I
Изобретение относится к электротехнической промышленности, в частности к устройствам для производства электровакуумных приборов.
Известно устройство для щтенгеле- вания, в котором сварка штенгеля и колбы происходит при пробивании горелками стенки колбы и одновременном оплавлении краев отверстия колбы и торца штенгеля LI.
Недостатком этого устройства является то, что сварка штенгеля и KOTIбы происходит только за счет оплавления стекла продутого отверстия, без перемещения штенгеля внутрь отверстия и принудительного соединения оплавле - ных слоев стекла, что ведет к образова- нкю утолшения стекла при вертикальном расположении трубки в месте приварки штенгеля.
не достаток устранен в устройстве, содержащем установленные на механизмы зажима штенгеля и колбы, обварочные и пробивные горелки 21.
Недостатком данной конструкции является то, что штенгель во время заварки в колбу заглубляется на различную глубину, зависящую от размеров колбы, в результате чего снижается качество сварки.
Цель предлагаемого изобретения обеспечение качественной сварки штенгеля и колбы путем одинакового заглубления штенгеля в стенку ко,лбы с разными наружными размерами последней.
Указанная цель достигается тем, что механизм зажима штенгеля выполнен в виде рычага, установленногошарнирно на корпусе,и снабжен собачкой и регулируемым упором.
Кроме того, с целью прохода торца штенгеля над заусенцами продутого отверстия в стенке колбы, собачка выполнена с двумя зубьями. .
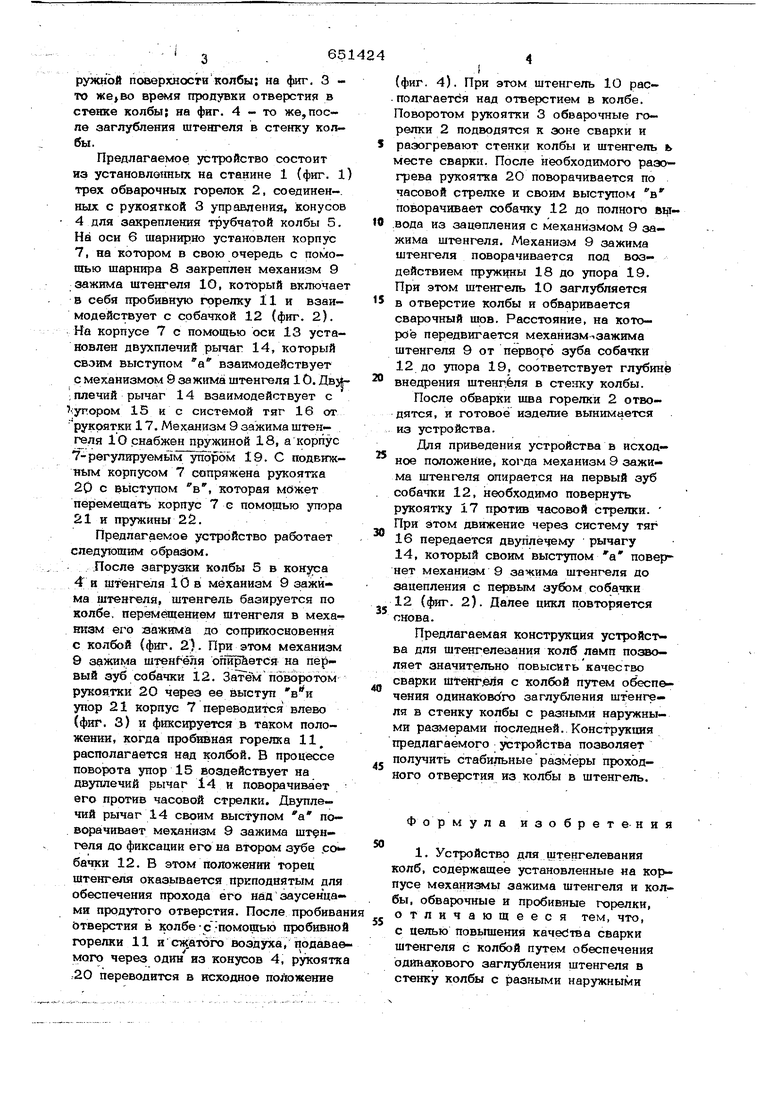
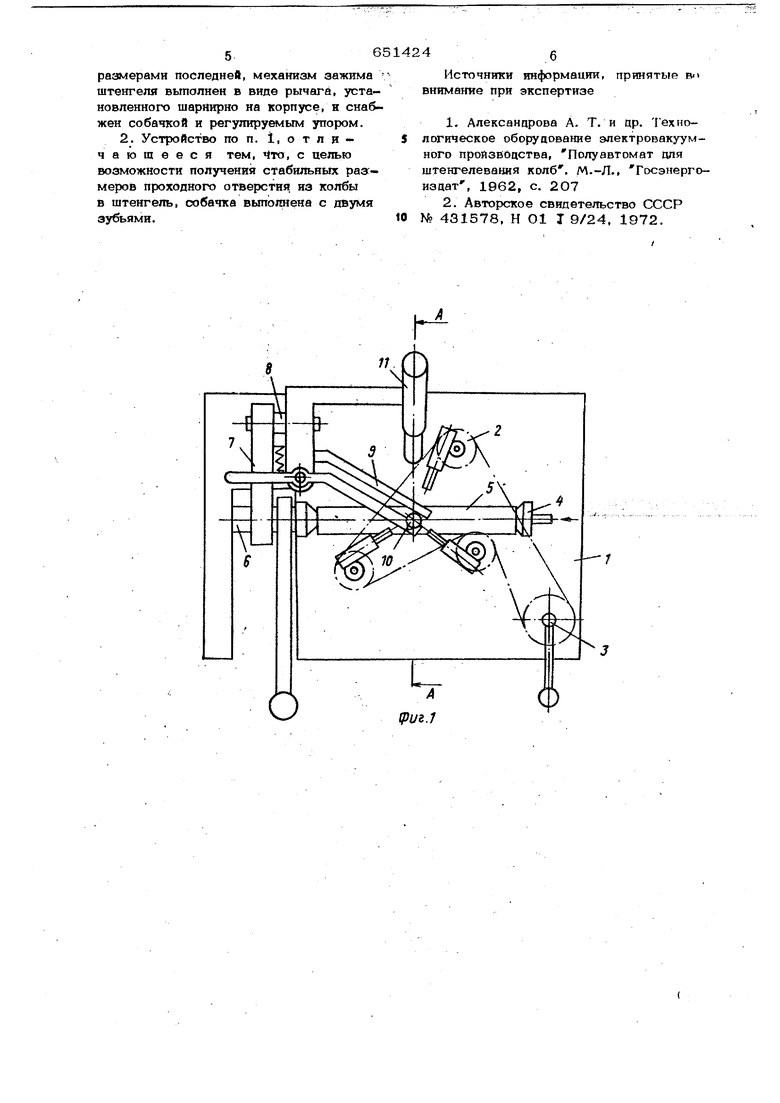
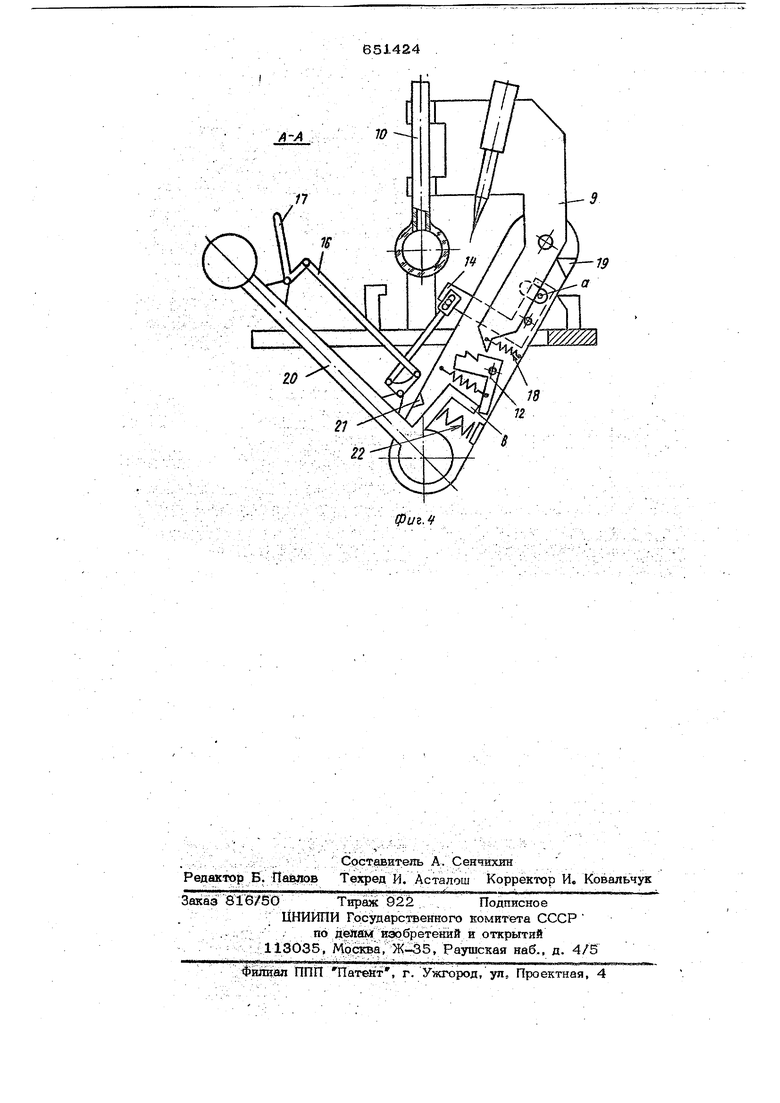
На фиг. I изображено предлагаемое устройство для шгенгелевания колб; на фиг. 2 - сечение А-А на фиг. I во время базировки торца штенгет за яо наружной псюврхности колбы; на фиг. 3 то время продувки отверстия в стенке колбы; на фиг. 4 - то же,после заглубления штенгеля в стенку колбы. Предлагаемое устройство состоит из установлсишых на станине 1 (фиг. 1 трех обварочных горелок 2, соединен-, ных с рукояткой 3 управления, конусов 4 для закрепления трубчатой колбы 5. На оси 6 шарнирно установлен корпус 7, на котором в свою очередь с помощью шарнира 8 закреплен механизм 9 зажима штенгеля 10, который включае в себя пробивную горелку II и взаимодействует с собачкой 12 (фиг. 2). На корпусе 7 с помощью оси 13 установлен двухплечий рычаг 14, который свзим выступом а взаимодействует с механизмом 9 за жима штенгеля 10. ;плечий рычаг 14 взаимодействует с :угтором 15 и с системой тяг 16 от рукоятки 17. Механизм 9 зажима штен- геля 10 снабжен пружиной 18, а корпус 7-регулируемым упором 19. С подвижным корпусом 7 сопряжена рукоятка 20с выступом в, которая мОжет перемещать корпус 7с помощью упора 21и пружины 22. Предлагаемое устройство работает следующим образом. После загрузки колбы 5 в 4 и штенгеля 10 в механизм 9 зажима штенгеля, штенгель базируется по колбе, перемещением штенгеля в механизм его важима до соприкосновения с колбой (фиг. 2). При этом механизм 9 зажима штенгеля опйр&ется на первый зуб собачки 12. поворотом рукоятки 20 через ее выступ упор 21 корпус 7 переводится влево (фиг. 3) и фиксируется в таком положении, когда пробивная горелка 11 располагается над колбой. В процессе поворота уиор 15 воздействует на двуплечий рычаг 14 и поворачивает его против часовой стрелки. 1вупле- чий рычаг 14 своим выступом а поворачивает механизм 9 зажима шт нгеля до фиксации его на втором зубе ро бачки 12. В этом положении торец штенгеля оказывается приподнятым для обеспечения прохода его над заусенцами продутого отверстия. После пробива Ьтверстия в колбе с-помощью пробивно горелки 11 и сжатого воздуха, подава мого через один из конусов 4, рукоятк 2О переводится а исходное положение (фиг. 4). При этом штенгель 1О располагаетЬя над отверстием в колбе. Поворотом рукоятки 3 обварочные горелки 2 подводятся к зоне сварки и разогревают стенки колбы и штенгель ь месте сварки. После необходимого разогрева рукоятка 20 поворачивается по часовой стрелке и своим выступом в поворачивает собачку 12 до полного вывода из зацепления с механизмом 9 зажима штенгеля. Механизм 9 зажима штенгеля поворачивается под воздействием пружцны 18 до упора 19. При этом штенгель 10 заглубляется в отверстие колбы и обваривается сварочный шов. Расстояние, на которое передвигается механизм iзажима штенгеля 9 от первого зуба собачки 12 до упора 19, соответствует глубине внедрения штенгеля в стетжу колбы. После обварки шва горелки 2 отводятся, к готовое изделие вьшимается из устройства. Для приведения устройства в исходное положение, когда механизм 9 зажима штенгеля опирается на первый зуб собачки 12, необходимо повернуть рукоятку 17 против часовой стрелки. При этом движение через систему тяг 16 передается двуплечему рычагу 14, который своим выступом а повернет механизм 9 зажима штенгеля до зацепления с первым зубом собачки 12 (фиг. 2). Далее цикл повторяется снова. Предлагаемая конструкция устройства для штенгелеаания колб ламп позволяет значительно повысить качество сварки Щте11г,ёяя с колбой путем обесп&чения одинакового заглубления штенгеля в стенку колбы с разными наружными размерами последней.. Конструкция предлагаемого устройства позволяет получить стабильные размеры проходного отверстия из колбы в штенгель. Формула изобретения 1, Устройство для штенгелевания колб, содержащее установленные на корпусе механизмы зажима штенгеля и колбы, обварочные и пробивные горелки, отличающееся тем, что, с целью повьпиения качества сварки штенгеля с колбой путем обеспечения одинакового заглубления штенгеля в стенку колбы с разными наружными
размерами последней, механизм зажима штенгеля вьтолнен в виде рычага, установленного шарннрно на корпусе, и снабжен собачкой и регулируемым упором.
2. Устройство по п. 1, отличающееся тем, ITO, с целью возможности получения стабильных раз:меров проходного отверстия, из колбы в штенгель, собачка выполнена с двумя зубьями.
Источники информации, принятые в внимание при экспертизе
1.Александрова А. Т. и цр. Технологическое оборудование электровакуумного пройзббдства, Полуавтомат для штенгелевания колб . М.-Л., Тосэнергоизаат, 1962, с. 207
2.Авторское свидетельство СССР № 431578, Н 01 I 9/24. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для приварки штенгелей | 1977 |
|
SU736210A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| Способ изготовления электрической лампы | 1987 |
|
SU1415273A1 |
| Устройство для гибки деталей | 1985 |
|
SU1360849A2 |
| Устройство для гибки деталей | 1985 |
|
SU1316727A2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ДЕТАЛЕЙ | 2000 |
|
RU2212966C2 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Автомат для откачки и наполнения ламп накаливания | 1987 |
|
SU1504691A1 |
| Установка для соединения деталей электровакуумных приборов | 1978 |
|
SU791673A1 |
О
22
(Риг. 2 ..:,.
