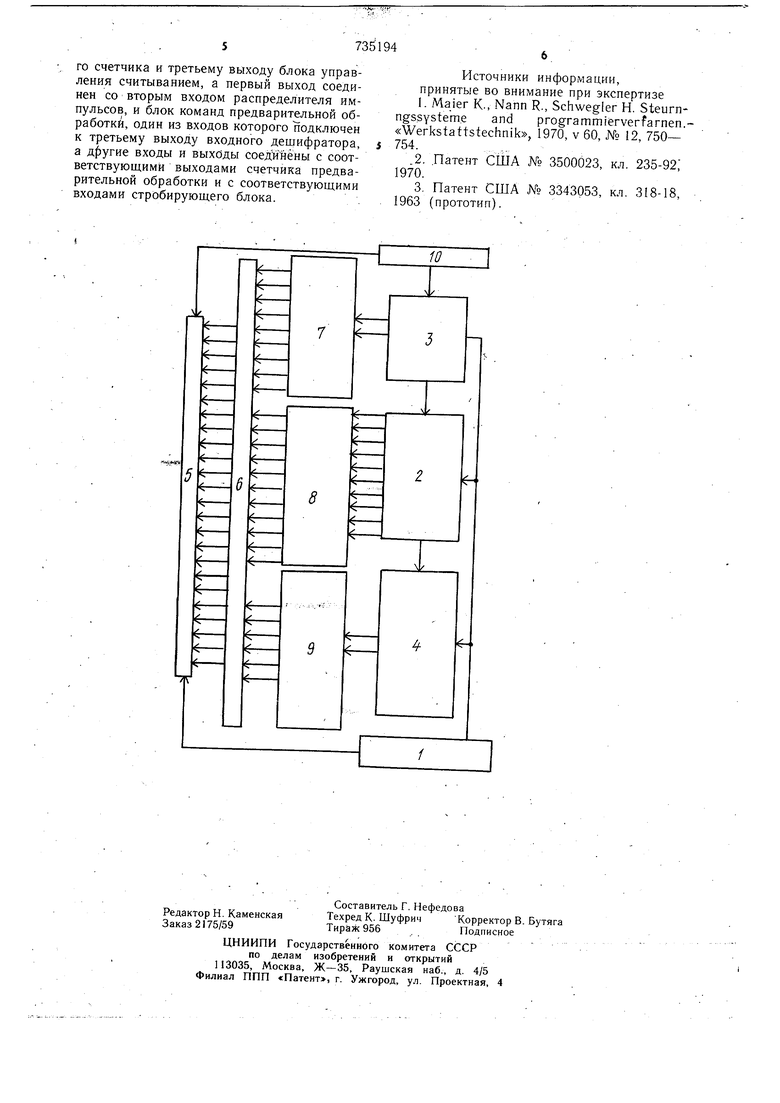
На чертеже показана блок-схема предложенной цифровой системы.
Цифровая система содержит синхронизирующий счетчик-1, счетчик предварительной обработки 2, блок управления считыванием 3, распределитель импульсов 4, арифметический блок 5, стробирующий блок 6, блок считывания 7, блок команд предварительной обработки 8, блок команд 9 и дещифратор 10.
Система работает следующим образом.
Синхроимпульсы ТР от синхронизирующего счетчика 1 подаются к счетчику предварительной обработки 2, блоку управления считыванием 3, распределителю импульсов 4, арифметическому блоку 5. При поступлении синхроимпульса, стробирующий блок 6 пропускает команды операций от блока считывания 7, команды -операций от блока команд предварительной обработки 8 и команды операции от блока команд 9. Затем стробсигналы передаются от стробирующего блока 6 к арифметическому блоку 5. Дещифратор 10 обеспечивает блок управления считыванием 3 ведущим сигналом, а арифметический блок 5 - информацией в цифровой форме.
Арифметический блок 5 содержит восемь регистров R1-R8, имеющие 24 бита соответственно. В регистрах R1 и R2 запоминаются абсолютные значения положения режущего инструмента станка, а в регистрах R3 запомй.наются команды, определяющие необходимую величину перемещения режущего инструмента.
- Во время распределения импульсов в регистрах R5 и R6 записываются действительные значения координат для каждой из осей, TD есть распределительные номера Vi и (){, импульсов для соответствующих осей, начиная, ось исходного положения инструмента от действительного его положения в данный момент времени, при этом в регистрах R5 и R6 хранится информация, получаемая в результате операции предварительной обработки данных, в частности информация, учитывающая значения, соответствующие прежнему режущему приспособлению. Наряду с этим в регистре R7 во время операции распределения импульсов записывается значение, получаемое от дискриминантного уравнения распределения импульсов, при этом в рёгистре R7 хранится информация от операции предварительной обработки данных для составляющих значений по оси X, которые требуется компенсировать для нового режущего приспособления. В регистре R8 хранится информация о составляющих по оси Z, соответственно
735194
подлежащих компенсации для нового режущего приспособления.
Эта компенсация положения инструмента равна величине, на которую необходимо скомпенсировать положение инструмента
вдоль направлений, параллельных выбран: ным осям управления. Например, при механической обработке на токарном станке, вначале выполняется пробнай обработка заготовки режущим инструментом, после чего измеряются размеры обработанной загбтовки с тем, чтобы обнаружить отклонение запрограммированного положения инструмента от действительного положения инструмента. После этого вручную на панели управления цифровым управляющим устройством с
помощью задающего диска вводится поправка. Вследствие, этого во время операции предварительной обработки данная информация о величинах, подлежащих компенсации как для, старого режущего приспособления, так и для нового, записывается при считывании
в регистры с учетом отклонений, выставляемых с помощью задающего диска соответственно для нового и старого режущих приспособлений. Это позволяет производить автоматическую компенсацию в
соответствии с действительным положением режущего приспособления.
Использование предложенной цифровой системы позволит реализовать оба принципа задания координат инструмента, что существенно расщирит область применения цифровых систем управления станками.
,Формула изобретения
5 Цифровая система управления станками, содержащая входной дешифратор, первый выход которого подключен к первому входу арифметического блока, а второй выход подсоединен ко входу блока управления считыванием, блок считывания, первый и второй входы которого соединены с первым и вторым выходами блока управления считыванием, а группа выходов подключена к соответствующей группе входов стробирующего блока, синхронизирующий счетчик, первый и
5 второй выходы которого соединены соответственно со вторым входом арифметического блока и со вторым входом блока управления считыванием, и последовательно включенные распределитель импульсов, подсоединенный первым входом ко второму выходу синхронизирующего счетчика, и блок команд, группа выходов которого подключена к соответствующей группе входов стробирующего блока, подсоединенного выходами к соответствующим входам арифметического блока, отлмающаяся тем, что, с целью расщирения области применения, она содержит счетчик предварительной обработки, первый и второй входы которого подключены соответственно ко второму выходу синхронизирующего счетчика и третьему выходу блока управления считыванием, а первый выход соединен со вторым входом распределителя импульсов, и блок команд предварительной обработки, один из входов которого подключен к третьему выходу входного дещифратора, а другие входы и выходы соеданёны с соответствующими выходами счетчика предварительной обработки и с соответствующими входами стробирующего блока.
Источники информации, принятые во внимание при экспертизе
