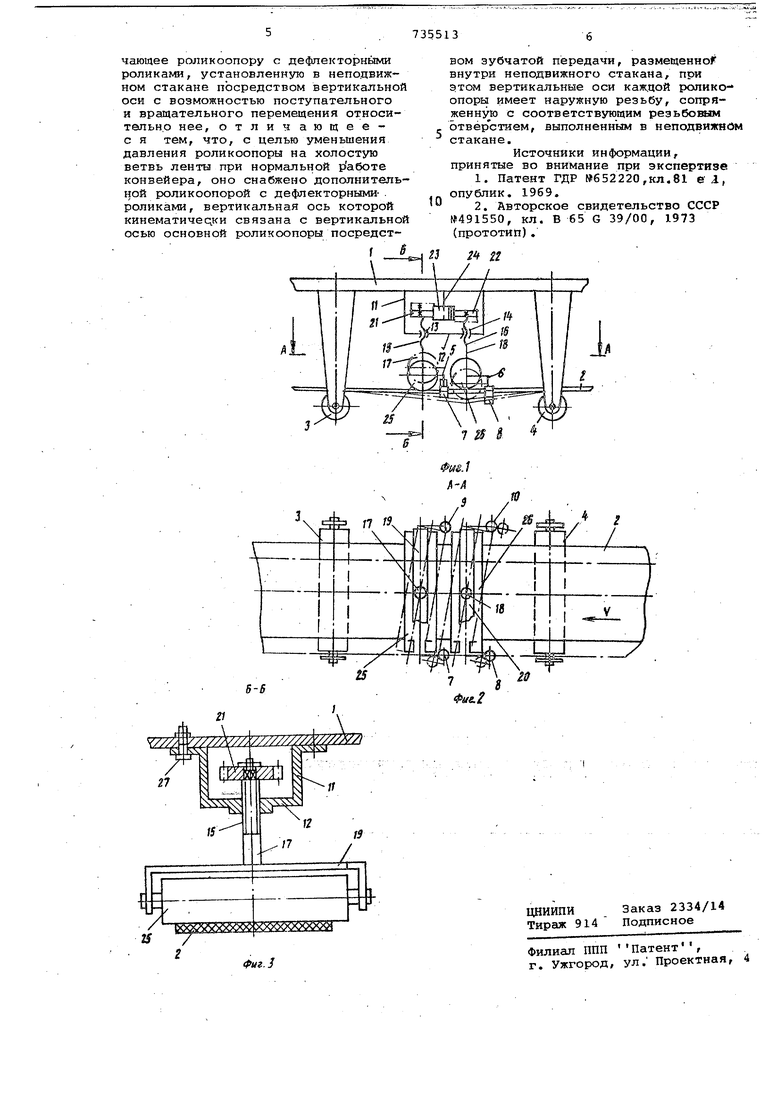
На фиг.1 изображено устройство дли цёнтрирокания хсшостой ветви ле ты конвейера на фиг.2 - разрез А-А на фиг,1 на фиг.З - разрез по Б-Б на фиг.1 Устройство для центрирования устанавливается на раме 1 конвейера над холостой ветвью ленты 2 на равном расстоянии |От поддерживающих роликов 3 и 4. Устройство содержит основную 5 и дополнительную б роликоопорЯл с дефлекторными роликами 7-10. Роликоопоры 5 и 6 связаны с рамо 1 конвёйе ра приПОМОЩИ неподвижного стакана 11, дно 12 которого снабжено резьбовыми отверстиями 13 и 14, сопряженными соответственно с наруж ными резьбами 15 и 16, выполненными на вертикальных осях 17 и 18 кронштейнов 19 и 20.. . . . Резьба отверстия 13 - наружная резьба 15 и резьба отверстия 14 наружняя резьба 16 выполнены соотве Ьтвенно правого и левого HanpiaBJieния и одного шага. : .- .:, Внутри стакана 11 на конце осей 17,и 18 жестко закреплены одинаковы прямозубые шестерни 21 и 22, входящие в зацепление с прямозубой шесте ней 23, свободно посаженной наоси 24, жестко закрепленной на раме 1. Шестерни 21-23, находящиеся в за цеплении, образуют зубчатую передач которая кинематически связыв.ает между собой оси 17 и 18. На кронштейнах 19 и 20 смонтированы прижимные ролики 25 и 26, кото рйе убтановлёны поперек продольной оси конвейера так, что в исходном пбложении центрирующего устройства только касаются холостой ветви ленты 2, не перегибая ее. Стакан- 11 закреплен на раме 1 при помсвди болтов 27. , Устройство для центрирования холостой ветви ленты конвейера рабо тает следующим образом. При центральном Положении движущейся ленты 2 равнодействующая тяго вых сил по ее ширине, равная равнодействующей сопротивлений роликов, совпадает с направлением движения ленты и проходит через оси 17 и 18. В этом случае роликоопоры 5 и б 1JcTS ST c B ИСХОДНОМ Положении и лента 2 при движении не огибает ролики 25 и 26, т.е. отсутствует Причина, вызывающая повышенный изно ленты. , , , При смещении холостой ветви ленты 2 в правую сторону от продольной оси конвейера линия действия равнодействующей тяговых сил смещается .в ту же сторону. Тогда прижимные ролики 25 и 26 поворачиваются в плане на некоторый угол по отношени к продольной оси конвейера. При повороте прижимных роликов 25, 26 ось 17 вывинчивается из резьбового отверстия 13 и ролик 25 нажимает на ленту 2, а ось 18 ввинчивается в резьбовое отверстие 14 и ролик 26 отходит от ленты. При дальнейшем поперечном смещении ленты 2 ролик 25 отпускается и увеличивает давление из нее. Далее лента 2, смещаясь, действует на дефлекторный ролик 9 и способствует дальнейшему повороту и п еремещению вниз роликоопоры 5 с прижимным роликом 25. Таким образом обеспечивается перемещение роликоопоры по высоте в зависимости от величины поперечного смещения холостой ленты конвейера. Одновременно с поворотом и перемещением вниз ролика 25 шестерня 21, перемещаясь вниз через шестерню 23, вращает шестерню 22 с осью 18. При этом ролики 25 и 26 перемещаются в противоположные стороны (вниз и вверх) с синхронной скоростью, что обеспёчйвает строго зсщанное их расположение относительно холостой ветви ленты конвейера при исходном положении центрирующего устройства. В месте контакта повернутого ролика 25 с лентой 2 за счет сил трения создается восстанавливающее усилие, которое возвращает ленту в центральное положение. При GiTOM роликоопоры 5 и 6 движением самой ленты автоматически устанавливаются 5 исходное положение. При смещении холостой ветви ленты 2 в левую сторонуот продольной OQH конвейера роликоопора 6 с прижимнйй роликом 26 поворачивается и опускается вниз, а роликоопора 5 поворачивается и перемещается вверх. Повернутое положение ролика; 26 создает на поверхности ленты 2 восстанавливающее усилие, которое возвращает её в центральное положение. При этом роликоопоры 5 и 6 движением самой ленты устанавливаются в исходное положение. .Использование устройства для центрирования холостой ветви ленты конвейера позволяет повысить эффективность его работы, т.е. умейьшить износ ленты конвейера. ... Это достигается за счет того, что прижимные ролики контактируют поочередно с холостой ветвью .ленты конвейера только в момент её смещения вправо или влёвб и.Перема дение их с роликоопорами по высоте, а также время и усилие контакта зависят от величины ее поперечного смещения. Формула изобретения i Устройство для центрирования холостой ветви ленты конвейера, вклю

| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный привод ленточного конвейера | 1976 |
|
SU611821A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1999 |
|
RU2160219C1 |
| УСТРОЙСТВО для ЦЕНТРИРОВАНИЯ ЛЕНТЫ КОНВЕЙЕРА | 1971 |
|
SU320425A1 |
| Устройство для центрирования ленты конвейера | 1983 |
|
SU1142378A1 |
| Линейная секция ленточного конвейера | 1977 |
|
SU797980A1 |
| Устройство для центрирования ленты конвейера | 1983 |
|
SU1102736A1 |
| Промежуточный привод ленточного конвейера | 1977 |
|
SU659471A1 |
| Устройство для центрирования ленты конвейера | 1990 |
|
SU1770229A1 |
| Устройство для центрирования лентыКОНВЕйЕРА | 1979 |
|
SU814813A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2369550C1 |
