I
Изобретение относится к устройствам для производства электровакуумных приборов, в частности к машинам для приварки штенгелей к колбам трубчатых ламп.
Известен полуавтомат штя штенгелевания колб, имеющий станину, периодически вращающуюся карусель, механизм для загрузки im-енгелей, пробивные и обварочные горелки 1
Недостатком этого полуавтомата является то, что загрузка колб и выгрузка изделий .производится врущую.
Известен также автомат для приварки штенгелей, включающий установленные на станине механизм загрузки колб, пробивные и обварочные горелки, механизм подачи и приварки щтенгеля и гнезда для фиксации колб, установленные на карусели 2.
Недостатком этого авюмата является то, что он может приваривать пиенгели к колбам разного диаметра только после перестройки механизма закрепления колбы в положение, соответствующее данному диаметру колбь.
Целью изобретения является улучшение качества приварки пттенгелей к колбам путем исключения перестройки механизма закрепления колбы, во время приваривания щтенгелей к колбам различного диаметра.
Поставленная, цель достигается тем, что автомат снабжен К1еханизмом фиксации, а мехаиюм подачи и приварки штенгелей снабжен досылатепем нгтетп еля, кинематически связанным с механизмом фиксации, а также тем, что механизм, контролирующий наружный диаметр колб, состоит из подвижного штока,
10 на котором щарнирно укреплен щуп, взаимо- действующий с копиром и снабженный выступами, один из которых взаимодействует с поверхностью колбы, а другой является упором торца штенгеля, причем, с целью исклю15чения подачи штенгеля к незагруженному колбой гнезду, один из выступов взаимодействует с рычагом, связанным с заслонкой, блокирующей подачу щтенгеля.
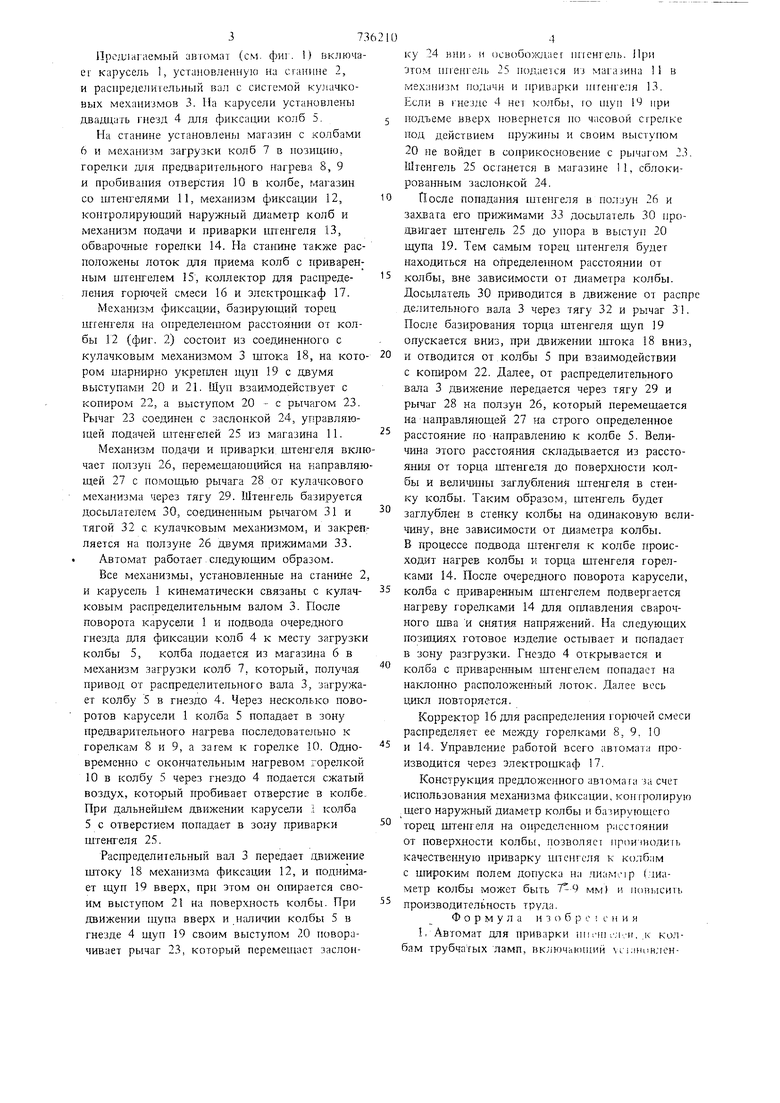
На фиг. 1 изображен автомат для приварки
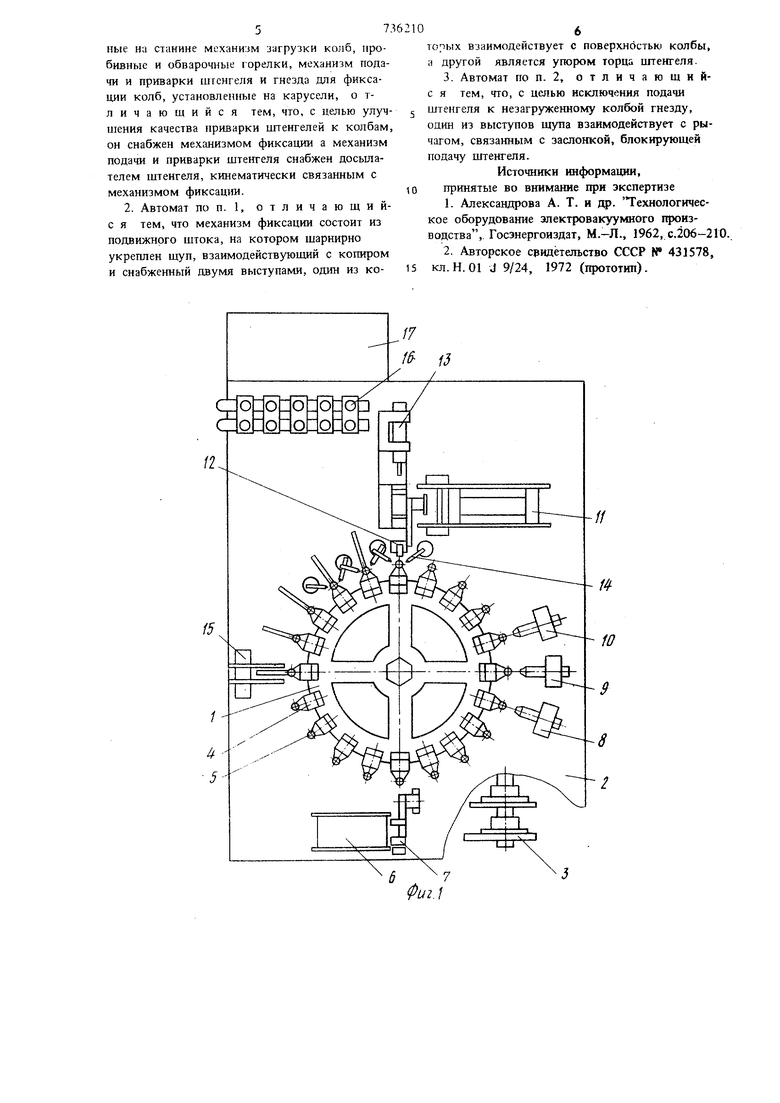
20 щтенгеля, план; на фиг. 2 механизм подачи и приварки щтенгеля с механизмом фиксации, базируюидим торец штенгеля на определе(шом расстоянии от колбы; на фиг. 3 то же.разрез А-А. 37 Предлагаемый автомат (см. фи1. ) рзключаег карусель 1, установленную на станине 2, и раснределигельный вал с системой кулачковых механизмов 3. Па карусели установлены двадцать 1незд 4 для фиксации колб 5. На станине установлены магазин с колбами 6 и механизм загрузки колб 7 в позицию, горелки для предаарительного нагрева 8, 9 и пробивания отверстия 10 в колбе, ма1-ази.н со штенгелями 11, механизм фиксации 12, контролирующий наруж11ый диаметр колб и механизм подачи и приварки цпеигеля 13, обварочные горелки 14. На станине также расположены лоток для нриема колб с приваренным штетггелем 15, коллектор для распределения горючей смгси 16 и электрошкаф 17. Механизм фиксации, базирующий торец штенгеля на огфеделенном расстоянии от колбы 12 (фиг. 2) состоит из соединенного с кулачковым механизмом 3 штока 18, на кото ром шарнирно укреплен щун 19 с двумя выступами 20 и 21. взаимодействует с копиром 22, а выступом 20 - с рычагом 23. Рычаг 23 соединен с заслонкой 24, управляющей подачей штенгелей 25 из магазина 11. Механизм подачи и приварки штенгеля вклю чает ползун 26, перемещающийся на направляю щей 27 с помощ.ью рычага 28 от кулачкового механизма через тягу 29. Штенгель базируется досьшателем 30, соединенным рычагом 31 и тягой 32 с кулачковым механизмом, и закреп ляется на ползуне 26 двумя прижимами 33. Автомат работает следующим образом. Все механизмы, установленные на 2 и карусель 1 криематически связаны с кулачковым распределительным вштом 3. После поворота карусели 1 и подвода очередаого гнезда для фиксации колб 4 к месту загрузки колбы 5, колба подается из магазина б в механизм загрузки колб 7. который, получая привод от распределительного вала 3, загружа ет колбу 5 в гнездо 4. Через несколько пово ротов карусели 1 колба 5 попадает в зону предварительного нагрева последовательно к горелкам 8 и 9, а затем к горелке Ю. Одновременно с окончательным нагревом горелкой 10 в колбу 5 через гнездо 4 подается сжатый воздух, кото-рый пробивает отверстие в колбе При дальнейшем движении карусели i колба 5 с отверстием попадает в зону приварки штенгеля 25. Распределительньп вал 3 передает движение щтоку 18 механизма фиксации 12, и поднима ет щуп 19 вверх, при этом он опирается своим выступом 21 на повер.хность колбы. При даижении пгупа вверх и наличии колбы 5 в гнезде 4 щуп 19 своим выступом 20 поворачивает рычаг 23, который перемещает заслопку 24 НИИ 1 и освобождает птгенге-чь. При это.м птгенгель 25 подается из магазина 11 в механизм подачи и приварки п тенгеля 13. Если в гнезде 4 нет колбь, то щуп 19 црн вверх 1ювернется по часовой стрелке под действием пружины и своим выступом 20 не войдет в соприкосновение с рычаго.м 23. Ытенгель 25 останется в магазине 1 1, сблокированным заслонкой 24. После попадания щтенгеля в ползун 26 и захвата его прижимами 33 досылатель 30 продвигает щтенгель 25 до упора в выступ 20 щупа 19. Тем самым торец щтенгеля будет находиться на определенном расстоянии от колбы, вне зависимости от диаметра колбы. Досылатель 30 приводится в движение от распре делительного вала 3 через тягу 32 и рычаг 31. После базирования торца щтенгеля щуп 19 опускается вниз, при движении штока 18 вниз, и отводится от колбы 5 при взаимодействии с копиром 22. Далее, от распределительного вала 3 двинсение передается через тягу 29 и 28 на ползун 26, который перемещается на паправля ощей 27 на строго определенное расстояние по направлению к колбе 5. Величина этого расстояния складывается из расстояния от торца штенгеля до поверхности колбы и величмгы заглубления щтенгеля в стенку колбы. Таким образом, щтенгель будет заглублен в стенку колбы на одинаковую величину, вне зависимости от диаметра колбы. В процессе подвода штенгеля к колбе происходит нагрев колбы к торца щтенгеля горелками 14. После очередного поворота карусели, колба с приваренным штенгелем подвергается нагреву горелками 14 для оплавления сварочного щва и снятия напряжений. На следующих позициях готовое изделие остывает и попадает в зону разгрузки. Гнездо 4 открывается и колба с приварегшым штенгелем попадает на наююнно расположега-1ый лоток. Далее весь цикл повторяется. Корректор 16 для распределения горючей смеси распределяет ее между горелками 8, 9, 10 и 14. Управление работой всего автомата производится через электрошкаф 17. Конструкция предложенного автомага за счет использования мехашвма фиксации, KOHTpojTHpym щего наружный диаметр колбы и базирующего торец щтеигеля на определенном расстоянии от поверхности колбы, позволяет прои1нодигь качественную пр1шарку НЕТСНГСЛЯ к колбам с широким полем допуска на диам.чр (диаметр колбы может быть мм) и 1К1И1 Сить производительность труда. Формула и 3 о б р с с и и я , Автомат для приварки inutii ;;1ч-и. .к колбам трубчатых ламп, вк;1ЮЧйН1111ий чшнинлен57ные на станине механизм загрузки колб, пробивные и обварочиь е горелки, механизм подачи и приварки штенгеля и гнезда для фиксации колб, установленные на карусели, о тличающийся тем, что, с целью улучшения качества нриварки штеигелей к колбам, он снабжен механизмом фиксации а механизм подачи и нриварки штенгеля снабжен досьшателем штенгеля, кинематически связанным с механизмом фиксации. 2. Автомат по п. 1, отличающийс я тем, что механизм фиксации состоит из подвижного штока, на котором шарнирно укреплен щуп, взаимодействующий с копиром и снабженный двумя выступами, один из которых взаимодействует с поверхностью колбы, а другой является упором торца штенгеля. 3. Автомат по п. 2, отличающийс я тем, что, с целью исключения подачи штенгеля к незагруженному колбой гнезду, один из выступов щупа взаимодействует с рычагом, связанным с заслонкой, блокирующей подачу штенгеля. Источники информации, принятые во внимание при экспертизе 1.Александрова А. Т. и др. Технологическое оборудование электровакуумного производства, Госэнергоиздат, М.-Л., 1962, с.206-210. 2.Авторское сридётельство СССР N 431578, кл.Н. 01 J 9/24, 1972 (прототип).