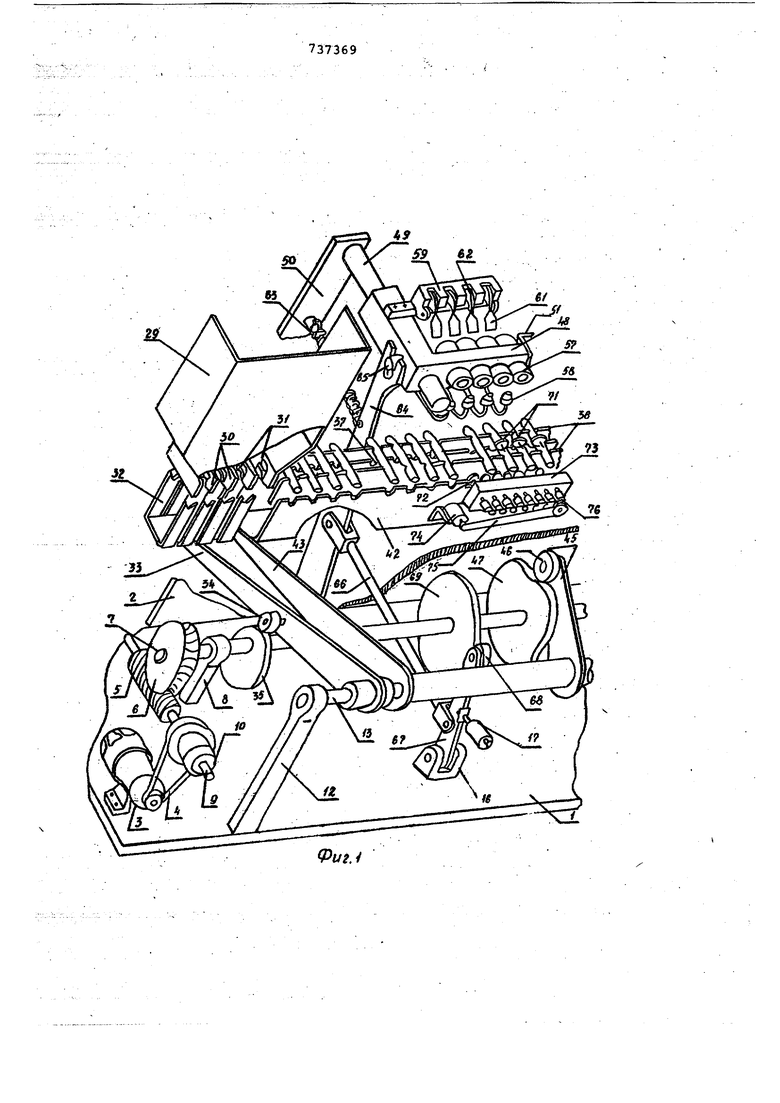
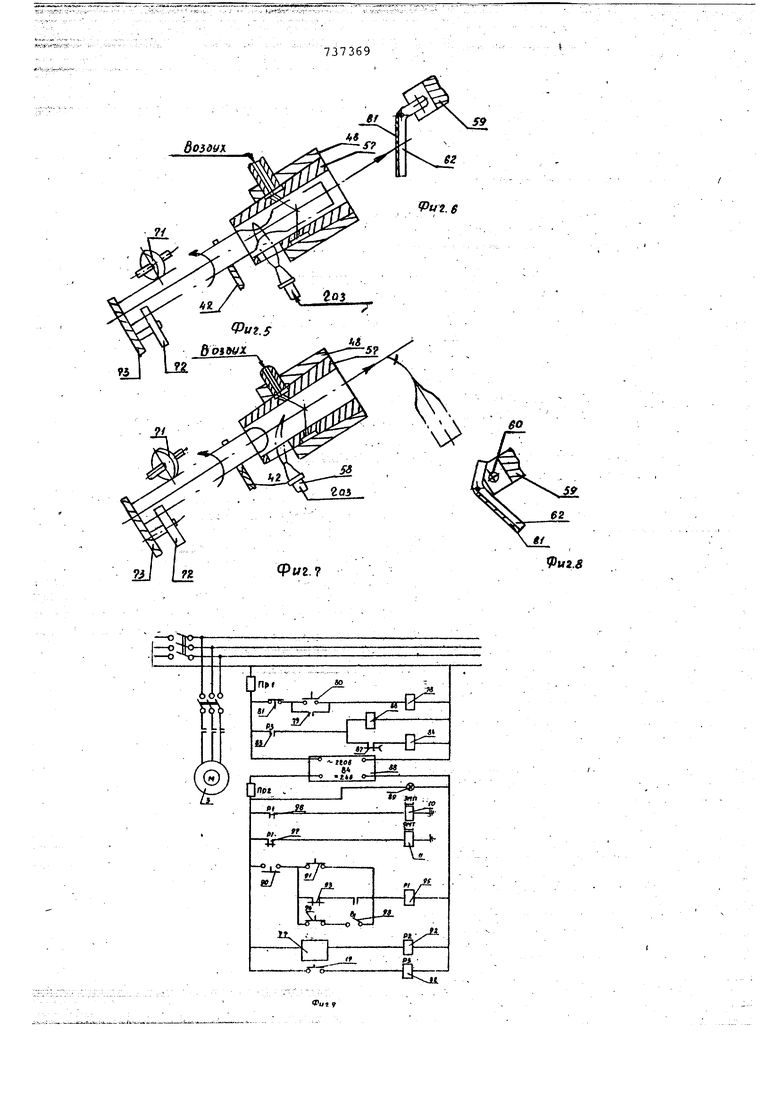
разогрева стекла и включают в работу органы оттяжки по получении сигнала окончания разогрева 2 . ,.Известно устройство для осуществления данного способа, включающее привод устройства с электродвигателем и главнБП валом, рабочие органы наполнения, запайки и транспортные средства подачи 2. В этом устройстве регистрация с помощью датчиков лишь момента окончания процесса разогрева стекла и отсутствие контроля времени, фактичес,ки йеобходимого для осуществления всех процессов (т. е. процессов разогрева, оттяжки, оплавления) операции запайки в зависимостиот массы стекйа каждого отдельного сосуда, приводи к снижению производительности машины в целом.. . Цель изобретения - увеличение пройзводительности. Цель достигается тем, что в способе наполнения и запайки стеклянныхсбсудов, преимущественно ампул, включ ющем операции наполнения, запайки, по дачи и : отвода сосудов от рабочих ор во время запайки контролируют момент окончания операции запайки, а подачу и сосудов от рабочих ор ганов осуществляют по получении с.нгна ла окончания операции запайки. Устройство для ocsщecтвлeния спосо б.а .включающее привод устройствас эле тродвигателем и главнымвалом, рабочи органы . наполнения, запайки и транс портные средства подачи, снабжено да чиком окончания операции запайки, а главный вал привода устройства снабжен пусковой и тормозной электромагнитными муфтами, причем датчик оконча ния операции запайки электрически со единен с пусковой и тормозной электр магнитными муфтами, главного вала при вода. . Креме того, датчик окончания one, рации запайки выполнен в виДе корпус со сквозным отверстием и заслонками поворотных шторок, укрепленных на ко пусе по числу одновременно запаёваемых сосудов. На фиг. 1 схематически изображено устройство,в аксонометрической проек ции с расположением, средств управле ния (iacTb- усетройства с органами запайки) , общий вид; на . 2 - устро ство в аксонометрической проекции с расположением средств управления (часть устройства с органами наполненф1) обгаллй. вид; на фиг. 3 - орган запайки вначале операции запайки; .на фиг. 4 - датчик с положением пово ротных, шторок в начале операции запайки,- на фиг. 5 - орган запайки в процессе запайки; на фиг. 6 .- датчик с положением поворотных шторокв про цессе запайки; на фиг. / - орган запайки в конце процесса запайки; на фиг. 8----датчик с положением заелонок в конце процесса запайки; на фиг. 9 - электрическая схема управления работой устройства; на фиг. 10 пневматическая схема управления работой устройства. Устройство содержит основание 1, на котором закреплены лицевая плита 2, несущая основные рабочие органы, привод устройства, состоящий из электродвигателя 3, клиноременной передачи 4 , редуктора с червяком 5 и колесом б, насаженными на главный вал 7, установленный в опорах 8. Для включения и выключения главного вала 7, на. червячном валу 9 укреплена пусковая электромагнитная муфта 10, а на главном валу 7 - тормозная электромагнитная муфта 11. На основании 1 также укреплены стойки 12 с осью 13 для установки поворотных рычагов рабочих органов устройства, опоры 14, 15 и 16 рычагов и элементы системы управления: конеч- ный выключатель 17 и пневмати ческий выключатель 18, приводимый в действие кулачком 19 с выступом, насаженньм на главный вал 7. На лицевой плите 2 расположены бункер 20 для наполнения и запайки стеклянных сосудов со средствами их поштучной выдачи, состоящими из системы поворотных валиков 21 с пазами 22, шестеренок 23, связанных с рейкой 24, которая, приводится в движение через коромысло 25, взаимосвя-. занные рычаги 26 и 27 от кулачка 28, насаженного на главный вал 7, бункер 29 для сбора наполненных и запаенных сосудов со средствами их подачи к бункеру и удержания в бункере, состоящими из системы перегородок 30 с собачками 31 (для удержания сосудов в бункере) и. толкателей 32 (для подачи сосудов в бункер), укрепленных на рычаге 33, который приводится в движение через ролик 34 от кулачка 35, насажен , ного на главный вал 7. Ус7:ройство включает транспортные средства грейфер-ной подачи,, укрепленные на плите 2 и состоящие из подвижных возвратно-поступательно транспортных линеек 36, содержащих ячейки 37 Для продольного перемещения сосудов, и укрепленных на рычаге 38, соединенном втулкой 39 с рычагом 40, который приводится в движение кулачке 41, насаженным на вал 7, линеек 42 для установки сосудов в рабочие позиции, укрепленных на рычагах 43, связанных втулкой 44 с рычагом 45, который приводится в движение через ролик 46 от кулачка 47, насаженного на главный вал 7. Устройстг во включает рабочие органы для наполнения и запайки, укрепленные на подвижнее основании .48 и имеющие возможность возвратно-поступательного перемещейия по колонке 49 кронштей на 50, укрепленного на лицевой плите 2. к свободному концуоснования 48 неподвижно прикреплен держатель 51, Ьвободный конец которого подцерживается роликом 52 в опоре 53, укрепленной также на лицевой плите 2. Держатель 51 несет на себе иглы 54, вЬодимые во внутрь сосуда для наполнения юс раствором. Иглы 54 связаны с дозаторами 55, укрепленными неподвижно j на плите 2, гибкими, трубками 56. На , основании 48 укреплены пневматические дюзы 57 (для запайки сосудов) с газовыми горелками 58 и датчик 59 окончания процесса запайки. Датчик 59 вы-«л полней в виде кортуса со сквозным отверстием 60 (см. фиг. 8). На корпусе закреплены поворотные шторки 61 с заслонками 62, пересекающими отверстие 60 в датчике 59, Оснсжание 48 и держа-. тель 51 с укрепленными на них рабочи- ми органг1Ми приводятся в движение от родпружиненного пружиной 63 рычага 64, заимодействуквдего с пальцем 65, ук/репленным на основании 48. Рычаг Ь4 1ТЯГОЙ 66 связан с корсмыслом 67, при-20 Водимым в движение через ролик 68 от кулачка 69, насаженного на главный вал 7. На лицевой плите 2, над позицией наполнения сосудов раствором, укреплены датчики 70 .контроля налк- 25 чия сосудов на рабочей позиции, а над позицией запайки - поддёрживаюпдае ролики 71. Йа стороне линейки 42, обращенной к лицевой плите 2, укреплены приводные ролики 72 (для вращения со-30 судов), установленные на валах в крр|Пусе 73 и приводимые во вращение от электродвигателя 74 через ременТ)ую рередачу 75 и шестерни 76. Для фикса;ции рабочих о эганов при включенном 35 приводе, на лицевой плите 2 укреплен конечный выключатель 77 схемы управления .
Схема управления состоит из электрических цепей (см. фиг. 9) и пневма- Q тической сети (см. фиг. 10), взаимосвязанных между собой...
Электрическая схема управления сортоит из цепи управления двигателем 3 включающей ; пускйтель 78 с контактами 45 /9, кнопку 80 Пуск и кнопку 81 CTCTI, цепи управления наполнением росудов, включакяцей конечный выключатель 17, электромагнитное реле 82 с контактами 83, электромагнит 84, nHeB-jQ мореле 85 (см. фиг. 10), реле 86 времени с контактом 87, цепи управления электромагнитными пусковой и тормозной муфтами 10 и 11, включающей блок выпрямителя 88, сигнальную лампочку 89, .. кнопку 90 Пуск, кнопку 91 Стоп конечный выключатель 77, включенный в цепь электромагнитного реле 92 с контактом 93 (для остановки главного вала ,/), кЪЬечный выключатель 94, включенный в цепь электромагнитного реле 95 с нормально открытым контактом 96 и нормально закрытым контактом 97 (для включения главного вала 7 по сигналу датчика 59.окончания процесса запайки) , а также переключатель 98 режима
наладки, включенный в цепь реле УЬ (для ручного пуска главного вала).
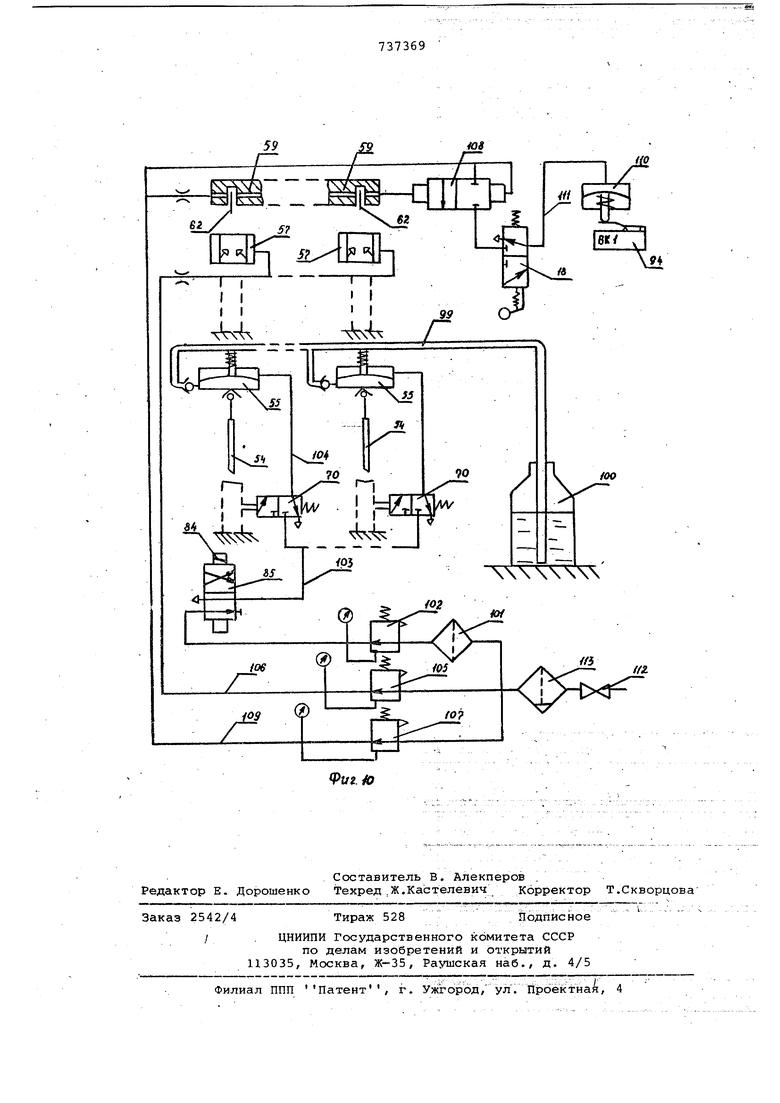
Пневматическая схема управления состоит из пневмоцепи управления дозторами 55 подачи жидкости, наполняемой в сосуда через полые игльа 54 и трубопровод 99 из расхрдного сосуда 100, включающей фильтр 101 для рчистки воздуха, редуктор 102, пневмореле 85 с электрсялагнитом 84, датчики 70 контроля налййия сое:/доё на позиции наполнения и пневмопроводов 103 и 104; из пнавмосёти подачи сжатого воздуха в дюзы 57 при запайке сосуг дов, состоящей из редуктора 105 и трубопроводов 106; из пневмосетй управления пооиессс запайки, состояще из редуктора 107,датчик6м 59 окончан процесса згшайки с заслонками 62,пнемореле 10И усилителя с .трубопроводом 109, мембранного привода 110 к конечрому выключателю 94 (см. также фиг. , пневмовыключателя 18 Хсм. фиг. 2) и трубопроводов 111. Сжатый воздух подаётся из пневмосетй через за1П01Ьный вентиль 112 и фильтр 113.
Наполнение и запайка сосудов осу- 1чеСтвляется следующим образом.
. В бункер 20 загружают стеклянные сосуда. Выключатель 98 ставят на реж наладки (см. фиг. 9). Нажимсм на кно 80 Пуск через пускатель 78 включается электродвигатель 3 с клиноременной передачей 4 (см. фиг. 1). Нажимом на кнопку 90 . Пуск включается электромагнитное реле 95, замыкакяцее нормально открытые контактк 96 цепи электрсмлагнитной пусковой 10, насаженной на вал 9, и размыккяцее нормально закрытые контакты 9.7 :|цепи тоЕялозной муфты 11, и главный вал 7, установленный в опорах 8, через редуктор с червяком 5 и колесом 6 приводится во вращательное движение. При врай1ении главного вала 7
(см. фиг. 1 и 2) начинают вращаться насаженные на него кулачки 3 5 69, 19,- 47 и 28. От вращения кулачка 28 приводятся в движение рычаги 26, 27, кЪромысло 25, в результате чего зубчатой рейке 2.4 сообщается возвратнопоступат.ельноё двийсёниё. При (вижении зубчатой рейки 24 валики 21 с пазами 22 для сосудов приводятся во вращательное движение, при этом профиль кулачка 28 обеспечивает попадание сосудов в пазы, так как валкам Ьообщается несколько угловых поворотов по и против часовой стрелке, а батеМ поворот на 180 градусов, после Цего валик.и принимают положение пазаt rilHiSS й йос:ЙШ вЩада1бт S ячейки 37 транспортных линеек 36. При этом, коромысло 25 своим концом входит в к6нёчнЬгб вьжл очаТёлЧ 77, в результате чего срабатывает электромагнитное реле -92 (см. фиг. 9) , нормальнр закрытые контакты 93 реле 92
737369
размыкаются, ток в реле 95 не поступает, контакты 96 размыкаются и отключают пусковую муфту 10, в то время как контакты 97 замыкаются, включая тормозную муфту 11 и главный вал 7 ост1анавлйвается. Затем вторично нажимают на кнопку 90 .Пуск и вышеописанный процесс повторяется. Во время выбора последующей партий сосудов из бункера 20, предшествуюЩ йё йартйи сосудов, находящиеся в ячейках 37 транспортных линеек 36 Совершают последовательное перемещенйек рабочим органам наполнения, запайки и загрузки в бункер 29, Перемещение осуществляется следующим образом. От вращения кулачка 47 через рычаг 45 с роликом 46, жестко связанным втулкой 44 с рычагом 43, линейки 42 приводятся в движение вниз. От вращения кулачка 35 через рычаг 33 с; роликом 34, толкатели 32 также приводятся в движение вниз и устанавлива йтся на Уровне нижнего положения линеек 42. По достижении линеек и толкателей нижнего положения от воашения, кулачка 41 через рычаги 38 и- 40,вэй:имосвязаннае втулкой 39,транспортные Л11нейки 36 с ячейками 37 перемещаются на рабочий ход от бункера 20 и устанавливают -сосуды под рабочие органы. При достижении конца этого перемещения от вращения кулачка 47 через рычаг 45 с роликом 46, жестко связанным втулкой 44 с рычагом 43, линейки 42 поднимаются, устанавливают сосуды в рабочие положения для наполнения и запайки, а транспортные линейки 36 при вращении кулачка 41 через рычаги 38 и 40 возвращаются в исходное поЛожёнйе под бункер 20, где ранее описанным способом, осуществляется загрузка в ячейки.37 новой партии сосудов. При осуществлении вышеописанных перемещений парти.ц сосудов последовательно перемещаются транспортными линейками 36 к рабочим органам, а при подъеме линеек 42 устанавливаются на рабочие позиции наполнения, запайки и загрузки в бункер 29, при этот момент поступления сосудов на рабочие позиции совпадает с моментом замыкания свободным концом коромысла 25 конечного выключателя 77, благодаря чему.обеспечивается остановка главного вала 7 и выстрй сосудов на рабочих позициях для осуществления операций наполнения и запайки. До поступления на позицию запайки первой партии сосудов пуск главного вала 7 осуществляется вручную нажимом на кнопку 80 Пуск (см. фиг. 9). После поступления на позицию запайки первой партии сосудов выключатель 98 замыкают и дальнейшая работа машины осуществляется в автоматическом режи ме. В этом случае цепью реле 95 уп- равляет выключатель 94, связанный с датчиком 59 окончания операции за8
пайки (см. фиг. 10) через усилитель 108, выключатель 18, трубопровод 111 и мембранный, привод 110 При установлении сосудов на рабочих позициях наполнения и запайки основание 48 с укрепленным на нем держателем 51 соверщает движение к сосудам от вращения кулачка 69 через коромысло 67 с роликом 68, тягу 66, рычаг 64 и палец 65. При этом на позиции наполнения иглы 54 .входят в сосуды. При введении игл 54 в сосуды коромысло 67 нажимает на конечный выключатель 17, который через реле,82 с контакт тами 83, реле времени 86 с контактами 87 и электромагнит 84 включает пнев.мореле 85. При включении пневмореле 85 сжатый воздух через запорный вентиль 112, фильтры 113 и 101, редуктор 102 и пневмореле 85 поступает в датчик 70 контроля,наличия сосудов . Если в одной из ячеек 37 транспортной линейки 36 сосуд отсутствует, то соответствующий пневматический переключатель датчика 70 не срабатывает воздух по.трубопроводу 104 в срответствукиций дозатор 55 не поступает и .наполнения не происходит. При наличии сосуда в ячейке 37 сжатый воздух через трубопровод 104 поступает в дозатор 55, в результате чего осуществляется выдача дозы раствора из рас-, ходного сосуда 100 через трубопровод , 99. По истечении определенного промежутка времени реле 86 времени отключает электромагнит 84 и пневмореле 85, а при дальнейшем вращении вала 7 отключается выключатель 17. При движении основания 48 к сосудам (синхронно операции наполнения) пне вматические дюзы 57 надеваются на горлышки сосудов,, находящихся на позиции запайки, и горелки 50 начинают их разогревать. При этом сосуды приводятся во вращение , электродвигателем 74 через ременную ; передачу 75, ролики 72 и шестерни 76 приводятся во вращение. Воздух для рттяжки отделяе.мых частей сосудов подается в пневматическую дюзу 57 через вентиль 112, фильтр 113, редуктор 105 и трубопровод 106, при.этом в начале и в процессе операции запайки (см. фиг. 4, 6, и 8), за счет перекрытия СРсудами ртверстия дюзы 57, ПРТОК воздуха через дюзу 5.7 уменьшается и не достигает поворотных шторок 61, которые под действием силы тяжести занимаюг вертикальное положение иперекрывают заслонками 62 отверстие 69 датчика 59, исключая поступление воздуха, на усилитель 108. После достижения требуемой температуры стекЛа отделяемая часть сосуда под действием потока воздуха через дюзы 57 (см, фиг 7) ,отрывается и выбрасывается. Поток воздуха начинает достигать соответствующую шторку 61 в датчике 5&,
5 поворачивает ее в направлении от дюзы 57. Заслонка 62 шторки 6J,OT.крывает отверстие 60 датчика 59.После отрыва отделяемых частей всех.сосудов, находящихся на позиции эап&йки, и, следовательно, открытия всех отвер стий 60 датчика 59, воздух через датчик 59 поступает на усилитель 108 и через выключатель 18, соединяющий усилитель 108 с мембранным Лс иводом 110, поступает .в привод 110. Для уси 7ения напора йоздуха в датчик 59 поДа ется поток воздуха через вентиль 112, в ильтр ИЗ, редуктор 107 и трубопроЬод 109. Мембранный привод НО возде ствует на выключатель 94, последний включает реле 95, контакты 96 замыкаются, а контакты 97 размыкаются, при этом включается пусковая муфта 10 и от слючается тормозная йуфта И. Через муфту 10 главный вал 7 приводится во вращение, при этом коромысло 25 выходит из паза конечного выключа1теля 77, обесточивая реле 92, и контакты 3 за мыкаются, в начале вращения Главного вала 7 выступ кулачка 19 нажимает на выключатель 18, в результате чего мем бранный привод 110 соединяется с атмосферной и размыкает конечный переключатель 94. К моменту подвода подвижного основания 48 с дюзами 57 к запаеваемым сосудам и остановки главного вала 7 путем замыкания коромыслом 25 конечного выключателя 17, вы ступ кулачка 19 сходит с выключателя 18, в результате чего усилитель 108 сообщается с мембранным приводом 110. Таким обра,зом система подготавливается к.получению сигнала об окончании операции запайки очередной партии со судов. После окончания операции запайки партия сосудов перемещается ранее описанным образом на позицию выстоя для охлаждения запаянной части, а затем под бункер 29. От вращения кулачка 35 через рычаг 33 с ролик | 34 механизм заталкивания приводится в движение вверх, в результатё готовые сосуды укладываются в бункер 29 между перегородками 30 с собачками 31 для удержания сосудов в- бункере. : . . J . Формула изобретения Г. Спрсоб наполнения и запайки стеклянных сосудов, преиму1Цё6т:йёйн6 ампул, включающий операции наполнения, запайки, подачи и отвода сосудов от рабочих органов, отличающийся тем, что, с целью увеличения прсягзводительности, во время запайки контролируют мсжент окончания операции запайки, а подачу и отвод сосудов от рабочих органов осуществляют по получении сигналу окбнЧгЖнШ оп ерацйй запайкйГГ 2.Устройство для осуществления способа по п. 1, включдЕОЩее привод устройства с электродвигателем и Главным валом, рабочие органы напойнения запайки, и транспортные средства подачи, отличающее с я тем, что устройство снабжено датчиЛО1 5 окончания операции запайки, а гла вный вал привода устройства снабженпусковой и тормозной электрсжагнит- ными муфтами, причем датчик окончания операции запайки электрически соединён с пусковой и тормозной электромагнитными муфтами главного вала привода., 3.Устройство по п. 2, о т л и -; ю щ е е с я тем, что датчик окон чания операции запайки выполнен в виде Кортгуса со сквозньм отверстием и заслонками поворотных шторок, укрепленных на корпусе пО числу одновре1 енно запаеваемых сосудов. :.источники информации, принятые во внимание при экспертизе 1.Патент ФРГ 1270233, кл. 32 а 33/08, 1968. 2.Патент Италии № 574153, кл. С 03 В, 1958.
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| МАШИНА ДЛЯ НАПОЛНЕНИЯ БАНОК ПРОДУКТОМ | 1998 |
|
RU2131834C1 |
| Автомат для высадки | 1974 |
|
SU512845A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| Устройство для согласования работы машин шоколадоотливочной линии со съемными формами и упаковочного автомата | 1974 |
|
SU526569A1 |
| УСТРОЙСТВО для ОТПАЙКИ СТЕКЛЯННЫХ ШТЕНГЕЛЕЙ | 1971 |
|
SU301009A1 |
| ГРЕЙФЕРНАЯ ПОДАЧА К ШТАМПОВОЧНОМУ ПРЕССУ | 1998 |
|
RU2146618C1 |
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| ПНЕВМАТИЧЕСКАЯ СИСТЕМА ДИСТАНЦИОННОГО | 1969 |
|
SU254355A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |

dojoyje
иг.
Ъ
so
пи
т
«
e«
° г«« oЙ
npt
J irl
J-V9Г
-O I O I о TO-
KJn
-y-s::
43
G
-& -t
