1
Изобретение относится к упаковочной технике и предназначено для фасовки пищевых и химических продуктов.
Известны автоматы для упаковки продукта в пленку, содержащие рукавообразователь, подающую трубу, приспособление для образования продольного щва на рукаве и две пары захватов для образования поперечных щвов на рукаве и протягивания его. Захваты укреплены на качающихся балансирах, управляемых толкателями посредством ползунов с пальцами.
Для центрирования этикетки на непрерывно движущемся рукаве в предлагаемом автомате к каждому ползуну шарнирно прикреплен рычаг, соединенный с силовым цилиндром, к щтоку которого щарнирно прикреплен еще один рычаг, жестко соединенный с хомутом, в котором установлен палец ползуна с возможностью перемещения вдоль толкателя.
Рычаг, соединенный с ползуном, следует выполнить с выступом для взаимодействия с хомутом.
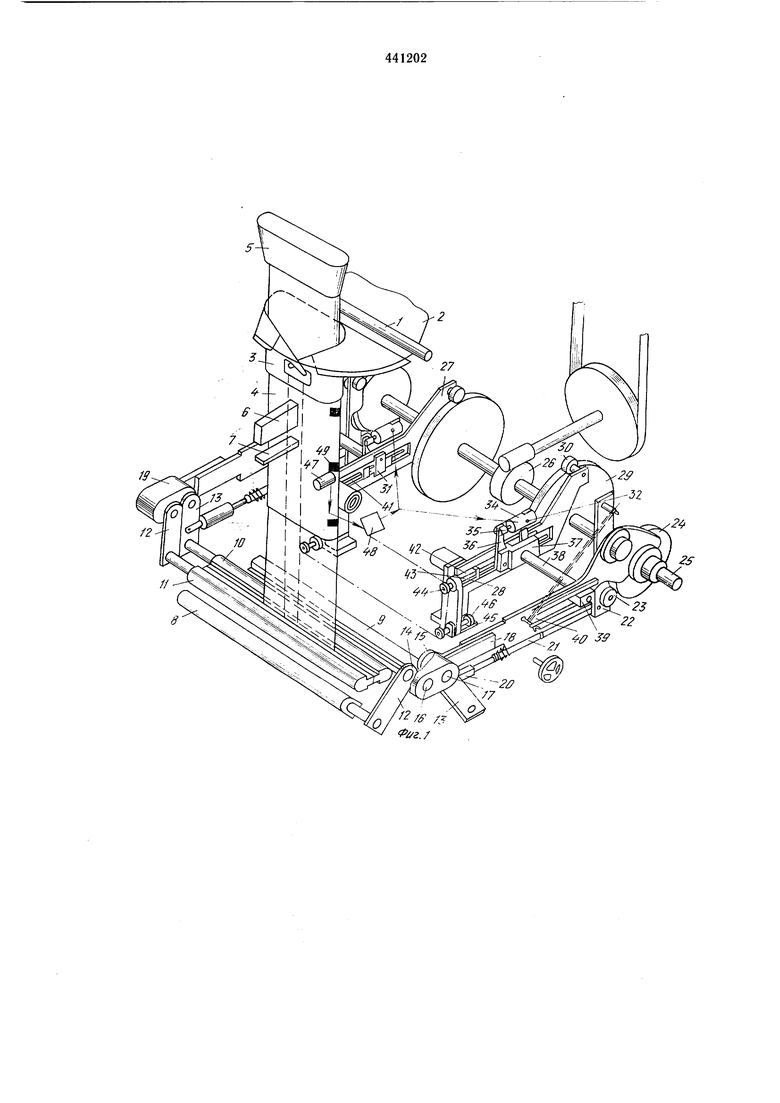
На фиг. 1 схематически показан предлагаемый автомат для упаковки продукта в пленку; на фиг. 2 - толкатель с ползуном.
Автомат содержит направляющий валик 1 для подачи ленты 2 термосклеивающегося материала, рукавообразователь 3 для формования ленты в виде рукава, подающую трубу
4 с воронкой 5 для ввода продукта в рукав, приспособление для образования продольного щва, выполненное в виде нагревательного элемента 6, элемент 7 для охлаждения продольного щва и две пары захватов для сваривания рукава в поперечном направлении и его протягивания, приводимых в колебательное движение во взаимно противоположных направлениях. Каждая пара захватов состоит из двух пар обогреваемых губок 8-9 и 10-11, консольно закрепленных на рычагах 12 и 13, сжимаемых пружинами, причем губки одной пары обращены свободными концами навстречу свободным концам губок другой нары.
Рычаги одной пары находятся в постоянном зацеплении зубчатыми колесами 14 и 15, причем оси 16 и 17 колес укреплены на балансире 18. Рычаги другой пары также находятся в зацеплении соответствующими колесами, оси которых укреплены на балансире 19.
Рычаг 13 одной из губок каждого захвата щарнирно соединен через планку 20 с подвиж.ной тягой 21, на противоположном конце которой находится толкатель 22 с роликом 23, взаимодействующим с кулачком 24, жестко смонтированным на ведомом валу 25 червячного редуктора 26.
Качательное движение зажимов осуществляется в результате поворота балансиров 18 и 19 с регулируемой амплитудой колебания
Для управления работой каждого балансира имеется толкатель 27, приводимый в качательное движение относительно оси 28 при помощи кулачка 29 и ролика 30.
В продольном пазу толкателей 27 ходит ползун 31, к которому прикреплен рычаг 32 с возможностью поворота вокруг оси 33 (см. фиг. 2). Рычаг соединен с силовым цилиндром 34. Шток 35 силового цилиндра взаимодействует с рычагом 36, жестко соединенным с хомутом 37. В нем укреплен палец 38, второй конец которого свободно входит в отверстие ползуна 39, перемещающегося вдоль направляющих 40, связанных с балансиром 18.
Для регулирования амплитуды колебания захватов ползуны 31 и 39 можно переставлять соответственно относительно толкателя 27 и балансира 18.
Ползун 31 переставляют в пазу толкателя при помощи регулировочного винта 41, соединенного карданным шарниром 42 с валиком 43, имеющим звездочку 44 на конце. Последняя приводится во вращение цепной передачей и парой конических шестерен 45 и 46. Так как ползун 31 через рычаг 32, силовой цилиндр 34 и рычаг 36 связан с хомутом 37, то и ползун 39 переставляют с помощью пальца 38. Вращение от зубчатых колес передается на оба винта, в результате балансиры 18 и 19 качаются с одинаковыми амплитудами.
Для корегирования центра этикетки на пакете автомат снабжен следящим припособлением 47 и автоматическим устройством 48, управляющим работой силового цилиндра 34.
Подаваемая с рулона лента термосклеивающегося материала огибает направляющий валик 1 и формуется рукавообразователем 3 з трубу.
Наложенные один на другой края ленты, проходя мимо нагревательного элемента 6, свариваются в продольном направлении. После охлаждения продольного шва струей сжатого воздуха рукав сваривают в поперечном направлении и по трубе 4 подают в него отмеренную порцию продукта.
Поперечное сваривание и протягивание полученного рукава осуществляется с постоянной скоростью поочередно, то одной парой губок, то другой.
При повороте балансира 19 против часовой стрелки губки 10 и 11 тянут пережатый в поперечном направлении рукав вниз. В этот момент в результате поворота балансира 18 по часовой стрелке раскрытые губки 8 и 9, поднимаясь, огибают закрытые губки 10 и 11.
После остановки балансира 18 в крайнем верхнем положении губки 8 и 9 пережимают трубу выше порции введенного в нее продукта. В этот момент балансир 18 поворачивается против часовой стрелки и закрытые губки опускаются.
Амплитуда качания балансиров устанавливается такой, чтобы длина пакетов была бы несколько короче шага меток 49 центрирования этикеток (например, 1 мм). Таким образом, метка постепенно будет выходить из места перехвата рукава губками. Когда метка достигает предельного заданного положения, следящее приспособление подает сигнал в автоматическое устройство 48, управляющее работой силового цилиндра 34.
При срабатывании силового цилиндра поршень 50 перемещается вправо, и рычаг 36 перемещает хомут 37 вправо, одновременно сам
цилиндр перемещается влево и выступом 51 рычага 32 также дополнительно увеличивает усилие перемещения хомута 37. При перемещении хомута 37 с пальцем 38 перемещается ползун 39, и увеличивается амплитуда колебания поперечных захватов до образования предельно максимального пакета. Затем хомут 37 возвращается в исходное положение пружиной 52, и рукав снова протягивается с некоторым отставанием метки центрирования
этикетки.
Предмет изобретения
1. Автомат для упаковки продукта в пленку, содержащий рукавообразователь, подающую трубу, приспособление для образования продольного шва на рукаве и две пары захватов для образования поперечных швов на рукаве
и протягивания последнего, укрепленных на качающихся балансирах, управляемых толкателями посредством по„1зунов с пальцами, отличающийся тем, что, с целью центрирования этикетки на непрерывно движущемся
рукаве, к каждому ползуну щарнирно прикреплен рычаг, соединенный с силовым цилиндром, к штоку которого шарнирно пр:икреплен еще один рычаг, жестко соединенный с хомутом, в котором установлен палец ползуна
с возможностью перемещения вдоль толкателя.
2. Автомат по п. 1, о т л и ч а ю щ и и с я тем, что рычаг, соединенный с ползуном, имеет выступ для взаимодействия с хомутом.
27
57
57
2.2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1970 |
|
SU266644A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала | 1973 |
|
SU463591A1 |
| Устройство для нанесения индексов на термосклеиваемый материал | 1978 |
|
SU737309A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ | 1973 |
|
SU367014A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1969 |
|
SU244178A1 |
| Автомат для изготовления,наполнения продуктом и запечатывания пакетов из термопластичного материала | 1985 |
|
SU1324933A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1969 |
|
SU239103A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1973 |
|
SU393158A1 |
| Устройство для упаковки штучных изделий в рукав из термосклеивающегося материала | 1981 |
|
SU1066897A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из ленточного полимерного материала | 1982 |
|
SU1024374A1 |