(54) АВТОМАТ ДЛЯ ВЫСАДКИ
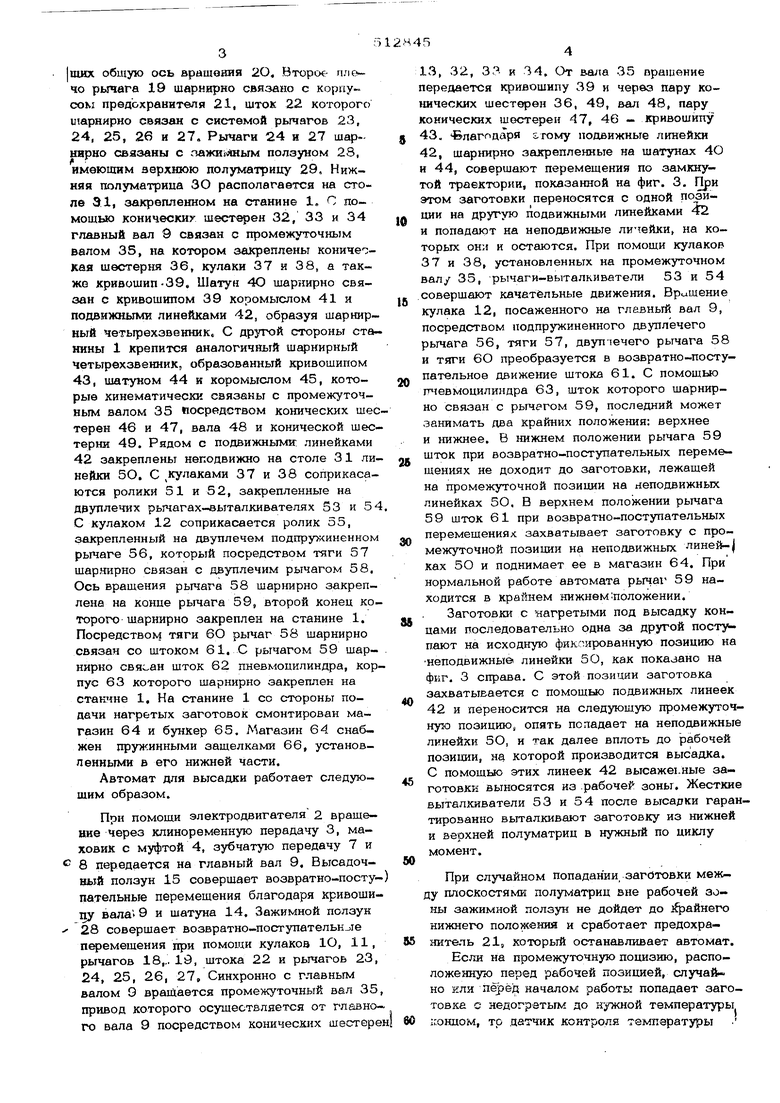
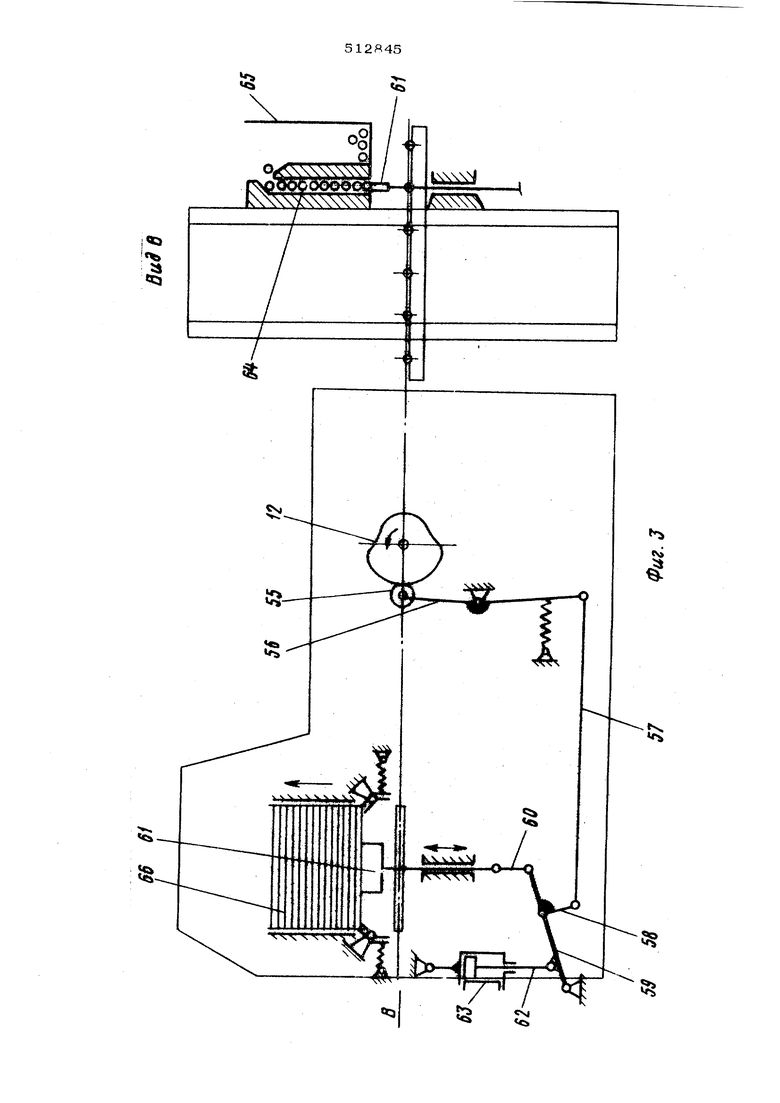
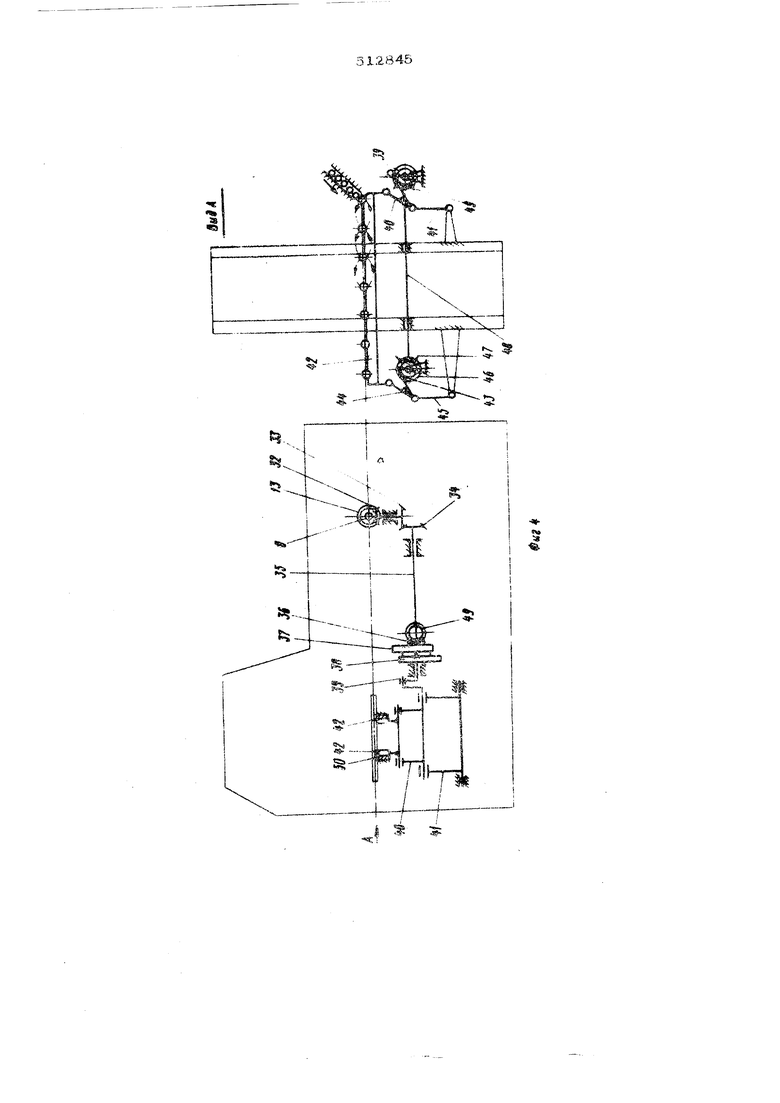
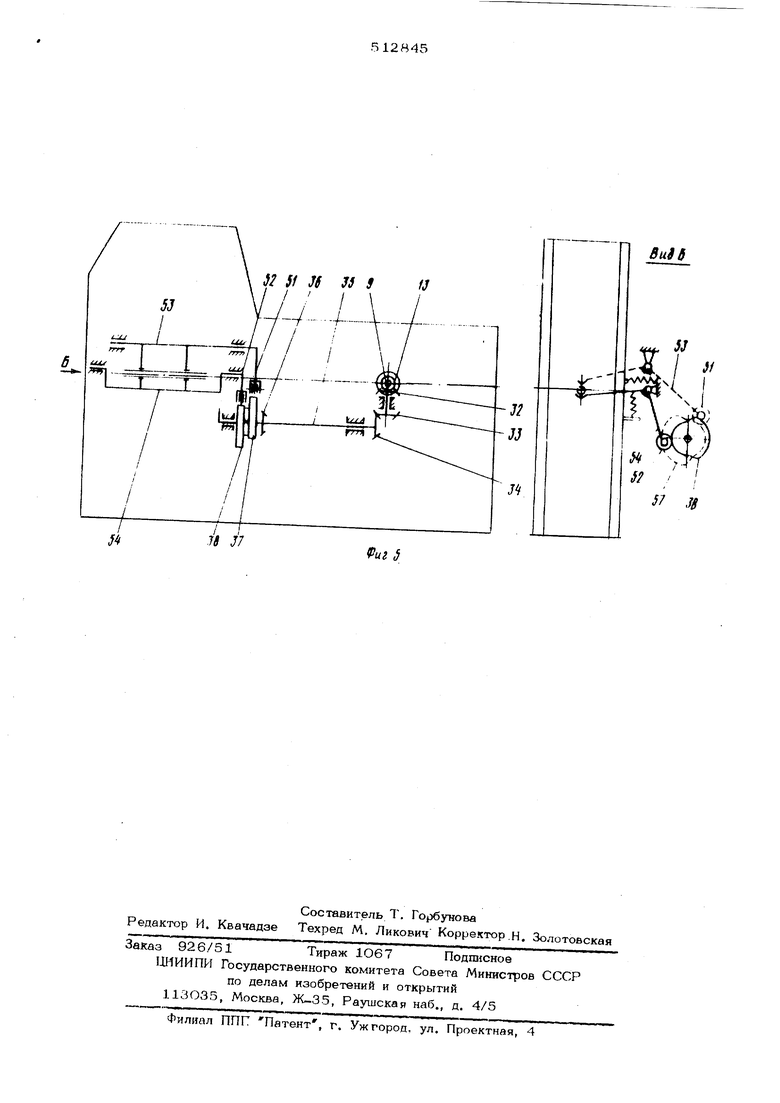
|щих общую ось вращения 2О, В repot- рычага 19 шарнирно связано с корпуосы предохранителя 21. шток 22 которого uiapHHpHo связан с системой рычагов 23, 24, 25, 26 и 27. Рычаги 24 и 27 шарнирно связаны с пажиялным ползуном 23, имеющим верхнюю полуматрицу 29. Нижняя полуматрииа ЗО располагается на стопе Э1, закрепленном на станине 1. С по мощью конических шестерен 32, 33 и 34 главный вал 9 связан с промежуточным валом 35, на котором закреплены коничет;Кая шестерня 36, кулаки 37 и 38, а такжв кривошип-39. Шатун 4О шарнирно связан с кривошипом 39 коромыслом 41 и подвижными линейками 42, образуя шарнирный четьфехзвенник. С другой стороны станины 1 крепится аналогичный шарнирный четырехзвенник, образованный кривошипом 43, шатуном 44 к коромыслом 45, которые кинематически связаны с промежуточным валом 35 посредством конических шестерен 46 и 47, вала 48 и конической шестерни 49. Рядом с подвижными: линейками 42 закреплены неподвижно на столе 31 линейки 5О. С кулаками 37 и 38 соприкасаются ролики 51 и 52, закрепленные на двуплечих рычагах-выталкивателях 53 и 54. С кулаком 12 соприкасается ролик 55, закрепленный на двуплечем подпружиненном рьгчаге 56, который посредством тяги 57 шарнирно связан с двуплечим рычагом 58. Ось вращения рычага 58 шарнирно закреплена на конце рычага 59, второй конец которого шарнирно закреплен на станине 1. Посредством тяги 6О рычаг 58 шарнирно связан со штоком 61. С рычагом 59 шар- . нирно шток 62 пневмоцилиндра, корпус 63 которого шарнирно закреплен на станине 1, На станине 1 со стороны подачи нагретых заготовок смонтирован магазин 64 и бункер 65. Магазин 64 снабжен пружинными защелками 66, установленными в его нижней части.
Автомат для высадки работает следующим образом.
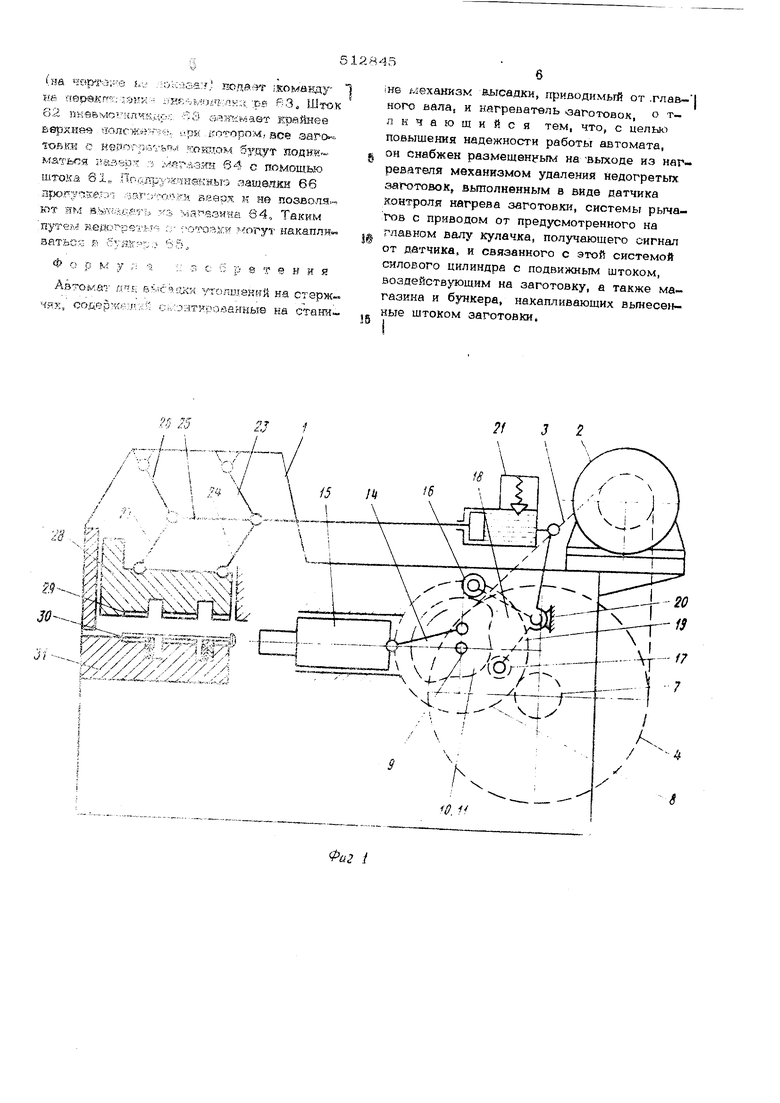
При помощи электродвигателя 2 вращение через клиноременную перадачу 3, маховик с муфтой 4, зубчатую передачу 7 и
8 передается на главный вал 9, Высадочный ползун 15 совершает возвратно-посту-) петельные перемещения благодаря кривошипу вала 9 и шатуна 14, Зажимной ползун
28 совершает возвратно-поступательною перемещения при помощи кулаков Ю, 11, рычагов 18,,. 19, штока 22 и рычагов 23, 24, 25, 26, 27, Синхронно с главным валом 9 вращается промежуточный вал 35, привод которого осуществляется от главно- . го вала 9 посредством конических шестерен
13, 32, 33 и 34. От вала 35 прашение передается кривошипу 39 и через пару конических шестерен 36, 49, вал 48, пару конических шестерен 47, 46 - кривошипу
43. «Благодаря ьгому подвижные линейки 42, щарнирно закрепленные на шатунах 4О и 44, совершают перемещения по замкнутой траектории, показанной на фиг. 3. При этом заготовки переносятся с одной позиЦИК на другую подвижными линейками 42 и попадают на неподвижные литейки, на которых они и остаются. При помощи кулаков 37 и 38, установленных на промежуточном вал/ 35, рычаги-выталкиватели 53 и 54 совершают качатёльные движения. Вришение кулака 12, посаженного на главный вал 9, посредством подпружиненного двуплечего рычага 56, тяги 57, двуптечего рычага 58 и тяги 6О преобразуется в возвратно-поступательное движение штока 61. С помощью пчевмоцилиндра 63, шток которого шарнирно связан с рычагом 59, последний может занимать два крайних положения: верхнее и нижнее. В нижнем положении рычага 59
, шток при возвратно-поступательных перемещениях не доходит до заготовки, лежащей на промежуточной позиции на неподвижных линейках 5О. В верхнем положении рьшага 59 шток 61 при возвратно-поступательных перемещениях захватывает заготовку с про0межуточной позиции на неподвижных линейках 5О и поднимает ее в магазин 64. При нормальной работе автомата рычаг 59 находится в крайнем нижнем :положении. . Заготовки с нагретыми под высадку концами последовательно одна за другой посту пают на исходную фиксированную позицию на неподвижные линейки 5О, как показано на фиг. 3 справа. С этой позиции заготовка захватывается с помощыо подвижных линеек
0 42 и переносится на следующую промежуточную позицию, опять попадает на неподвижные линейки 5О, и так далее вплоть до рабочей позиции, на которой производится высадка. С помощыо этих линеек 42 высажеьные заготовки выносятся из .рабочей зоны. Жесткие выталкиватели 53 и 54 после высадки гарантированно выталкивают заготовку из нижней и верхней полуматриц в нужный по циклу момент.
При случайном попадании, заготовки между плоскостями полуматриц вне рабочей зоны зажимной ползун не дойдет до 1файнего нижнего положения и сработает предохра- 5 нитель 21, который останавливает автомат. Если на промежуточную поцизию, расположенную перед рабочей позицией, случайно или перёд началом работы попадает заготовка с недогретым до нужной температуры 0 концом, то датчик контроля температуры
(на ч&тут-зуе ь-.г лок-зза: кодавт псоманду 1 не пе эвкг ; j)KK- л;кк- мост.лк;: :р« ВЗо Шток 62 пкввмо ; шчкиф;; 63 йлнкмает крайнее верхнее чолсж«-г-н. i:pjf ifOTOpoM, асе заго. tosKH о Heporpsi-bn./i к:оштам будут поднм. 5;вдер л j f r-Asmj. 64 с помощью штока 61„ Поолруж:гавкныэ аащелкк 66 лрогуаае э1 --л5Г:;со г51 аеврж к не позволя,-, 5ОТ ям э,ьк-:йд Г;;1 :з ма взяна 64, Таким путеы кейогветь --- гг отоа.ки накаплнватьсй сукК--г;.. 65,
Фор v; у ;; -5 ;: 5 С; б р 9 т е Н и я
AsTOi.ia ebiCJiiKK утолщений на стержчях, оодерЖ :д:;й Се.:энт5 рованныв на стани.
1не механизм ШэГсадки, приводимый от .главного вала, и нагреватель заготовок, о тлкчагошийся тем, что, с цельм повышения надежности работы автомата, он снабжен размещенным на -выходе из наг ревателя механизмом удаления Недогретых заготовок, вьшолненным в виде датчика контроля нагрева заготовки, системы рычагов с приводом от предусмотренного на главном валу кулачка, получающего сигнал от датчика, и связанного с этой системой силового цилиндра с подвижным штоком, воздействующим на заготовку, а также магазина и бункера, накапливающих вьтесенные штоком заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для накатки кольцевых профилей | 1976 |
|
SU656721A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Высадочный двухударный автомат | 1981 |
|
SU984604A2 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
«Ч «а
S2 SI H Л 9 fJ
/ / /
-74- - -J8 J/
j/ .//f
мг
