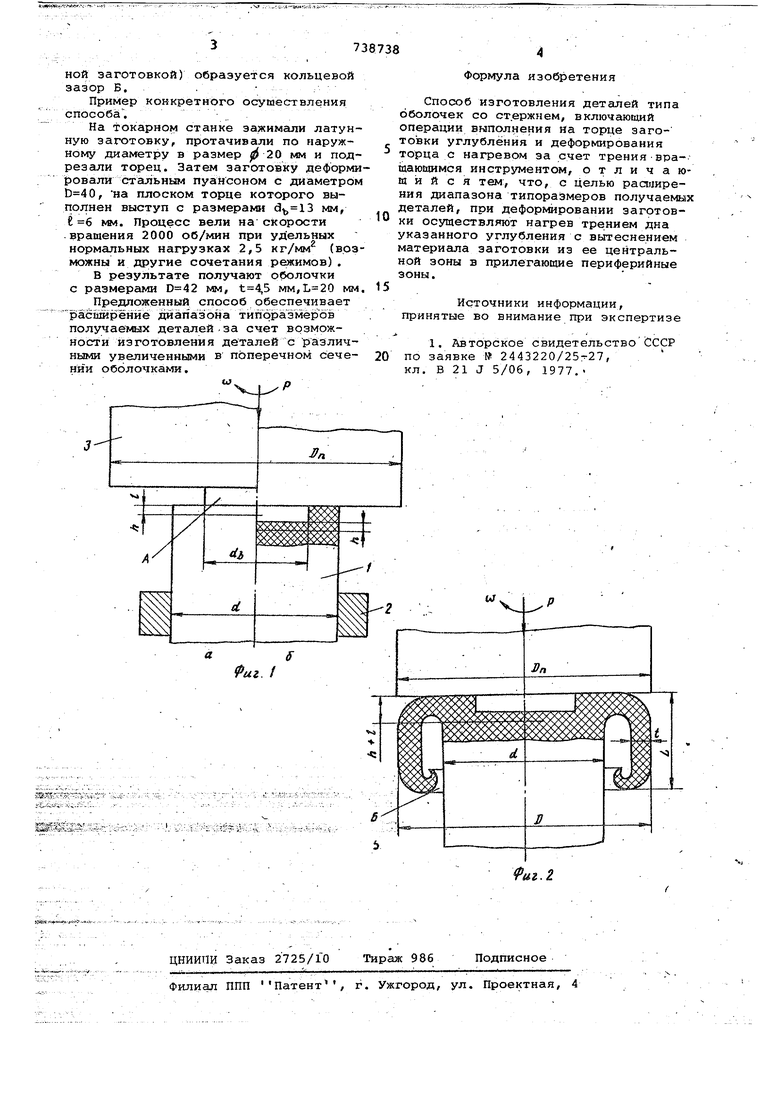
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОБОЛОЧЕК Изобретение касается обработки металлов давлением и относится к спо собам изготовления деталей типа оболочек со стержнем. Известен способ изготовления деталей типа оболочек со стержнем, включающий выполнение на торце заготовки углубление идеформирование торца с нагревом путем трения вращающимся инструментом Известныйспособ не позволяет получать детали с различным диапазоном типоразмеров, а именно детали с различными, увеличенными в попереч ном сечении оболочками. Целью изобретения является расширение диапазона типоразмеров получае мых детсшей. Поставленная цель достигается тем что при деформировании заготовки осуществляют нагрев трением дна указанного углубления с вытеснением материала заготовки из ее центральной зоны в прилегающие периферийные зоны. На фиг. 1 и 2 показана схема осуществления предложенного способа в начальный и конечный моменты. Прутковую заготовку 1 диаметром d закр.епляют в зажимном устройстве 2 СО СТЕРЖНЕМ Соосно ей устанавливают пуансон 3 диаметром D , на плоском торце: которого выполнен выступ А длиной 8 . Диаметр d выступа А меньше диаметра d заготовки. Способ осуществляется следующим образом. Пуансону 3 сообщают вращательное движение с определенной угловой скоростью IW и через выступ А к торцу заготовки 1 прикладывают осевое усилие Р, в результате чего на контактной поверхности заготовки и инструNSBHTa создается тепловыделение от трения. Металл заготовки на некоторой глубине нагревается до состояния пластичности, и выступ А пуансона внедряется в заготовку, вытесняя часть ее металла на периферию. После соприкосновения заплечика пуансона с торцом заготовки начинается процесс формовки оболочки, при этом за счет наличия выступа А на- торце пуансона толщина нагретого слоя (t + h) увеличена, наружный диаметр оболочки и толщина t её стенки в значительной степени увеличиваются (фиг. 2) . Кроме того, на свободном торце между оболочкой и стержневой частью (исходной заготовкой) образуется кольцевой зазор Б. . . . Пример конкретного осушествления способа . На токарном станке зажимали латунную заготовку, протачивали по наружному диаметру в размер 20 мм и подрезали торец. Затем заготовку деформи ровали стальным пуансоном с диаметром , на плоском торце которого выполнен выступ с размерами мм, 6 NW. Процесс вели на скорости вращения 2000 об/мин при удельных нормальных нагрузках 2,5 кг/мм (воз можны и другие сочетания режимов). В результате получают оболочки с размерами мм, ,5 мм, мм Предложенный способ обеспечивает расишрёниё дйапазона типоразмеров получаеких деталей.за счет возможности изготовления деталей с различными увеличенными в поперечном сечении оболочками. « р ( vwi Vv - Формула изобретения Способ изготовления деталей типа оболочек со стержнем, включающий операции выполнения на торце заготовки углубления и деформирования торца с нагревом за счет трения вращающимся инструментом, отличающийся тем, что, с целью расмирения диапазона типоразмеров получаемых деталей, при деформировании заготовки осуществляют нагрев трением дна указанного углубления с вытеснением материала заготовки из ее центральной зоны в прилегающие периферийные зоны. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельствоСССР по заявке № 2443220/25-27, кл. В 21 J 5/06, 1977.«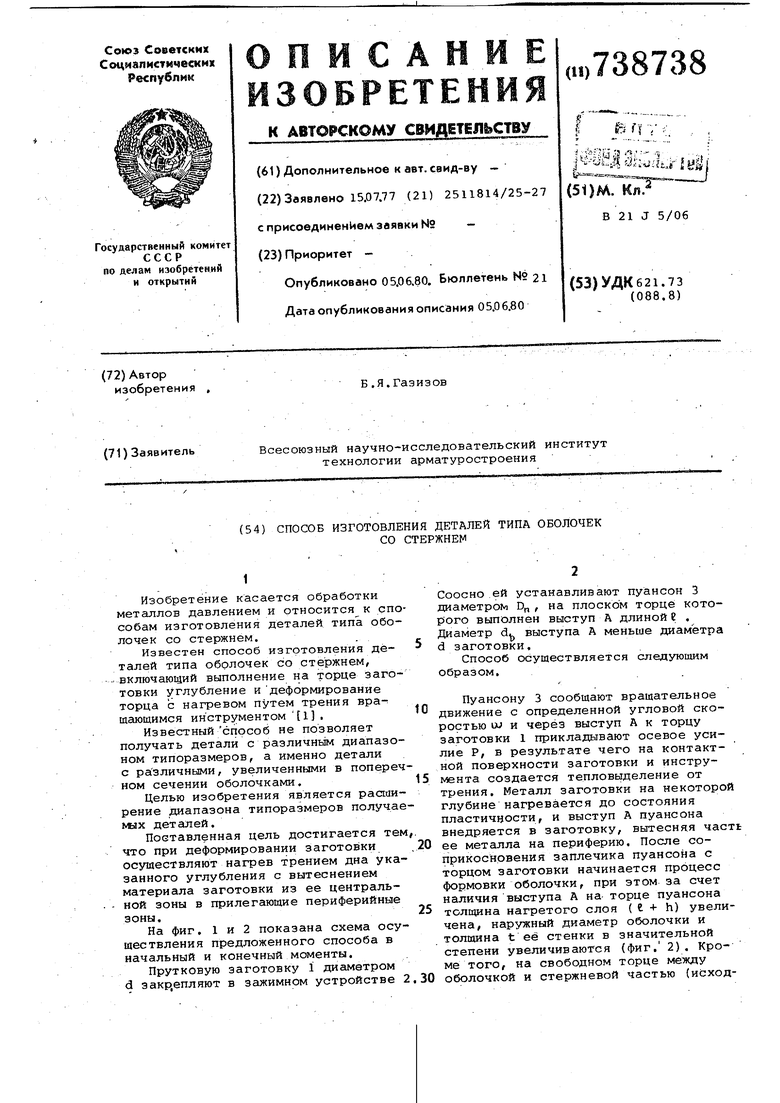
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Способ изготовления изделий типа оболочек на стержневых заготовках и матрица для его осуществления | 1981 |
|
SU1016011A1 |
| Способ получения изделий типа оболочек с внутренним стержнем | 1977 |
|
SU619270A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
