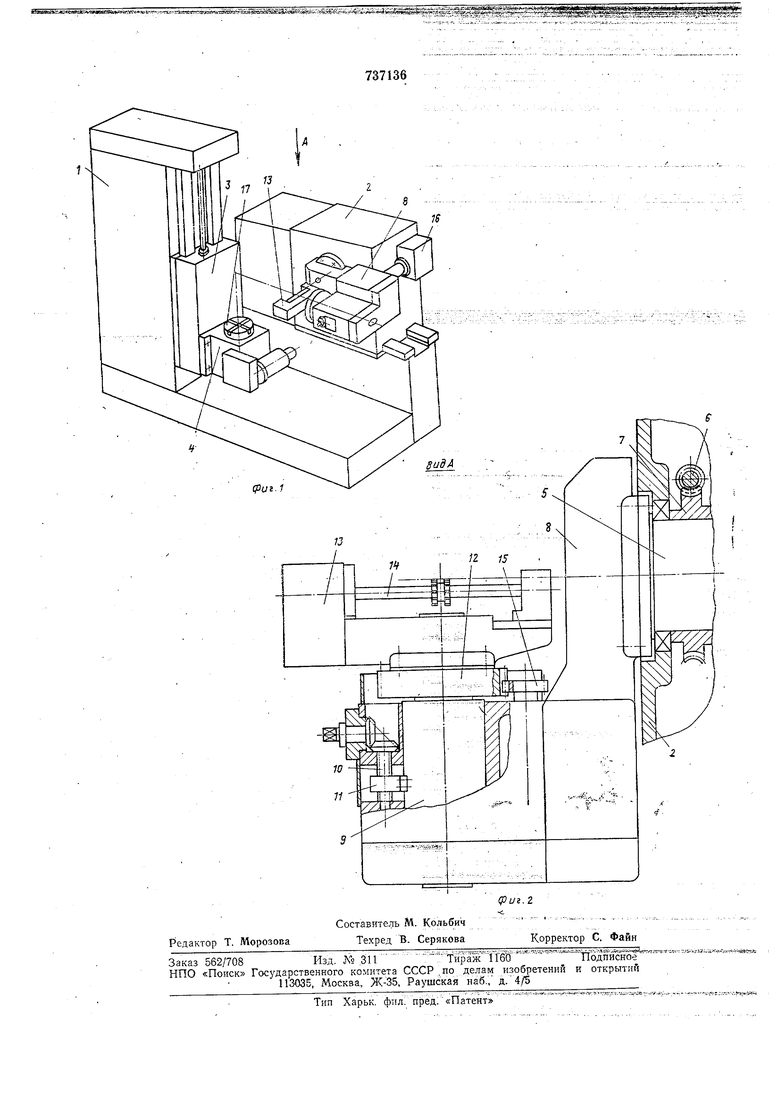
...-.,.; -.-,.- 73 ;;; /: ; з : .. . ; ti r7Sr-; V;ri- ; ;:5;i;C - i:j r,::. -- ,: . -Вну11ри пиноли установлен вал 12 с зубчатым венцом на выходном :корпусе которого закреплена поворотная фр ёзёрная головка 13 с инструментальной оправкой 14. Вращение фрезерная головка получает от .выходного вала 15 редуктора , стяоНтированного в бабке 5. --- - --ДЛя 1Г1ерёдачйвращёнйя йнЬтр мё гиаль,ной оиравке 14 от коробки 6 «скоростей, установленной на ползуне 2, валы 5 и 12 выполнены полыми. Перемещение ползуна 2 и салазок 3, вращение планшайбы 17 поворотного стола 4 и поворот фрезерной головки 13, качание бабки 8 происходит через соответствук щи1е редукторы от следящих приводов подач (не указанные На чертеже) , в качестве которых могут быть приженены электродвигатели постоян.ного тока с датчиками обратной связи. Для управления следящими приводами подач может быть использована пятикоскрдтшатная сиСТёМа числового программного управления. Для обработки стиральных ребер, нормаЖны1с к поверхности деталй; н1Г телах вращения с-криволинейными образующими станок работает следующим образШ. Заготовку устанавливают на дланщайбу 17 поворотного стола 4. Фрезерную голавку 13 повора1чи:вают иа угол 1НаклоЕа спиральных ребер и перемеЩавэт двйжеиием линоли 9 за счет вращения .винта 10 так, чтобы режущие кромки пары дисков фртез,установленных на инструментальной оправке 14, нахрдилт19ьна :рси 7качанйя бабки 8. Одновремещь1§ со,щаррван.нь1е Sflf eHTHWiYfifcfpy MeHta и з атотов ки, отр а бать1ваемь1е следящими приводами по ШкШнжа ot сйстёМБт чйсловогб ТГрбграм много управления, позволяют обрабатывать спиральные ребра.. При это.м верти к:альное перембщбние,свл.азок 3 и поворот ггланхрайбы У7 пЬвЬротно.гр.. ..стол4,. являются спиралеобразуюц1йми ДВйЖениями. Тбр7йзрнтальное перемещение ползуна 2 отслеживать криврлинейный позВ(Оляет . -46- - , .-,::П.-:л ,
yyUf fKZ r fS KfSfiS Xi. J&wi VKf rrwi V. - -
:Ji 4 - : профиль детали, а кач:ание бабки 8 обеспечивает выполнение спиральных ребер нормалЁйыми к поверхности детали. Возникающие при качании бабки 8 изменение направления BeKtopa скорости главного движения по Отношению к сумматорнаму векторуподач компенсируется соответствующим доворотом планщайбы 17 поворотного стола 4. Величина доворота рассчитываеТся в зайисимости от геометрических параметров детали и учитывается при составлении управляющей программы для системы числового дрограммного управления. Таким образом, на детали получается спиральное ребро заданных раз меров, нормальное к наружной поверхности. Формула изобретения . Фрезерный станок для обработки спиральных ребер на деталях типа тел вращения с криволинейной образующей, включающий станйну с вертикально перемещающимися салазками, установленный с возЖбЖНбстью Торйзоигального перемещения ползуни смШтйрова ннЫе с возможностью пово)рота фрезерную головку и стол для изделия, отличающийся тем, что, с целью получения спиральных ребер с любым углом наклона, расположенных нормально к поверхности детали, и повышения точности обработки, станок снабжен установленной на смонтированном непосредственно на станине ползуне с воз(можностью.качания в плоскости, параллельной оси поворота фрезерной головки и оси поворота стола, бабкой, фрезерную толЬВку, ус1анбВденнуЮ с возможностью перемещения вдоль собственной оси повор ота,причейст6л закреплен на салазках. Источник информации, принятый во внимание при экспертизе:. 1. Авторское свидетельство СССР №.240454, кл.В 23 С 1/16, 15.01.68. ,
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Фрезерный станок | 1976 |
|
SU657929A1 |
-- - J -Aj jrcir.rir;;.:.- ;; :;::-.
