. Из1вестно также устройспво для уррочняющей обработки зубчатых колес, содержащее устаиовленный 1на станине ин.ст1румент, имеющий два цили1НД ричбС1Ких жорпу-са, |уста,ио1влвН|Ных на «цраве, дефор ми руюшие ролики, размещенные на корпусе по В(И;нтю1вой ЛИКИН, а та1кже генератор токов выюакэой ча стоты, элакпричааки .авязашиый с инструментом, и спрейеры 3.
Недостат1ка1ми из1вестного устройства являются малая глубина закаленного -слоя (0,,3 мм) в ювязи С тем, что при прохождении элакгричеокого тока большой лдатности через контакт дефорльнрующий ролик-зуб колеса коятактирующая яоверхнасть дeфqpмlИlpyюlщero ролика нагревается до закал:0ч«ой темтературы и частично теряет сваи 1меха1ничвокие характеР.ИСТИНИ; сложность конструкции, О|бу|СЛОВлендая наличием электрониого лрерывателя и регулятора режима источника питания; прохождение электрического тока от тю(мап|ро1водящег10 корпу.са к дефорМ-ирующему ролику проиавадится через щетку оградаиченаОГО размера, что вызывает лодгорание контакта и ведет к выходу инструмента из строя.
Целью изо бретен;ия является повышение П1роиз1ВОдителын1Ост|И и качества упрочняемой по1ве|рх1ности.
Указа1Н1ная цель достигается за счет того, что колесо уславно делят на два участка и Обработку ведут одновременно на ,п1роти1вопол1ожных учасТ1ка1Х -.колеса, ущрючняя разноименные боковые и.оиерхности диаметрально раоиолюжевных зубьев, на участке создают лоследювательно ра(С1ПОложен1Н.ые зоны o бpa:бoтки и oi6pai6oT1ку зуба IB каждой зоне ведут при изоляции от С01седних зон, щричем inairpeiB зубьев колеса осуществляют по шеей ширине зубьев. С целью расширения тех1нологических возможностей путем 0|бе1апечен.ия возможности обработки колес разл,ИЧ1ной 1ШИ|р,ины по|сле охлаждения затотанни осуществляют пе|реста|но1вкуивстр|умента 1ПО ширине колеса и обрабопкгу lкoлeck павтаряют.
Такой опоооб .быть осуществлен устройством, iKOTopoe спа бжево индуктором, выполненным IB виде оширали, жестко закрепленной на корпусе, при этом наружный диа|метр 1С Пирали :И толщина ее витков меньше иаруж1НОГ|р дламетра и толщины деф,ор1мирующих |рол(ИКС1в. Кроме того, оно снабжено кожухюм для изделия, закрепленным на станине, разделенным радиальными . перегородками на камеры. Помимо этого, связь -генератора TOIKOB выюакой частоты с инструментом вьгаолнена в виде токосъемйвкав, рагамеЩенных на корпусе в рабочей зоне индуктора.
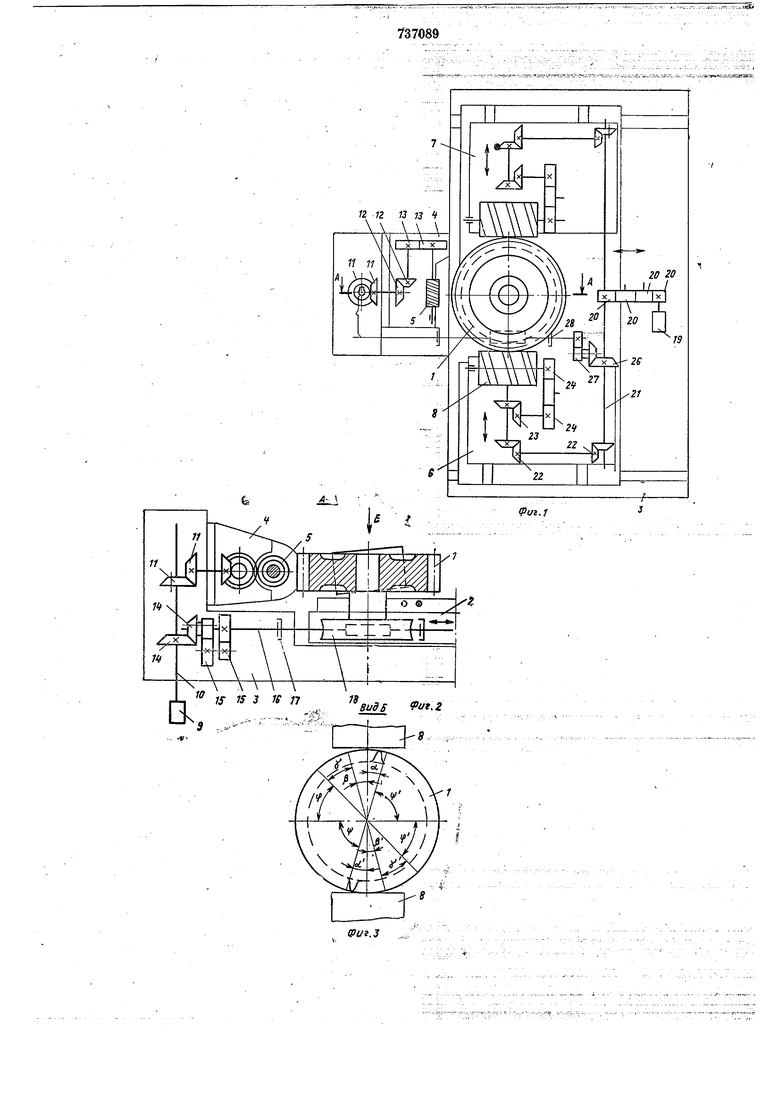
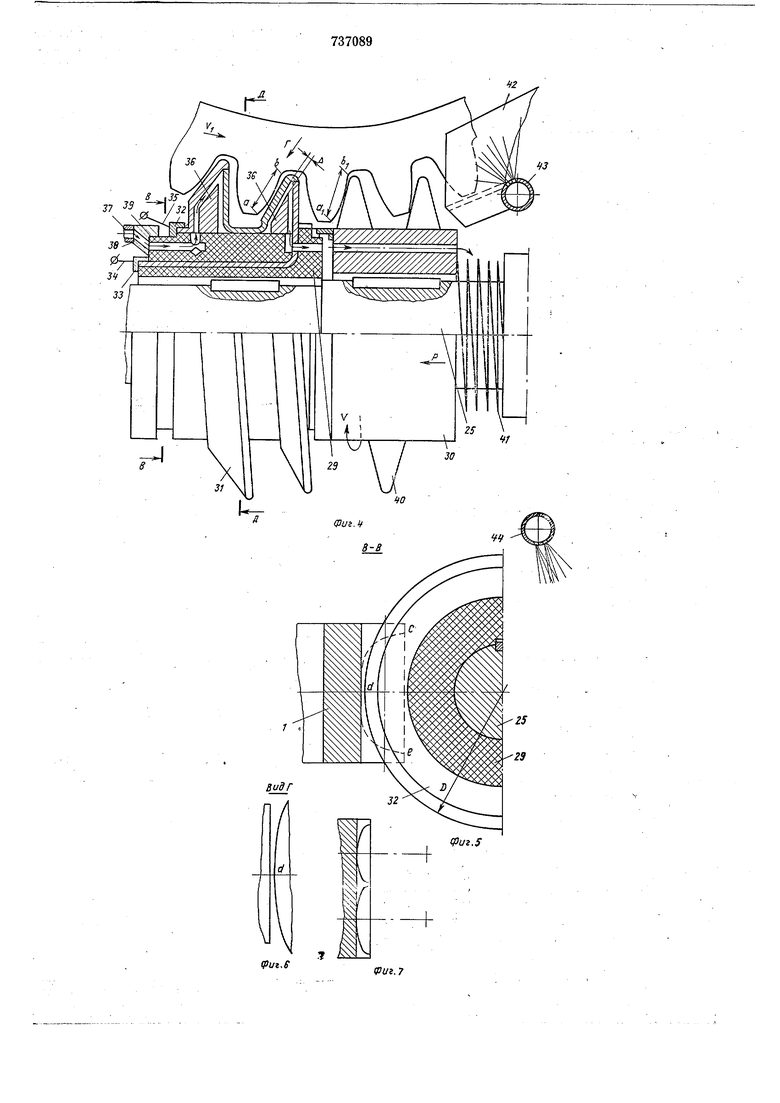
На фиг. 1 рокавано устрой1СТ1В10 для осуществления anoiooi6a уцрочняющей о бра-ботки зубчатых колес, вид сверху; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3-вид по
стрелке Б на фиг. 2; на фиг. 4- инструмент в 1мо.мент обра1бот1ки зубчатого колеса; на фиг. 5-раз(рез В-В на фиг. 4; на фиг. 6-вид по стрелке Г иа фиг., 4; на фиг. 7-
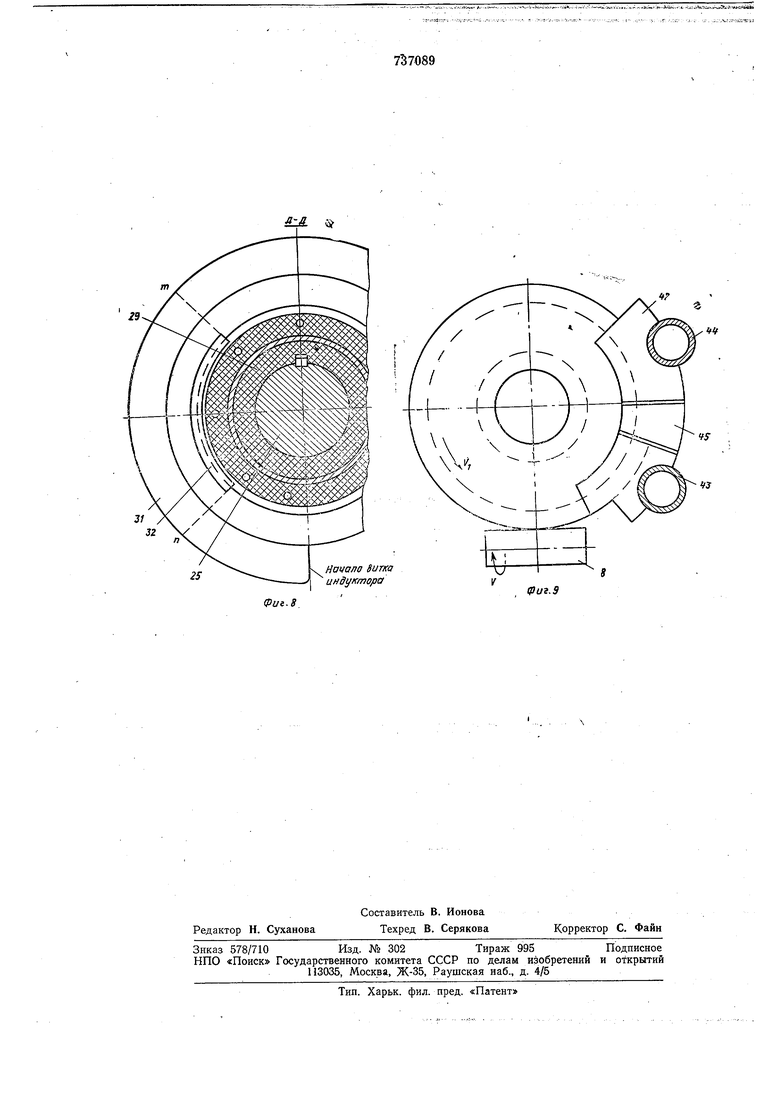
вариант обработки кюлеса шириной 500 мм и более; на фиг. 8-сечение Д-Д на фиг. 4.; на фиг. ,9-кожух ycTpoucTiBa.
Зубчатое колесо : 1, О|б1рабаты1вабмое предлагаемым способом, устанавливают
и за1к;рея1ляют на столе 2 устройства (фнг.
1, 2).,. :
Устройство лредста1вляет юобой станину 3 с ве(ртикалыны1ми направляющими, на которых установлен ic воэмюжностью перемещения qinnopT 4 с червяч1ной фрезой 5, и горизонтальными напр авляющими, на которых установлен с возможностью перемещения стол 2. Червячная фреза 5 предна значена для на|резки зубьев на заготовке зубчатого колеса с окончательным ЧИ1СТ01ВЫМ размером.
На направляющих стола 2 юмонтированы две бабки 5 и 7 с возможностью пегремещения в горнзонтальн1ой плоскости. В бабках 5 и 7 установлены закалочно-деформирующие BHCTipyMeHTbi 5, которые одновременно обрабатывают разноименные боковые CTqpOHbi зубьев, расположенные диаметрально..
Приводы червячной фрезы 5 и обрабатываемого колеса / осуществляются механизмами, соединенными с элагстродвигателем 9 через шлицавой вал 10 (фиг. 2).
Механизм иривода червячной фрезы 5
(фиг. 1) включает две пары конических
колес // и /2 и пару дилинд)ричеаких колес
13 для вращения .аирлаки (не показана) с
насаженной червячной .фрезой 5.
Механизм лрн1В|Ода зубчатого колеса / при обработке его фрезой 5 включает лару конических колес 14 (фиг. 2), .титару ,15 сменных цилиндрических зубчатых колес, шл.и|цевой 1вал 16, фримцион 17 и червячную передачу 18. Червяганое колесо передачи 18 соеди1неню с 01бра|батываамым колесом 1. П)риводы (фиг. 1) закалочно-дефор1М1Ирующвго ин1СТ|ру1мента 8 н Обрабатьвваемого колеса / осуществляются механизмами, соади1нен1ными с элактр одвигателем 19 через гитару (20 сменных цилиндричеаких колес и щлицавой вал 2.1.
Механизм привода зажалочно-деформи-, р ующего инструмента 8 включает д|ве пары ионичеаних колес 23, гюониче1акую передачу 23 и пару цилиндричеаких колес 24, соединенную с оправкой 25 закалочо-дефор1мируЩего инструмента 8 (фиг. 1, 4).
Механизм (При1вюда зубчатого .колеса / п(ри о бработке его за|ка.ло141но-деформирующиад инслрументом 5 (фиг. 1) включает пару коничеаних колес 26, гитару 27 сменных цилинд|ричеаких зубчатых колес, фрикциан 28 и червячную передачу /5, соединенную с обрабатываемым зубчатым кошесом / (ф-иг. 2). , 3 акаЛ10Ч;Н10-дефо1р(М1и:рующий кяструмент 8 саспоит из двух щилищцричеаких корпусов 29 н 30 (фиг. 4). Kapiniyic 29 1на.сажен на справку 25 до ушара и за1К|ре1ПЛвн от осевых перемещений втулкой. На iKoipinyce 29, еыполненяом из диэлектрика, например текстолита, устаИ101злен и загараплен по винтовой лилии сваранНый «3 листовой меди 31. Профиль, высота и ширина индуктора берутся из условия Сбеапечения 1гараятированного расчетного зазора между ним и .баты1ваемы,м Пр0|филвм 1молеса. Начало и конец И|НД|укто1ра еыполяены в виде Колец, с которыми (вантажтиругот такосъемНйки 32 и 33. Пюследяие с целью уве.личения КПД индуктора по длине ограничены зОНой тп (|фи1Г. 8) и соединены с геiHepanoipoiM ТВЧ (не moiKaiaaiH) токапровод«иками 34 и . Внут.ря нндужтора З с зазо,р. Д на текстолитовой втулке устансзле:н тю винтовой ли,нии ма.пнит.спр;С1вод 36, 1преднаЗначен1ный для оттеонения мапнит iBoro иотака с вяуцренНей стороны индуктора 31 «а инешяюю. Охлаждение индуктора 3il оюущесивляется эмульсией, поступающей из труб|01П|р01вода 37 через сверления наподвижНото кольца 38, герадетиз-иравааното от (вт|ул1ки саль(н:И1ка/МИ 39. Эмульсия лр.охоант по винтоиой лияии (Между индуктором и 1ма1гнито1про1в о1иам и по аверлен1И|Я1М в индукторе 31 и корпусе 29 попадает в сверления корщуса 30. Герметизация корпусов 29 и 30 О1сущест|вляется салыняками 39 и .металлическим щитком. Корпус 30 с установленными на винтовой лянии дефо|рмир|ующи ми роликами 40 подщружвнен яружияой 41 так, чтобы |МеЖду дефармирующим роликом и зубом колеса было юаздано нео1бх1одимое давление (фиг. 4). На бабках 6 и 7 (фиг. 1) установлены сбоку от корпусов 30 (фиг. 4). кожухи 42, разделенные ;перегор0дкам1и на три камеры, каждая из которых отделяет 2-5 зубьев колеса от остальных в гчризоитальиой и вертикальной плоскостях. Б первой камере кожух 43 омОНТИ|р10ван -опрейер 43 лодачи охлаждающей жидкости для закалки зубьев колеса 1. Охлаждение закалочночцефсрмирующего инструмента 8 ене рабочей зоны осуществляется через одрейер 44 (фиг. ,5), проходящий над корпусами 29 и 30 и (размещенный в лретьей ка1мере кожуха 42. Отверстия Опрейера 44 вьиполнены так, чтобы струи жид костти О1мы1вали половииу инструмента, находящегоюя 1вие зопы работы Такое охлаждение увеличивает (ррск служ бы (ра и дефармнрующих роликов В средней камере 45 можуха 01ауществл.я етоя oTinyoK закаленного |СЛгОя изделия (|фиг. 9) Пример. Проводят высояотем1ператур еую o:6p. щилиидричеакого mpHiMiaay о;ло зубчатого коле1са оо следующи1М1И исодными даинъими: модуль Ю мм, число убьев 38, материал колеса сталь 40ХН, вердость НВ 190-210, ширина колеса 00 мм. Пссле установки и за К1реиления затото ви зубчатого колеса на столе услройспва а(резают зубья колеса червячкой однозаодной фрезюй. Обработку ведут в три проода: чер1нов10й, полртИСтовой и чистовой. Число оборотов фрезы при чи1стовом трооде 60 об/мин, глубина резания 1 мм, поача 0,82 мм/об. После обрабопми че(р1вячгаой фрезой троифиля зубьав :за(кал€1Чно-двф1С1рм:К|руюЩ|Ие иигскрументы, установленные по вьюоте так, чтобы осев.ая плоскость оправки проходила через середину ширины зубчатого колеса (фиг. 5), подаются в горизонтальной плоскости до входа в зацепление с зубьями обрабатываемого колеса (фиг. 4). Тек, 1ПС|Да1ваемый от генератора с частотой 5000-15000 Г, индуктирует на поверхгао сти эвольвенты 3iy6a а-b т«к. Наибольшая плотность тока наблюдается на поBepxHioicTH аволывенты, близко отстоящей от индуктора, про:Низы1В1авмой наибольшим магнитным потоком. При достаточной электрич эской МОЩИО1СТИ (номиналыная моЩнесть равна 50 кет) поварх1ность эвольвенты разогреется до закалочной температуры в течение неаколыких секунд, в данно1М случае за4 с при вращении И1Н1Струмента 15 . Обрабатываемое зубчатое 1колесо. /, вращаясь со скоростью V, переместит эвольвенту а-Ь, разогретую до темературы не более 650° С на торцах и .1000-1100° С в средней части в положение QI-b, где в р аботу вступают деформирующие ролики 40, которые пластичеакн деформируют эвольвенту с усилием Р, равным 50- 100 кгс. Звольве)нта , р1а13огретая до разной темературы ino- ширине колеса и в связи с этим деформированная с раэщой степенью, при вращений кйлеса со скоростью Vi перемещается в первую кожуха в положение а-Ь. В это время температура эволывенты в средней колеса уменьшается до 930-950° С. В первой камере ааджуха эвольвента а-b охлаж/ ается., например, водяиым душем и ее поверхность закаливается на мартеиоит. При дальнейшем вращении колеса / эвольвента а-b выходит из первой камеры и во втО|рой KaiMQpe повторно разогревается эа счет тепла, проникшего в глубину зуба. У|величен1ие температуры на поверхности (пюэволяет П1роиз1ввсти отпуск, закаленной )ГРС(ве(рхн1ости. Чтобы подпотавить для обрабют ки противоположный профиль зуба, Э1волыввнта а-b еще раз охлаждается жидкостью в третьей камере кожуха. Шолный ЦИКЛ об|ра1бшмй йёЖса;П1редставлаганый эонами (сеясларами) обработали, изофажея «а фиг. 3.7 , : : Обработка аротйбШйлаЖйыХ профилей ДНВМётралыно ра1С1й6ложан1ны:х зубьев осу ще СТ1вл.яет1ся сооттвепсшекно закалочжо-дефармрующиМИ нн1струмента,ми 5. В ходе абработкй -лрафили зг лб аирохюяя т .следую Щйё секторы, ограниченные углами: ее, а- ceiiCTOipH раз0пре ва ТВЧ оредней колеса до температуры 1000-,1100 С; р,р- секторы дефармяроваиия /с разной степенью эвольвенты зуба роликами; у, у tejtTO ры закалки; р, ф - секторы отпуска закаленного слоя; 1, -ф - секторы ох л аждения зубБегв жидкюстью до температуры 100° С. Для обрабо-пки зубьев за один обо)рот малеса и аголгугаешия зуба переменной твердости, по длине диаметр D за1калоЧ но-деформирующело HiHiet/py.MeHTa (ВЬЕби/рается из УслЬвия нагрева участка cde зуба (фиг.5) с разной температурой. Тем1пература напре«за торцш колеса .ЁтчэШах си 650°iC, 1в точке с1- 1ШО°С. В SjpoiueoSeisa7калк1и (зона, ограниченная углами у , у) на утча -сике .cde образуются следующие структуры: торцы колеса- исхсвдна,я структура ШВ-250), точки с и е- мартенсит -I- феррит (НКС-25),промежуточные участки между ТОЧКОЙ и и точками ewe - мартенсит + троостит (HRC-50), в средней части колеса, точка у, - мартенсит (HRC-62). Напреш участка cde (фяг. 5) до разных тем1перату|р ироисходит 31а ючет того, что индужт ар в йроцессе сипибаяия шрофвля зуба ,наибо1лее близко подосодит к эвольюенте в точ1ке d, удаляясь от Э1воль(венты в точках сие (фиг. 6). |П|р1и обработке зубчатых жолес ширивой 500 . и более, иогда диаметр з;а;КалС11Ч|Н бдёфар.мирующаг/о н-аструйента ШЩвит.ся дю1волвН1О большим, обработку ,вёДут три . двух и более установках инструмента по высоте (фиг. 7), уч1итьлв1ая при этб.м, каждой уста/нов1ке инст1р|у1мента 1ко,лво6делает один оборот и зоны образбВанй ТйарTSiHiCHTa не долж1ны накладыватыся Друг ща друга.-;--- :.. Следует заметить, что при закалке зубчатого (Колеса с «|сырьгм1и торцами корю;бление его .будет значительно мшьЖе по сравнению с колесЬм, зубья которого закаливаются на всю дляну;:,,..-.-.,,,,Пресцлагаамый алхжаб упрочняющей обработки зубчатьгх колес завышает произвщатетльность дфаботк1И IB два раза,у1величи1Вает глуби1н:у закалки (П1аве:рхностного слоя до 2 мм, что позволяет применять данный апосаб для обработки выГооконапружанных зубчатых колес. о,, Фо)ЯМ1ула изо(брете(ния g-, ii,- I „ - - - „J SSSb 1 ОпосЪб уирочняющей о(б ра огпки з бчатых кюлес, заключающийся в нагреве по aWi3«tiw:fri 4, ..-верхности зубьав такамм вьгаакой частоты с плавным изменением температуры ог 650 С Hia торщах зубьев до 1100° СIB Средней части зубьев, шластичеаком деформиро1вании зубьев и охлаждении зубьев при -,нраЩенйй вйстр(у1мента и обрабатываемого колеса, отличающийся тем, что, с делью повышения произ(В10дительн101СТ1й и качества }Пр01чняемой |П|Ь1верхности, «(олесо условно делят иа два уч.астка и o6|piai6oTiKy ведут однавременно на противШоложиых участках молеса, упроч няя ра:зно,И1ме1ННые боковые поверхности диаметрально расположенных зубьев, на ка(Ждо1М участке создают послед-ава теЛБно ршшоложенные зоиы обработки и o6pai6o TiKy зуба в каждой зоне ведут ирл иэолЯ1Ции от соседних зон, причем напрев зу1бьев колеса осуществляют пО всей ширине зубьав. -у-;------2. Способ . п.. I, егт л и ч а ю щ с я те1й,что, с целью расгаирения технологичмшх юазМОиашстей путем О1беапечения 1втмож1ностй обрабртвки колес различной ширины, после охлаждения заготовки о суЩествляют пер естаногаку ияст1ру)мейта по ширине колеса и обработку к, повторягдт.- V , , is. Устройство для 1асущесшле1ния шособа по п. I, 1сояе|р1жащее устаиавланный на станине инструмент, имеющий два циляндричеоких корпуса, установленных на onpaiBiKe, дефор1М1Вру1аи1,яе ролики, размещенные на Kqppyce по винтовой линии, а также 1генерато1р таШв вьисокой частоты,. эле(кт|ричеаки -авязанный с инструменткли, и спрейеры о т л ичающийся тем, что оно снабжено инд-уктарам, 1выполнен ньгм в виде юпирали, жестко закрепленной на корпусе, 1прИ этом наружный диаметр 1апирали и толщина ее.виткдв меньше наружного диаметра и толщины деформирующих ролтеоав. 4. У1с11роЙ1СТ1во по п 3, о т л и ч а ю щ е е с я тем, что оно снабжено кожухом для изделия, закрепленным на станине разделенным радиальными паралородкамя на камеры. 5. Устройство 1по 3, отличающееся тем, что овязь г-енератара токов вьюотой частоты с Й ясттрументач Еьшоллена в виде токосъемников, раааещеНньгх на корпусе IB рабочей зоне индуктора. Источники й,нфф;мацйи; 1при нять1ё во внимание гари экспертизе: -- .:. Фогель А. А. Промышленное применение токов высокой, частоты. М.-Л., «Машиноспроение, 19б5, с. 51-:i54. 1$. Автар/оше шидётельстйо СССР Л 58Э853, клТВ аГН 5/102, 1977 (прототип). ,3. AeTopWoe шидетелыство СССР № 570440, (кл.ВЗГ Н5/02, 1976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочняющей обработки зубчатых колес | 1980 |
|
SU869923A1 |
| Зубопрокатный станок | 1979 |
|
SU812400A1 |
| Способ изготовления закаленных зубчатых колес | 1989 |
|
SU1678557A1 |
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Червячная фреза | 1980 |
|
SU933318A1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| В П Т | 1973 |
|
SU406910A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
l 3
Наголо Витка
2S индуктора
Фиг.В
f
4} иг. 9
