(54) Ш П И НД ЕЛ ЬН АИ ТО ЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Шпиндельное устройство | 1983 |
|
SU1144773A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1340931A1 |
| Устройство для зажима подвижного органа | 1969 |
|
SU490574A1 |
| Устройство для сборки учебных полупроводниковых схем | 1976 |
|
SU600594A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПРЕССОВКИ И ГИДРОНАПРЕССОВКИ ПЕРЕДНЕГО И ЗАДНЕГО КОЛЕЦ ПОДШИПНИКОВ С ШЕЙКОЙ ОСИ КОЛЕСНОЙ ПАРЫ | 2009 |
|
RU2429959C2 |
| Шпиндельная головка | 1986 |
|
SU1423303A1 |
| Шпиндельный узел металлообрабатывающего станка | 1973 |
|
SU446362A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
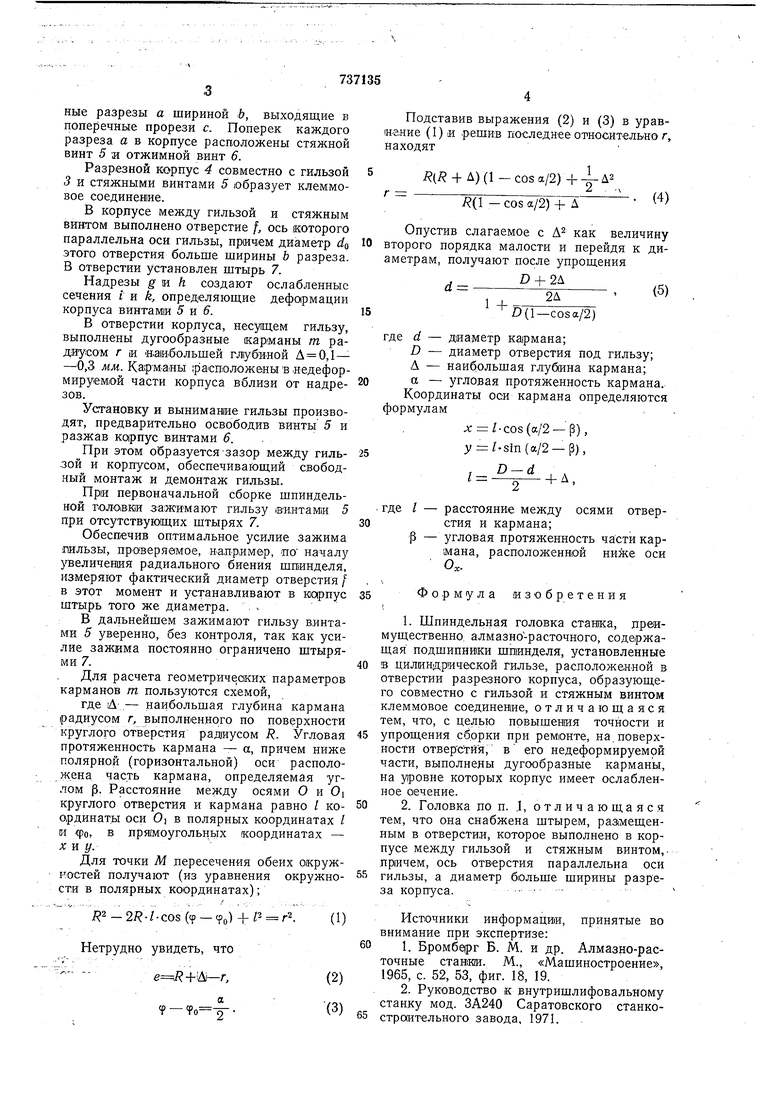
Изобретение относится к обласгги станкостроения и может быть использовано в прецизионных, преимущественно алмазнорасточных станках. Известны шлиндельные головки с подшипниками шпинделя, установленными в цилиндрической гильзе, расположенной в отверстии корпуса I. Такие головки позволяют уменьшить простой станка при выходе шпиндельных подшипников из строя, так как ремонту или замене подвергается только шпиндельный узел, заключенный в гильзе. Недостатками этих конструкций являются низкая точность, а также сложность сборки при изготовлении и ремонте. Известна также, шпиндельная головка с подшипниками шпинделя, установленными в цилиндрической гильзе, расположенной в отверстии разрезного корпуса, об разующего совместно с гцльзой и стяжным винтом клеммовое соединение 2. Недостатком этих устройств является чрезмерный зажим гильзы винтами, а также то, что при разжиме клем1мового соединения увеличение зазоров между гильзой и корпусом имеет место, главным образом, в вертикальном направлении. Это затрудняет установку гильзы и заставляет увеличивать первоначальные зазоры в соединении. Целью изобретения является повышение точности и упрощение сборки при ремонте. Для этого па поверхности отверстия и в его нёдеформ руемой части выполнены дугообразные карманы, па уровне которых корпус имеет ослабленное сечение. Головка снабжена штырем, размещенным в OTBep ffifr oWpSe вйШйнено вйорпусё Между тильзой и стяжным винтом, причем ось отверстия параллельна оси ильзьт, а диаметр больше ширины раз,реза корпуса. -; -- Кармайы, выполненные в недеформируемой части корпуса, т. е. таи, где при разжиме не наблюдается увеличение зазора, облегчают усталовку и вынимание гильзы при ве1Жн:а.йаТ1ых первоначальных зазорах между нею и корпусом. Штырь ограничивает деформацию кориуса при зажиме гильзы, исключая возмр Щд те; ЗР змерното зажима гильзы и защШленйя пйЖ йШ1НиКов шпинделя. На фиг. 1 изображена головка, продольный разрез; па фиг. 2 - разрез Л-Л на фиг, 1; на фиг. 3 - схема к расчету геометрических парамётрс в ка1рманов. Шпиндель / смонтирован на подшипниках 2, установленных в цилиндрической гильзе 5. Гильза расположена в отверстии корпуса 4, в котором выполнены продольные разрезы а шириной Ь, выходящие в поперечные прорези с. Поперек каждого разреза а в корпусе расположены стяжной винт 5 я отжимной винт 6.
Разрезной корпус 4 совместно с гильзой 3 и стяжными винтами 5 образует клеммовое соединение.
В корпусе между гильзой и стяжным винтом выполнено отверстие /, ось которого параллельна оси гильзы, причем диаметр d этого отверстия больше ширины b разреза. В отверстии установлен штырь 7.
Надрезы g и h создают ослабленные сечения i и k, определяюш.ие деформации корпуса винтам1И 5 и 6.
В отверстии корпуса, несущем гильзу, выполнены дугообразные карманы т радиусом г и «.авбольшей глу биной Д 0,1- ,3 жл. Карманы (расположены в ледеформируемой части корпуса вблизи от надрезов.
Установку и вынимание гильзы производят, предварительно освободив винты 5 и разжав карпус винтами 6.
При этом образуется зазор между гильзой и корпусом, обеспечивающий свободный монтаж и демонтаж гильзы.
При первоначальной сборке шпиндельной толо. зажимают гильзу 1ВИ.нтам1и 5 при отсутствующих штырях 7.
Обеспечив оптимальное усилие зажима лильзы, пр-оверяамое, н аиргимер, -по началу увеличения радиального биения шпинделя, измеряют фактический диаметр отверстия / в этот момент и устанавливают в карпус штырь того же диаметра.
В дальнейшем зажимают гильзу винтами 5 уверенно, без контроля, так как усилие зажима постоянно ограничено штырями 7.
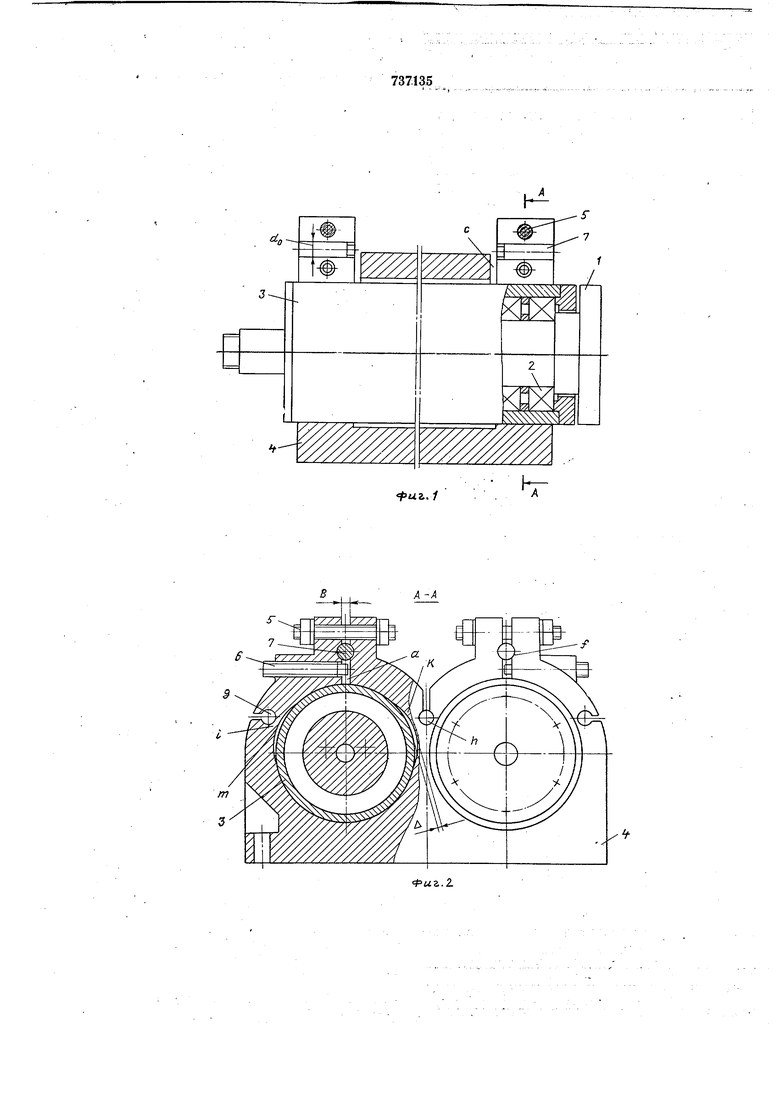
Для расчета геометрических параметров карманов т пользуются схемой,
где lA-.- наибольшая глубина кармана радиусом г, выполненного по поверхности круглого отверстия радиусом J. Угловая протяженность кармана - а, причем ниже полярной (горизонтальной) оси расположена часть кармана, определяемая углом р. Расстояние между осями О и Oi круглого отверстия и кармана равно / координать оси Oi в полярных координатах / и фо, в пря(моугольных координатах - X и у.
Для точки М пересечения обеих окружностей получают (из уравнения окружности в полярных координатах); (1) 2R-1 cos (ср - Фц) + Р г2. Нетрудно увидеть, что (2) ., /дч Р -
Подставив выражения (2) и (3) в уравнение (1)и решив последнее относительно г, находят
/(/ +д)(1 cos а/2)
R(l -cosa/2)
Опустив слагаемое с А как величину второго порядка малости и перейдя к диаметрам, получают после упрощения
+ -, (5)
d -
2Д
1 + 1(1-cosa/2)
где d - диаметр кармана;
D - диаметр отверстия под гильзу; А - наибольшая глубина кармана; ct - угловая протяженность кармана.
Координаты оси кармана определяются формулам
x l-cos(a./2 - , ); bsin(a/2-p).
,
/ - расстояние между осями отверстия и кармана;
|3 - угловая протяженность части кармана, расположенной ниже оси О,.
Формула изобретения
В цилиндрической гильзе, расположакной в отверстии разрезного корпуса, образующего совместно с гильзой и стяжным винтом клеммовое соединение, отличающаяся тем, что, с целью повышения точности и
упрощения сборки при ремонте, на, поверхности отверстйя, в его недеформируемрй части, выполнены дугообразные карманы, на уровне которых корпус имеет ослабленное оечение.
гильзы, а диаметр больше ширины разреза корпуса. 60 65 Источники информации, принятые во внимание при экспертизе: 1. Бромб рг Б. М. и др. Алмазно-расточные ставки. М., «Машиностроение, 1965, с. 52, 53, фиг. 18, 19. 2. Руководство к внутришлифовальяому станку мод. ЗА240 Саратовского станкостроительного завода, 1971.
sA-A
f
Риг.2.
737133
f i fx:f4if
.ife(fJiiiift a 4iSi-;
j eiS iiMejteSftfej Si -.-,
;;;er: v: ч i::;j- ;
S;ffi2l K: Sa- -
