// v. : ;;
Изобретение касается обработки металлов давлением и относится к штампам для раздачи и калибровки обечаек растяжением.
Известен штамп для правки кольцевых заготовок растяжением, содержащий подвижную плиту, несущую опорную плиту с радиальными пазами, в которых расположены хвостовики раздвижных секций, взаимодействующих с установленньга по оси штампа конусным пуансоном 1.
Недостатком этого штампа является низкое качество изделий, обусловленное, наличием неплоскостности кольцевых заготовок вследствие того, что пуансон жестко закреплен на верхней плите, а раздвижные секции, кроме радиального перемещения относительно опорной плиты, имеют осевое. Следовательно, отдельные секции под действием сил, возникающих в процессе упруго-пластической деформации, приподнимаются вертикально вверх, образуя неплоскость деформируемых заготовок.
Целью изобретения является повышение качества изделий.
Указанная цель достигается тем, что пуансон связан с подвижной плитой с возможностью осевого перемещения, в опорной плите выполнено сквозное осевое отверстие, а высота хвостовиков раздвижных секций соответствует высоте пазов опорной плиты.
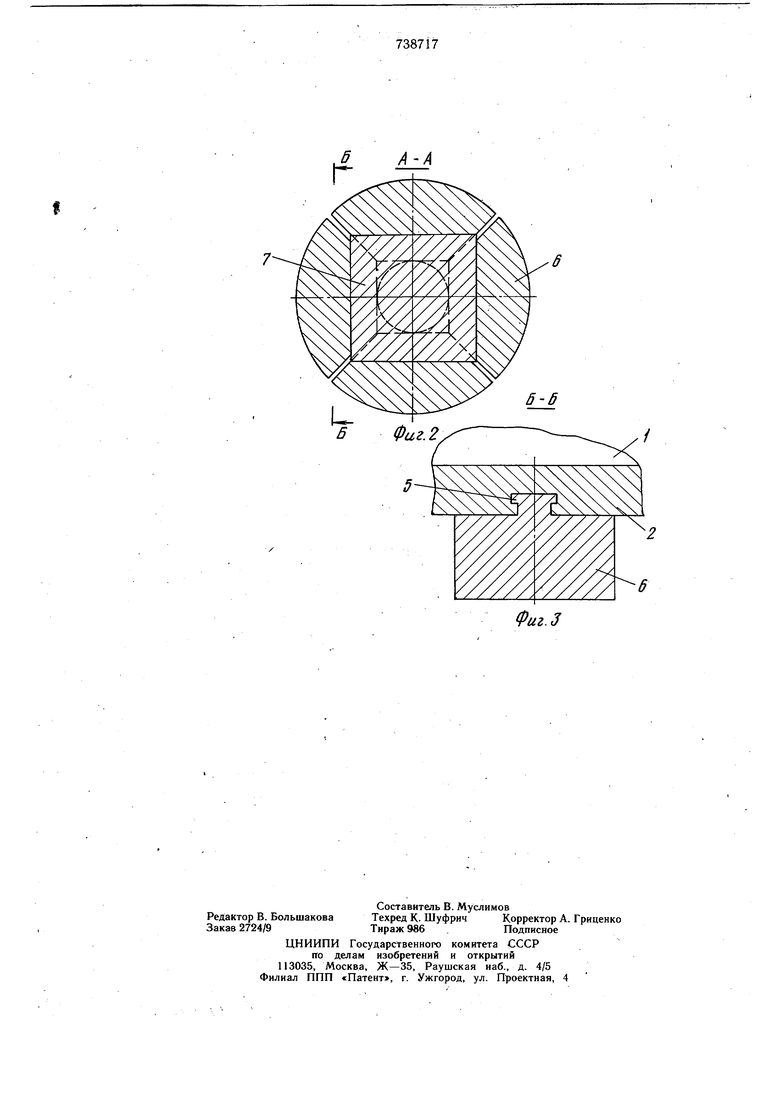
На фиг. 1 изображен штамп в продоль... ном разрезе (справа от оси изббражен
5 щтамп в исходном положении, слева - в
концевом положении); на фиг. 2 - разрез
А-А на фиг. 1; на фиг. 3 - разрез Б-Б
на фиг. 2.
Штамп содержит подвижную плиту 1, несущую опорную плиту .2 с радиальными 10 пазами 3, в которых расположены пружины 4 и хвостовики 5 раздвижных секций 6, взаимодействующих с установленным по оси штампа конуснымпуансоном 7, связанным болтами с подвижной плитой с возможностью осевого перемещения в сквозном осе15вом отверстии опорной плиты с помощью толкателя 8, расположенного в верхней плите, неподвижную плиту 9, в которой смонтированаматрица 10 и выталкиватель 11.
Штамп работает следующим образом.
Обечайку 12 устанавливают на вытал20киватель 11, расположенный в исходном положении заподлицо с верхней плоскостью плиты 9. При ходе ползуна пресса (на черfeжe не показан) вниз подвижная плита 1
С плитой 2, секциями 5 и пуансоном 7 также опускаются так, что секции 5 входят внутрь обечайки 12 и утапливают выталкиватель 11. Раздача и калибровка обечайки 12 начнется с того момента, когда торец пуансона 7, расположенный ниже торцов секций 6, коснется неподвижной плиты 9, и раздвижные секции 6 наклонными плоскостями начнут скользить по наклонным плоскостям конусного пуансона 7 и перемешаться в радиальном направлении по пазам 3 опорной плиты 2. Вертикальное же перемещение секций 6 относительно плиты 2 исключено вследствие того, что высота j BOCTOBHKOB 5 секций 6 соответствует высоте пазов 3 плиты 2. Процесс деформирований оканчивается в тот момент, когда торцы секций 6 также коснутся плиты 9.
При ходе ползуна вверх секции б поднимаются и под действием пружин 4 перемещаются в радиальном направлении к оси щтампа, уменьшая свой диаметр, и откалиброванная обечайка 2 снимается с секций 6. При заклинивании секций 6 пуансоном 7 толкатель 9 перемещает пуансон 7 в крайнее нижнее положение, после чего пружины 4 смещают секции б к оси щтампа. Таким образом, использование данного щтампа для раздачи и калибровки обечаек исключает их неплоскостность, что повыщает точность изготовления;
Формула изобретения
Штамп для раздачи и калибровки обечаек растяжением, содержащий подвижную плиту, несущую опорную плиту с радиальными пазами, в которых расположены хвосто вики раздвижных секций, взаимодействующих с установленным по оси щтампа конусным пуансоном, отличающийся тем, что, с целью повыщения качества изделий, пуансон связан с подвижной плитой с возможностью осевого перемещения, в опорной плите выполнено сквозное осевое отверстие, а высота хвостовиков раздвижных секций соответствует высоте пазов опорной плиты.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 499009, кл. В 21 D 25/00, 1974 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1063511A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для отбортовки | 1985 |
|
SU1269884A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| Штамп для получения полых деталей | 1988 |
|
SU1641486A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |