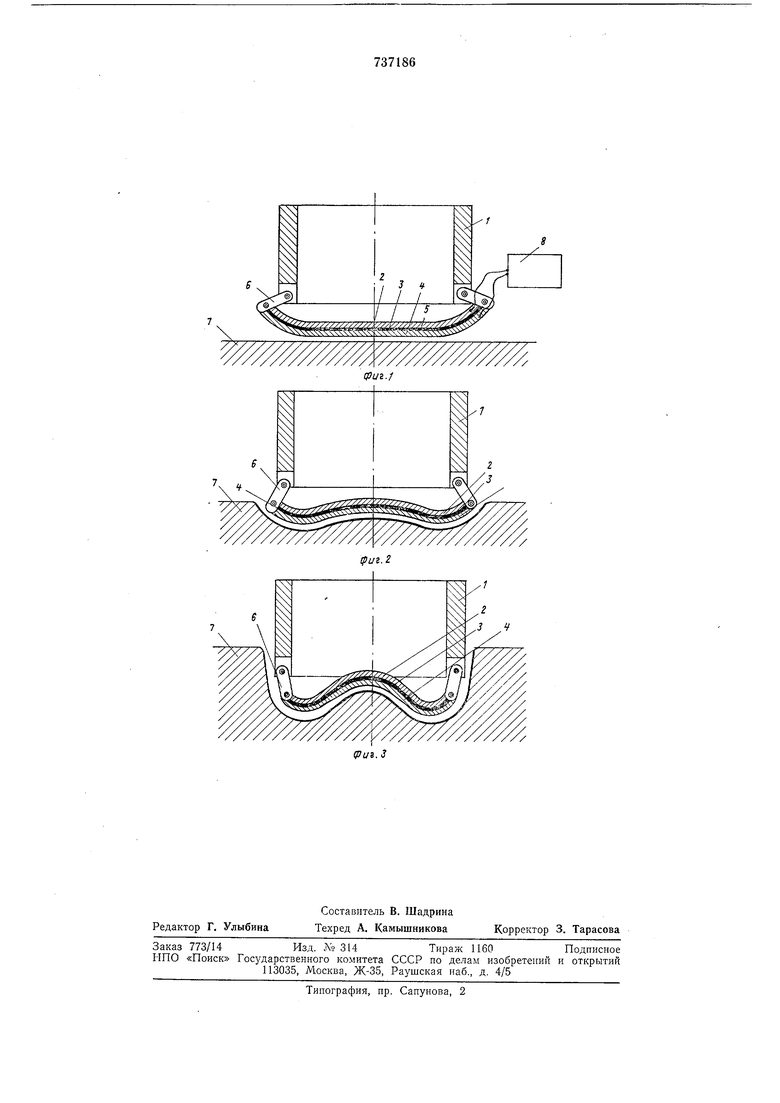
форму, эквидистантную форме полости детали 7 до обработки. Это обеспечивает равномерный поток электролита через щели в начало обработки. Включают рабочий ток и производят обработку до углубления электрода-инструмента в деталь на величину, равную /2 высоты выпуклости детали (фиг. 2). Величина углубления в деталь определяется количеством полос в рабочей части электрода-инструмента.
После этого выключают рабочий ток и пропускают через полосу 2 ток от источника 8, нагревая ее и восстанавливая заданную ей форму, соответствующую промежуточной форме обрабатываемой поверхности. После восстановления формы отключают ток подогрева и, включив рабочий ток, производят дальнейнлую обработку детали.
При приближении к глубине, равной высоте выпуклой части полости детали, вновь выключают рабочий ток и нагревают током от источника 8 внутреннюю полосу 3 до восстановления заданной ей формы. После этого продолжают процесс обработки до конца.
Использование предлагаемого электродаинструмента позволит стабилизировать расход электролита в пределах 5-6%, повысить скорость углубления электрода при любой произвольной форме обрабатываемой поверхности детали в 8-10 раз, ликвидировать прижог детали и разрушение электрода-инструмента.
Формула изобретения
Электрод-инструмент для размерной электрохимической обработки полостей с переменной площадью сечения, включающий полый корпус со щелями для подачи электролита, отличающийся тем, что,с целью расщирения инструмента, а стабилизации гидродинамического режима, рабочая часть электрода-инструмента выполнена нз одной или несколькнх параллельных полос токопроводящих сплавов, обладающих эффектом памяти формы, причем в память сплавов предварительно задана требуемая форма полос, а к корпусу полосы прикреплены посредством серег.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 554125, кл. В 23Р 1/12, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1975 |
|
SU554125A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Электрод-инструмент | 1972 |
|
SU468755A1 |