Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для изготовлений полых деталей.
Цель изобретения - повышение производительности.
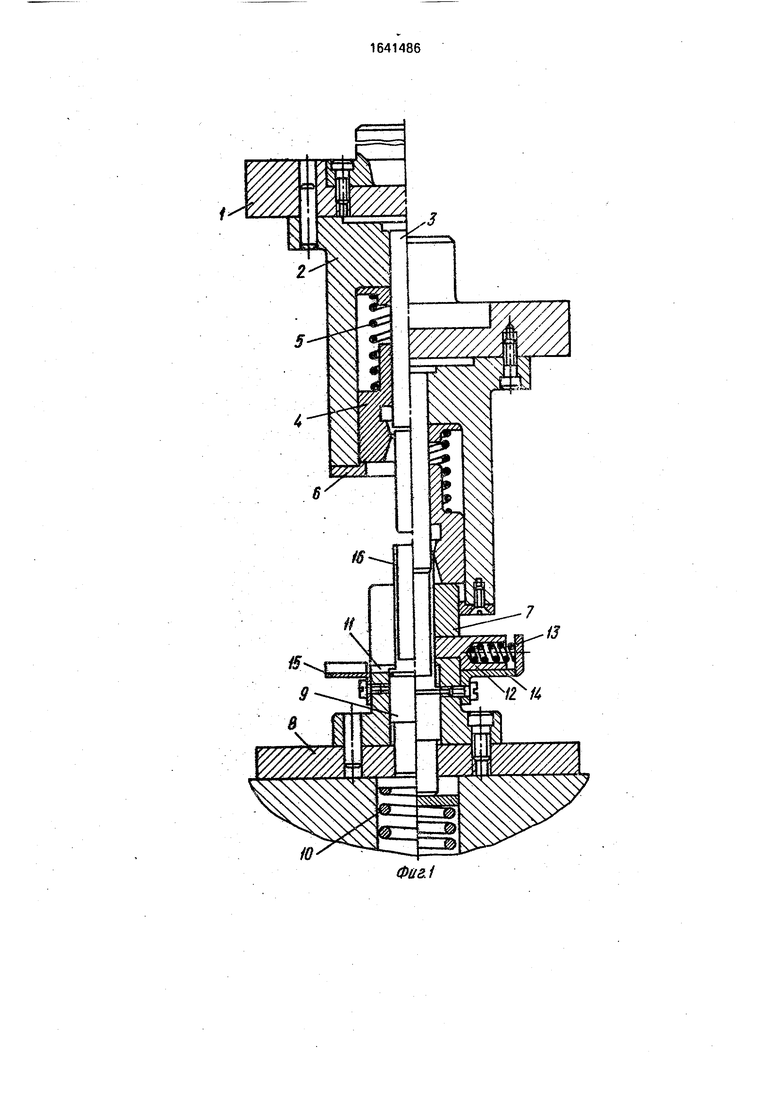
На фиг.1 представлен штамп, общий вид; на фиг.2 - нижняя часть штампа, план.
Штамп содержит в верхней части опорную плиту 1, связанную с ползуном пресса, на которой жестко закреплен корпус 2, имеющий полость переменного сечения. В осевом отверстии меньшего диаметра корпуса неподвижно закреплен пуансон 3, имеющий форму стержня переменного сечения с фланцем, причем меньший диаметр пуансона соответствует исходному внутреннему диаметру обрабатываемой детали, а больший - диаметру обрабатываемой детали в месте утоненной части.
Переход от меньшего диаметра пуансона к большему выполнен конусным.
Hs большем диаметре пуансона 3 в полости корпуса 2 устаноалена с возможностью ограниченного осевого перемещения матрица 4, имеющая кроме рабочей части также и направляющую часть
Матрица 4 подпружинена относительно корпуса пружиной 5 сжатия, а ее осевое передвижение по пуансону 3 os раничено крышкой 6, жестко закрепленной на тор.а корпуса 2
В нижней части штампа расположен ограничитель 7, жестко закрепленный на опорной плите 8. В верхней части ограничителя выполнен сквозной паз шириной, равной иль несколько большей диаметра обрабатываемой детали, а а нижней - осевое отверстие диаметром, равным ширине паза или большим, чем диаметр фланца обрабэтыV ama
О
ь
1
О©
о
ваемой детали (в случае если деталь с фланцем в донной части). В осевом отверстии ограничителя и опорной плиты размещен буферный механизм в виде толкателя 9, имеющего контакт верхним торцом с дном обрабатываемой детали, а другим - с буфером 10. В случае, если обрабатываемая деталь имеет фланец в донной части, то в ограничителе выполняется дополнительный паз 11 шириной и высотой, равными соот- ветственно диаметру и высоте обрабатыеа- емой детали, который служит а качестве съемника детали с пуансона 3.
Для ориентирования обрабатываемой детали в ограничителе установлены подвижные фиксаторы 12, подпружиненные пружинами 13 и передвигающиеся по кронштейнам 14, закрепленным на ограничителе 7. Для удобства подачи обрабатываемой детали в штампе на ограничителе 7 закреп- яен также лоток 15.
Штамп для получения полых деталей со стенкой переменного сечения работает следующим образом.
Обрабатываемая деталь 16 устанавливается на лоток 15, вдвигается в паз ограничителя 7 и ориентируется фиксаторами 12.
При ходе ползуна пресса вниз пуансон
3входит в полость обрабатываемой детали 1.6. При дальнейшем ходе ползуна верхняя часть обрабатываемой детали проходит через рабочую часть матрицы 4 и упирается своим верхним торцом в конусную часть пуансона 3. После этого происходит раздача верхней части обрабатываемой детали (той части, которая имеет меньшее сечение). Процесс раздачи происходит до тех пор, пока пуансон 3 своим нижним торцом не коснется дна обрабатываемой детали 16. Для предотвращения отхода обрабатываемой детали 16 в процессе раздачи вниз буфер 10 настраивается на усилие несколько большее, чем усилие раздачи.
После касания пуансоном 3 дна обрабатываемой детали 16 нижний торец матрицы
4упирается в верхний торец ограничителя
7 и матрица останавливается, а пуансон 3, продолжая движение, протягивает верхнюю часть обрабатываемой детали через матрицу 4. При этом восстанавливается ис5
Q
5
0
5 0 5
«
ходный наружный диаметр детали, а внутренняя полость принимает конфигурацию и размеры пуансона. Излишек металла, образующийся при протяжке, идет на увеличение длины детали. Матрица, имея направление по пуансону 3, не имеет возможности радиального смещения в процессе протяжки.
При протяжке под действием усилия от ползуна пресса, передаваемого через пуансон 3 и дно обрабатываемой детали, опускается толкатель 9, сжимая буфер 10. После остановки матрицы 4 в процессе протяжки происходит сжатие пружины 5.
npts обратном ходе ползуна пресса пуансон 3 поднимается. Вместе с ним поднимает ся обрабатываемая деталь 16 и толкатель 9 под действием буфера 10. Деталь 16 поднимается до у п ора фланца в верхнюю часть паза 11, после чего останавливается. Толкатель 9и буфер занимают исходное положение, а пуансон 3. продолжая движение вверх, выходит из полости обрабатываемой детали 16. При ходе ползуна вверх матрица 4, под действием сжатой пружины 5. остается на месте, пока не выберется зазор между нижним торцом матрицы и крышкой 6.. После этого верхняя часть штампа уходит вверх и занимает исходное положение. Обрабатываемая деталь 16 выталкивается из фиксаторов 12 при установке следующей детали.
Формула изобретения
1.Штамп для получения полых деталей преимущественно со стенкой переменного сечения, содержащий рабочий инструменте виде ступенчатого пуансона и матрицы с направляющим элементом, полый ограничитель перемещения одного из рабочих инструментов, а также съемник, отличающийся тем, что, с целью повышения производительности, он снабжен буферным механизмом, размещенным в указанном ограничителе, направляющий элемент матрицы выполнен в виде хвостовика с отверстием, соосным рабочему отверстию матрицы, охватывающему пуансон по его боковой поверхности
2.Штамп по п. 1,отличающийся тем, что ограничитель перемещения матрицы выполнен со сквозным радиальным пазом в его стейке для ввода заготовки в его полость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для однопереходной штамповки полых деталей с перемычкой | 1986 |
|
SU1449224A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461580A1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |

Изобретение относится к обработке металлов давлением, в частности к штампам для получения по-тых деталей со сгенкой переменного сечения Цель изобретения - повышение производительности Штамп для получения полых деталей содержит ступсн- чатий пуансон, матрицу г, направляющим элементом в виде хвостовика с осевым отверстием, полый ограничитель черемещен ч пуансона со сквозным оздиальным пазом в стенке, а также съемник При опускании пуансона происходит оегламентарованное истечение металла .«; ли заготовка в зазор, образуемый перемео -емыми элемент э- ми штампа 1 з.п ф-лы 2 ил.
981 It/91
12
