1
Устройство относится к технике .ультразвукового контроля и может быть использовано для ультразвукового контроля плит и листов с дальнейшей об- работкой результатов контроля на ЭВМ.
; Известно устройство для ультразвукового контроля плоских изделий, содержащее установочно-подвижный в вертикальном направлении акустический Ю блок с рядом акустических головок и электрически связанный с ним регистратор, рольганг для перемещения изделий и самоходную тележку для центрирования изделия под акустическим 15 блоком 1 ..
Недостатком известного устройства является малая надежность-и точность контроля.
Целью изобретения является повы- 20 шение надежности контроля.
Это достигается тем, что рольганг выполнен двухдорожечным с расстоянием между дорожками, достаточным для про-25 хода между ними отола тележки, стол тележки выполнен устаиовочно-подвижным в вертикальном направлении, акустический блоквыполнен с возможностью возвратно-поступательного перемеие- 30
НИН в нап равлении, перпендикулярном к перемещению рольганга.
Кроме того, с целью повышения точности контроля, оно снабжено блоком координатных меток, электрически связанным с регистратором.
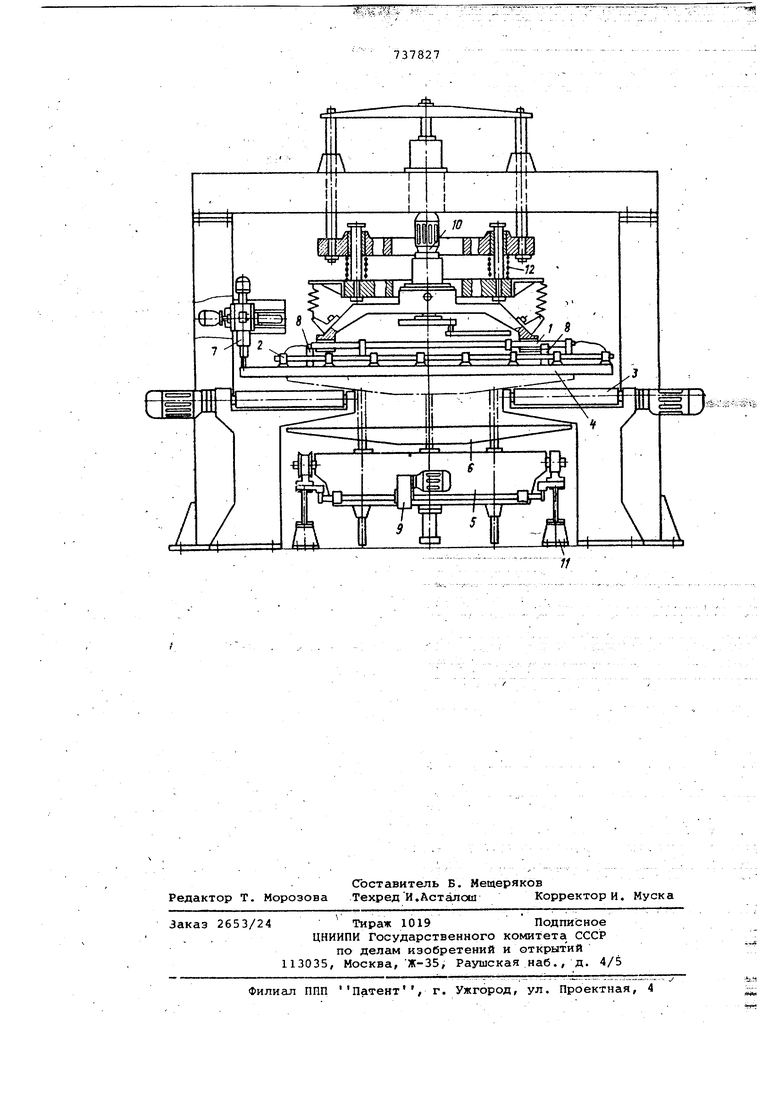
На чертеже показано описанное устройство, разрез.
Устройство для ультразвукового контроля плоских изделий содержит установочно-подвижный в вертикальном направлении акустический блок 1 с рядом акустических головок 2 и электрически связанный с ним регистратор (на чертеже не показан), рольганг 3 для перемещений изделий 4 и самоходную тележку 5 для центрирования изделия под акустическим блоком 1,рольганг 3 выполнен двухдорожечным с расстоянием между дорожками, достаточным для прохода между ними стола 6 тележки 5, который выполнен установочно-подвижным в вертикзшьном направлении, акустический блок 1 выполнен с возможностью возвратно-поступательНого перемещения и перпендикулярном направлении к перемещению рольганга блок 7 координатных меток, электрически связанный с регистратором (на чертеже не показан), опорные ролики 8 акустического блока 1, привод 9 тележки 5, привод 10 перемещения акустического блока 1, направляющие 11 и пружины 12 ориентирования акустического блока 1. Устройство работает следующим образом. Изделия 4, подлежащие контролю, п рольгангу поточной технологической линии (на чертеже не показано) транс портируются на рольганг 3, который, переместив изделие до акустических головок 2, выключается от концевого выключателя (на чертеже не показан). Затем изделие 4 центрируется отно сительно продольной оси устройства и поднимается над рольгангом 3 столом Блок 7 координатных меток устанав ливается на расстоянии 40-50 мм от Продольного края изделия 4 на высоте 10-20 мм от его поверхности « на.носит метку. Затем блок 7 отводится в направлёййй, противоположном движению издё-пия, на расстояние, достаточное дл прохода крайней головки 2. Акустичес кий блок 1 с акустическими головками 2 опускается на изделие 4. Акусти ческая головка 2 (крайняя) устйнавли вается над меткой, полученной на поверхности изделия 4 от блока 7 координатных меток. Включается насос подачи воды (на чертеже не показан) под акустически(е головки 2 и приводы9 и 10. Тележка 5, перемещаясь посредством привода 9 по направляющим 11, транспортирует изделие 4, а акустический блок 1 с акустическими головками 2, совершая вбзвратно-поступательноё движение поперек издеЛия, контролирует его. При этом блок 7 координатных меток периодически наносит метки, образуя линию у края изделия. Во время движения изделия 4 опорные ролики 8 акустического блока 1 контактируют с ним. Если же изделие 4 имеет уклон, тЬгда пружины 12 прижимают опорнае ролики 8 к его поверхности, следовательно, акустический блок 1 с акусти ческими головками 2 занимает паралЯёльйое положение относительно повер ности изделия.4 с постоянным расстоя ние Между акустическими головками и поверхностью изделия, что необходимо при определении глубины залегания дефектов в изделии. После прохода изделия 4 под акустическим блоком 1 приводы 9 и 10 выключаются, стол 6 тележки 5 опускается, оставляя проконтролированноеизделие на рольганге 3 для транспортирования его на склад готовой продукции. Затем самоходная тележка 5 с опущенным столом 6 и перечисленные механизмы возвращаются в исходное положение и работа устройства повторяется. Изобретение позволяет повысить качество контроля за счет отсчета координат расположения дефектов от постоянно нанесенной точки и линии. Неизменности первоначального положения изделия при контроле, перпендикулярности угла ввода ультразвуковых колебаний и постоянного расстояния Между искательными головками и пове)хностью изделия. Формула изобретения 1.Устройство для ультразвукового контроля плоских изделий, содержащее установочно-подвижный в вертикальном направлении акустический блок с рядом акустических головок и электрически связанный с ним регистратор, ррльганг для перемещения изделий и самоходную тележку для центрирования изделия под акустическим блоком, отличающееся тем, что, с целью повышения надежности контг ля, рольганг выполнен двухдорожечным с расстоянием межДу дорожками, достаточным для прохода между ними стола тележки, стол тележки выполнен установочно-подвижным в вертикальном направлении, акустический блок выполнен с возможностью возвратно-поступательного перемещейия в направлении, перпендикулярном к перемещению рольганга. . , 2.Устройство по п. 1, отличаю щ е е с я тем, что, с целью повышения точности контроля, оно снабжено блоком координатных меток, электрически связанным с регистратором. . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 180394, кл. G 01 N 29/04, 1966 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля профиля зуба зубчатых колес и устройство для его осуществления | 1980 |
|
SU1145938A3 |
| МНОГОКАНАЛЬНЫЙ МАГНИТНЫЙ СЕЙСМИЧЕСКИЙ | 1968 |
|
SU208289A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2006 |
|
RU2331066C1 |
| Устройство для регистрации и измерения прямолинейности перемещения тележки подачи бревен ленточнопильного станка | 1980 |
|
SU939942A1 |
| Измерительный модуль дефектоскопа и его следящее шасси | 2022 |
|
RU2778492C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Устройство для измерения размеров деталей | 1986 |
|
SU1397729A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2001 |
|
RU2184372C1 |
| Установка для сварки под флюсом | 1977 |
|
SU745627A1 |
| Устройство для контроля прямолинейности направляющих рельсов | 1987 |
|
SU1482844A1 |