(54) ФОРМА-ВАГОНЕТКА ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма-вагонетка для изготовления железобетонных изделий | 1977 |
|
SU707800A1 |
| Форма-вагонетка для производства строительных изделий | 1978 |
|
SU727442A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Форма-вагонетка для изготовления преднапряженных строительных изделий | 1977 |
|
SU655540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ПАНЕЛЕЙ | 1972 |
|
SU340533A1 |
| Форма для изготовления бетонных и железобетонных изделий | 1979 |
|
SU783017A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| Форма для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1033674A1 |
| Форма-вагонетка для изготовления бетонных и железобетонных изделий | 1973 |
|
SU494260A1 |

I
Изобретение относится к производству строительных материалов, а именно к металлическим формам для изготовления бетонных и железобетонных изделий.
Известна форма-вагонетка для производства бетонных изделий, содержащая поддон в виде рамы, установленной на опоры качения, борта, шарнирно прикрепленные к раме поддона, и замки для соединения бортов друг с другом 1.
Недостатком известной формы является то, что при образовании электроканалов с помощью шомполов увеличивается металлоемкость форм, увеличивается число операций по распалубке форм, удлиняется цикл производства изготовления железобетонных изделий. Кроме того, в момент вибрации изделия возможно выпадание закладной детали, а при смещении фиксатора от центра изделия нельзя производить кантование изделий, так как в процессе съема изделия с формы образовываются трещины и сколы.
Цель изобретения - расширение технологических возможностей формы-вагонетки.
Поставленная цель достигается тем, что форма-вагонетка для производства бетонных изделий, содержащая поддон в виде рамы.
установленной на опоры качения, борта, шарнирно прикрепленные к раме поддойа, и замки для соединения бортов друг с другом, снабжена съемными пустообразователями, каждый из которых выполнен в виде цилиндрического корпуса, закрепляемого к поддону, на корпусе которого выполнены отверстия под каналообразователи, а борта формывагонетки имеют итверстия под каналообразователи, расположенные соосно с отверстиями корпуса пустообразователя.
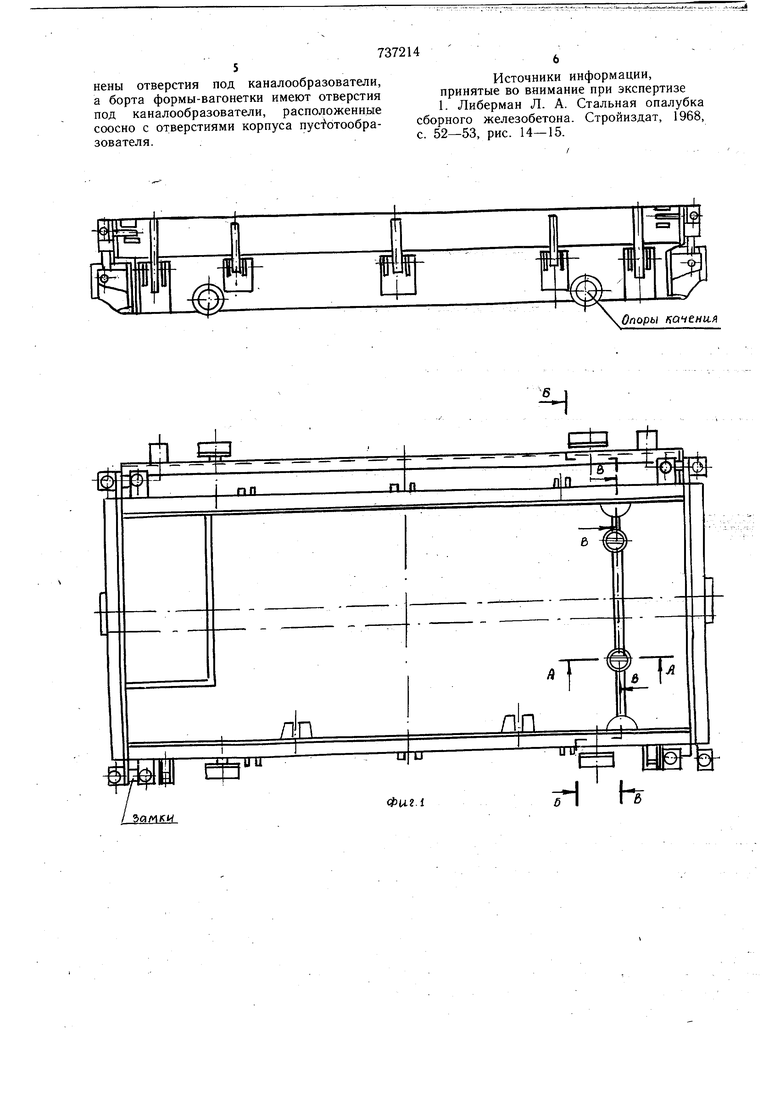
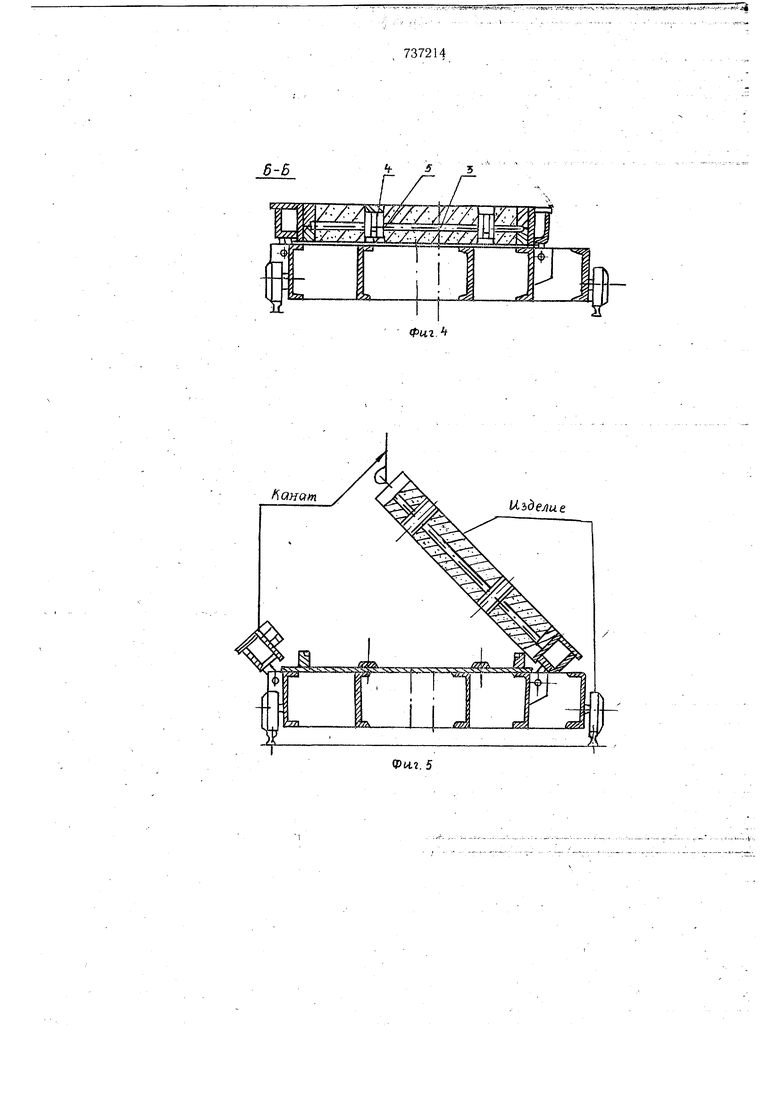
10 На фиг. 1 схематически изображена форма-вагонетка, общий вид и вид в плане; на фиг. 2 - сечение А-А на фиг. 1, в момент заполнения формы бетонной массой; на фиг. 3 - то же, перед началом съема изделия с формы; на фиг. 4 - сечение Б-Б
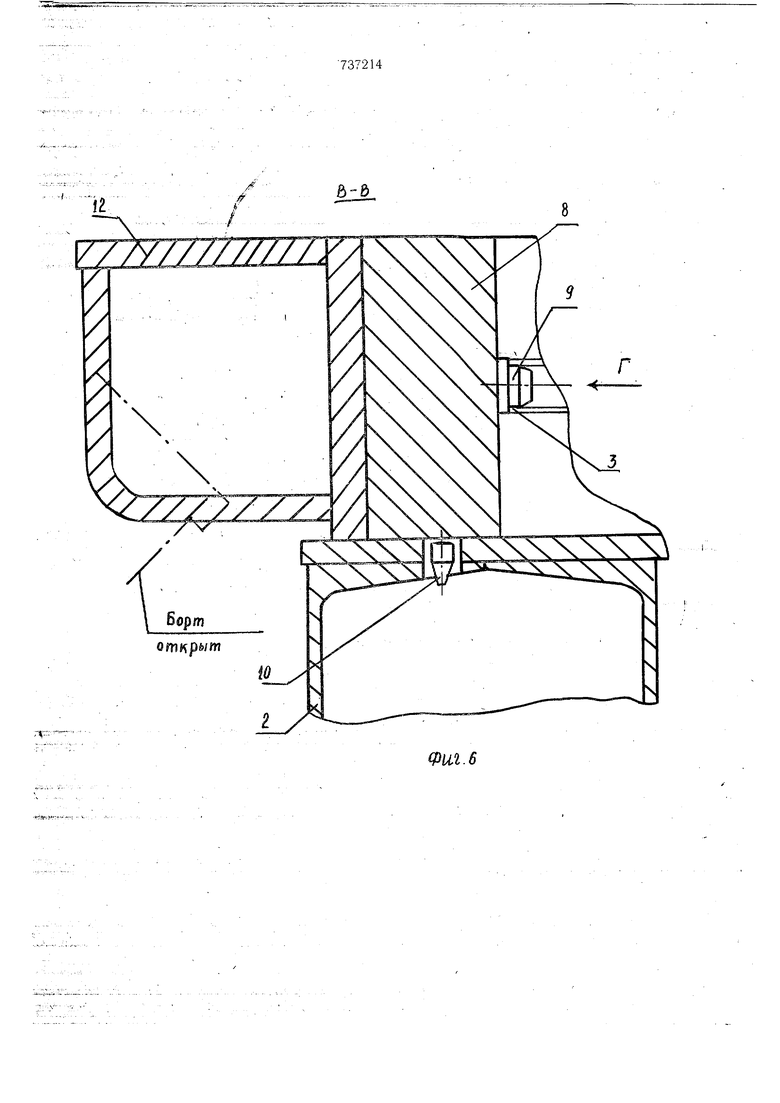
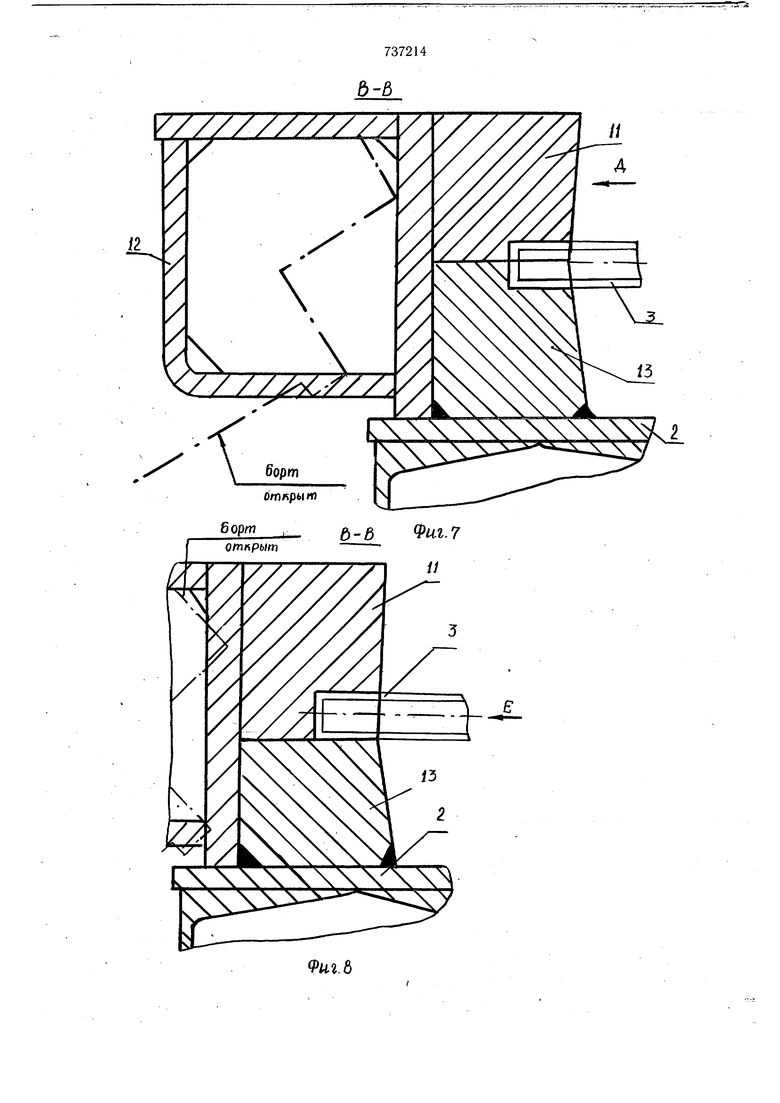
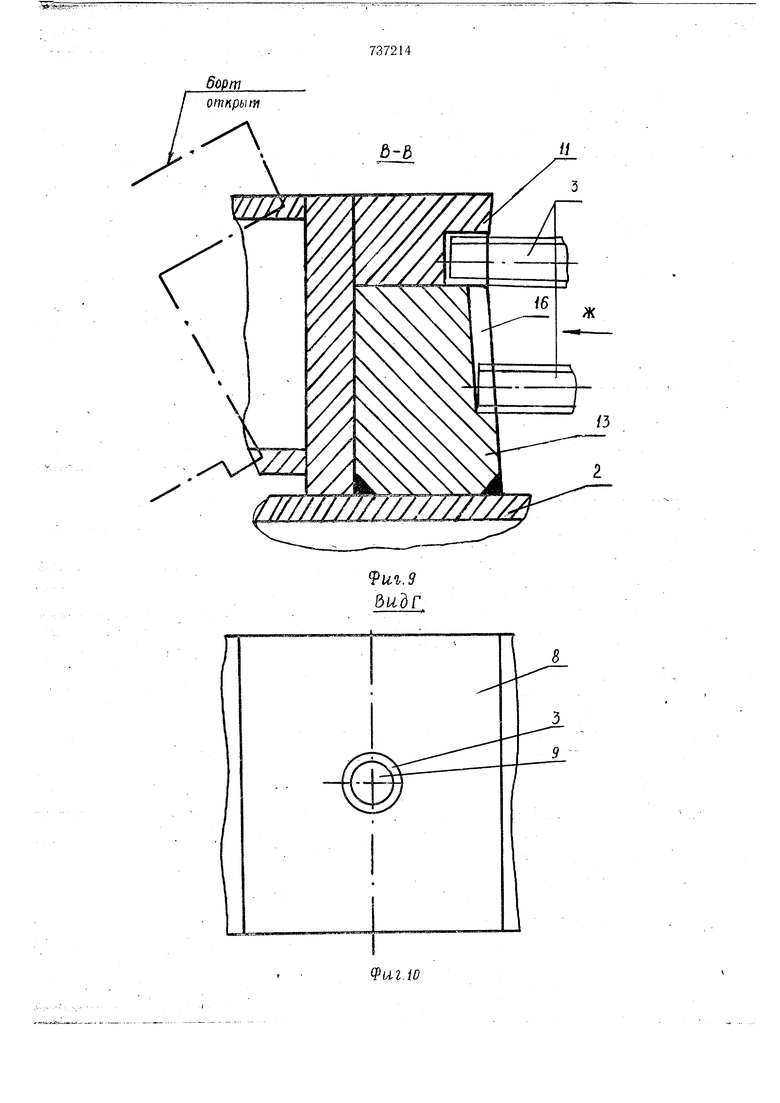
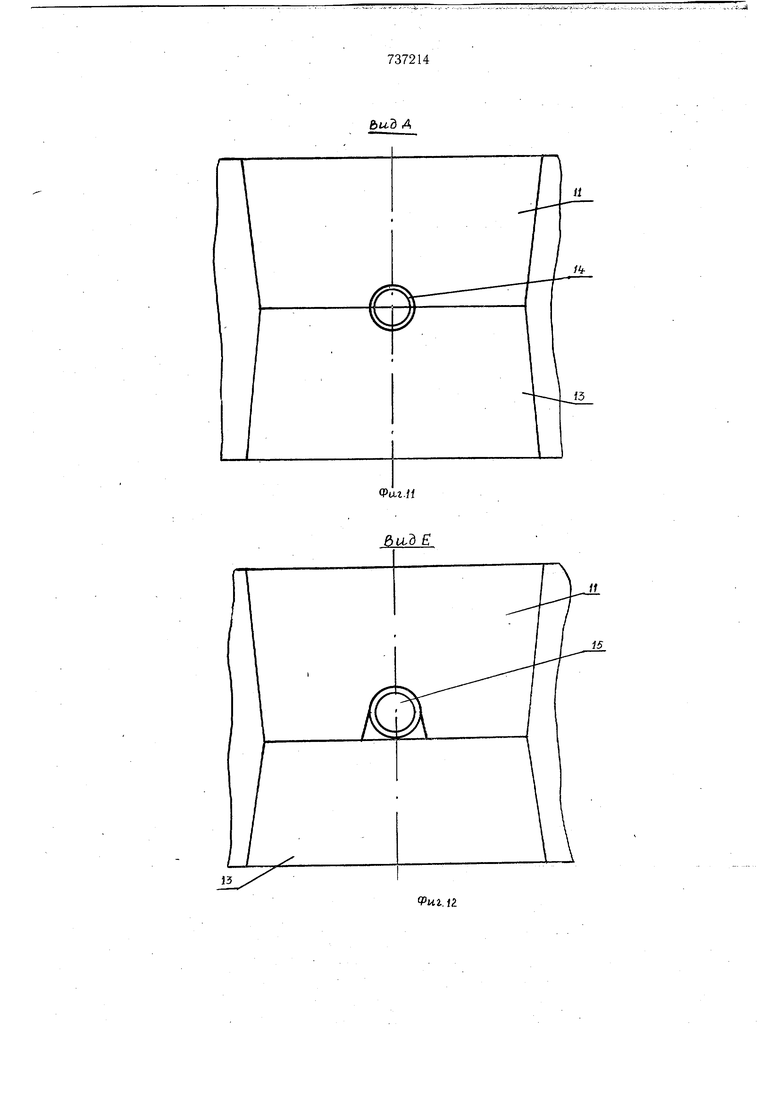
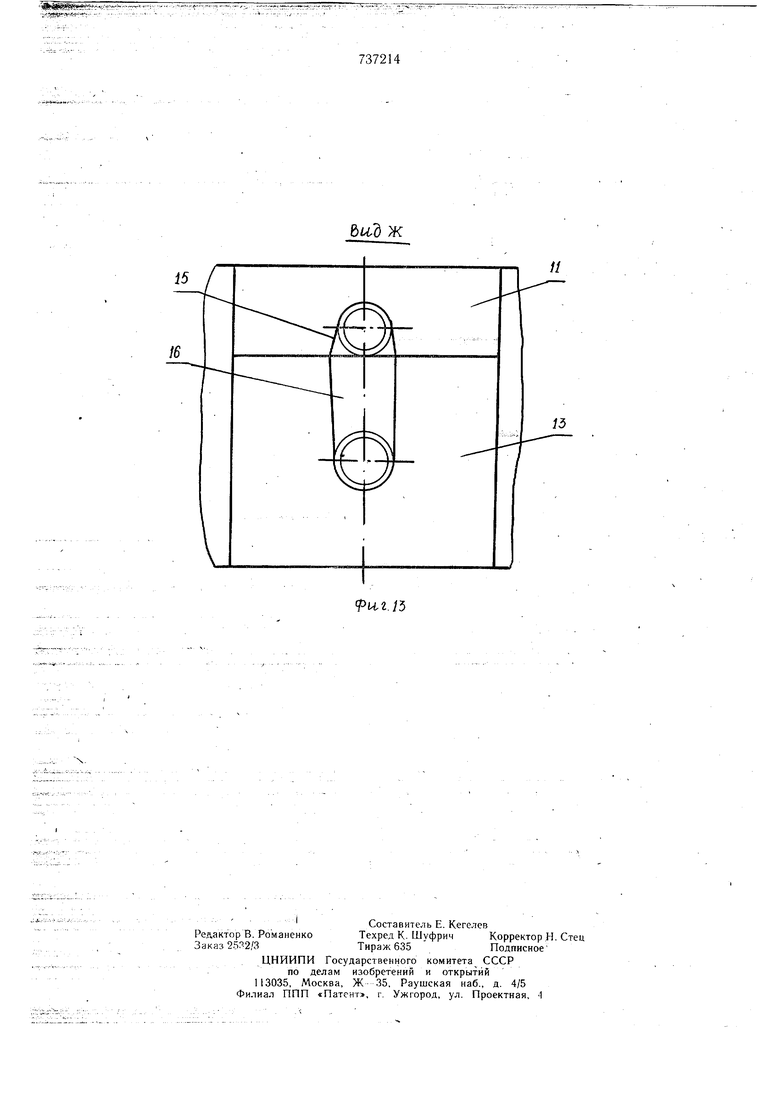
на фиг. 1; на фиг. 5,- форма-вагонетка с каналообразователями в момент съема изделия; на фиг. 6 - сечение В-В на фиг. 1, каналообразователь соединен со вставкой через упор; на фиг. 7 - то же, каналооб20 разователь соединен со вставкой через отверстие, симметрично образованное в неподвижной и подвижной частях вставок; на фиг. 8 - то же, каналообразователь соединен со вставкой через отверстие, обраованное в подвижной части вставки; на иг. 9 - то же, дополнительный каналообазователь в неподвижной части вставки, которой выполнен паз; на фиг. 10 - вид Г на фиг. 6; на фиг. 11 - вид Д на фиг. 7; на фиг. 12 - вид Е на фиг. 8; на фиг. 13 - вид Ж на фиг. 9.
Форма-вагонетка содержит коническую бобышку 1, которая неподвижно установлена на поддоне 2, выполненном в виде рамы, установленной на опоры качения. Каналробразователь 3 и закладная деталь 4 выполнй1Ьт ся из пластмассы и не извлекаются после распалубки из изделия, а остаются в последнем для образования полостей под электропроводку.
Закладная деталь 4 фиксируется в нижней своей части с помощью конической бобышки 1, при этом она имеет отверстия 5, в которые пропущены каналообразователи 3. Болт, б с цилиндрической головкой выполнен с буртиком 7, с помощью которого закладная деталь 4 надежно прижимается к поддону 2 и во время вибрации не смещается относительно бобышки 1.
gitt№ is :iife imi -s - 3ii&mi ai as -.---- - .
Внутренний диаметр закладной детали 4 соответствует цилиндрической части головки болта 6, а наружный диаметр - диаметру буртика 7. Головка болта 6 расположена заподлицо с плоскостью изготовляемой панели.
Каналообразователь 3, выполняемьш пластмассовой трубкой, одной стороной закрепляется в закладной детали 4, а другой - во вставке 8 под выключатель.
Закрепление или фиксация каналообразователя 3 осуществляется различными вариантами.
На вставке 8 расположен упор 9, на который укрепляют каналообразовате ь 3. Вставка 8 крепится на поддоне 2 с помощью щтифта 10.
Вставка 8 выполняется из части 11, жесткозакрепленной на борту 12 и части 13, закрепленной на поддоне 2, при этом каналообразователь 3 соединяется, со вставкой через отверстие 14, симметрично Образованное в неподвижной и подвижной частях 13 и 11 вставрк.
Каналообразователь соединяется со вставкой через углубление 15, образованное в подвижной части 11 вставки, часть 13 вставки закреплена в поддоне 2 неподвижно (см. фиг. 8 и фиг. 12).
Для образования дополнительного канала в неподвижной части 13 вставки выполнен паз 16 (см. фиг. 9 и фиг. 13).
Борта соединены шарнирно с рамой поддона и между собой с помощью замков.
Форма-вагонетка для производства бетонных изделий работает следующим образом.
На поддоне 2 на коническую бобыщку 1 устанавливают закладную деталь 4, которую
прижимают к поддону с помощью болта 6 с цилиндрической головкой. В отверстие 5 закладной детали 4 пропускают один конец каналообразователя 3, а другой конец его кладут на неподвижную часть 13 вставки 8
J или устанавливают на упор 9 в зависимости от применяемого варианта. В этот момент борт 12 формы, на котором установлена часть 11 вставки 8, открыт.
Каналообразователь 3 проставляется на упор 9 вставки 8 как с открытым, так
0 и с закрытым бортом 12.
Производят закрытие борта 12. Частью 11 вставки прижимают Каналообразователь 3 к части 13 вставки, таким образом происходит надежная фиксация каналообра5 зователя 3 по двум торцам, предотвращая выпадение его во время вибрации формы из своего первоначального положения. Во время вибрации формы через отверстие 5 закладной детали 4 возможно проникновение цементного молока в полость закладной де тали 4 на коническую бобыщку 1.
Поэтому по технологии изготовления изделия предусматривается простановка
.й134:резиновой трубки, которая поджимается ПО торцам с помощью торцовой части болта 6, а полость между резиновой трубкой и закладной деталью 4 заполняют паклей. Затем форму заполняют бетонной смесью, производят вибрирование, термообработку изделия. Форма поступает на пост распалубки. Открывают борт 12, выворачивают
болт 6 с цилиндрической головкой и извлекают резиновую трубку.
Изделие, в котором остаются закладная деталь 4 и Каналообразователь 3, извлекают из формы.
J Применение, предлагаемой формы-вагонетки позволяет изготавливать в стеновых панелях электроканалы более просто и надежно, что сокращает количество бортоснастки, время на изготовление изделий и число операций по распалубке форм и предотврао щает выпадение закладной детали во время вибрации. Это обеспечивает качественное выполнение отверстий под выключатели и под разъемы электропроводки, которые можно получать в любой части изделия, не на- рущая прочности и качества изделий.
Формула изобретения
Форма-вагонетка для производства бетонных изделий, содержащая поддон в виде рамы, установленной на опоры качения, борта, шарнирно прикрепленные к раме поддона, и замки для соединения бортов др1уг с другом, отличающаяся тем, что, с целью расширения технологических возможностей формы-вагонетки, она снабжена съемными пустотообразоватедями, каждый из которых выполнен в виде цилиндрического корпуса, закрепляемого к поддону, на корпусе которого выполйены отверстия под каналообразователи, а борта формы-вагонетки имеют отверстия под каналообразователи, расположенные соосно с отверстиями корпуса пус отообразователя.
Источники информации, принятые во внимание при экспертизе 1. Либерман Л. А. Стальная опалубка
сборного железобетона. Стройиздат, 1968,
с. 52-53, рис. 14-15. Я1ЛК1 т Ь
737214
;,-.. ...
б-Б
«f 55
ФигЛ
Фиг.б
V/////////
Ч
.6
борщ
9иг.9
8
9ui.iD
737214
Ьи-Ъ Ж
fl
.15
