Изобретение относнтса к области об работи метацпов давпением и может, быть спояьзовано при получении детапей типа; оболочек-с внутренним стержнем, напрв-мер клапанов, плунжеров, золотников вентилей и др.
Известен способ формовки оболочек, захлоочакшийса в местном нагреве; пругковой заготовки токами высокой частоты н деформировании торца врапаюшимса р йиковыминструментом ij . Однако этот способ не обеспечивает высокой производитвльиостн,требует больших затрат электроэнергии и сложной оснастки, Известен также способ получения обоПочек с внутренним стержнем, заключающийся в нагреве Тороа стержневой заготовки трением и деформировании ее вра- шаюшимся пуансоном, диаметр которого не. меньше диаметра заготовки 2 .
Недостатком известного способа .явямнется отсутствие возможности получения оболочек сломсиой конфигурации, например ступенчатых.
С целью расширения номенклатуры пьлучаемых изделий, предварительно в тор-, цсшой части заготовки выполняют полость, а в процессе осаживания материал, вытео няемый в эту полость пуансоном, cBapiiвают с материалом остальной части
ТОВКИ4
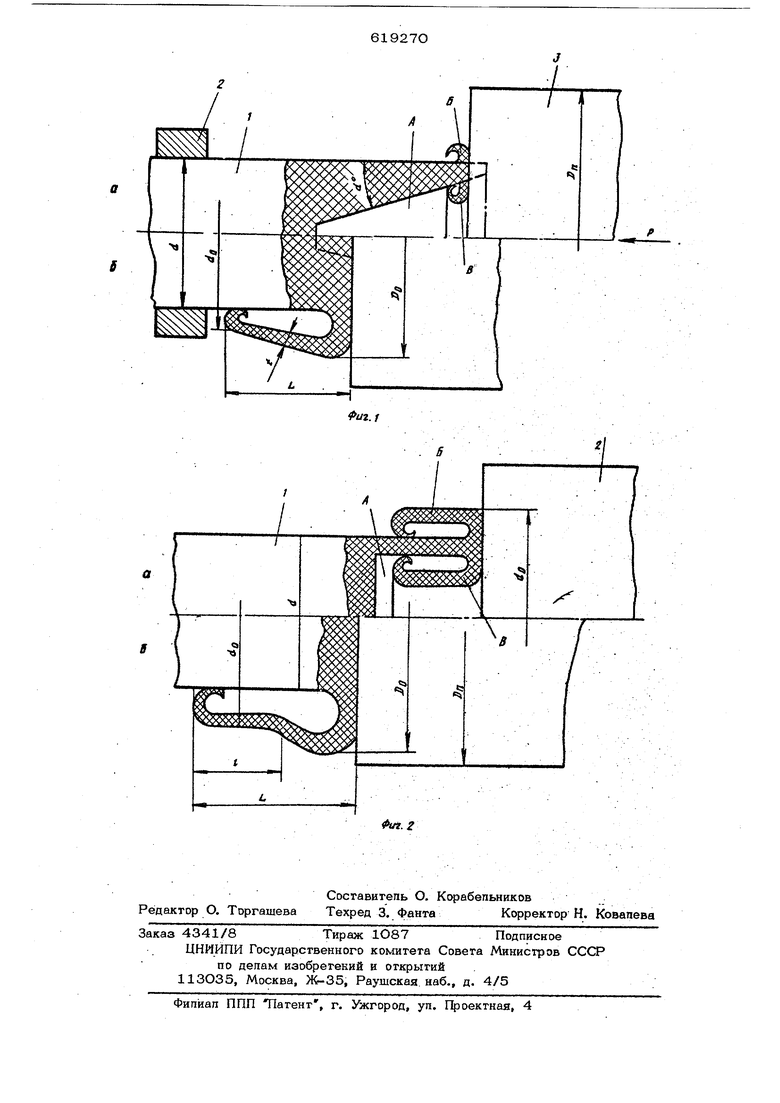
На фиг. 1 показаны стадии получения коиической оболочки; на фиг. 2 - стадии получения ступенчатой обол.очки.
Ст жневая (прутковаяУ заготовка 1 диаметром d , в торцовой части которой, обращенной к пуансону, выполнена, например, штамповкой, коническая полость А,, закреплена в зажимном устройстве 2, наярим { в патроне токарного станка. Соооно с заготовкой 1, например в пиноли зад ней бабки станка, установлен пуансон 3, имеющий плоский рабочий торец.
Способ осуществляется следующим образом.
ЗаЛ)тОвке 1 сообщают 1вращагепьное движение с угловой скоростью t) и к ее торцу пуансон 3 прикладывают осевое усилие Р, в результате чего на
контактной поверхност эоэникаюг силы трения, работа которых, преобразуясь в теппо, приводит к нагреву метаппа окопо контактной зоны загоговкв до ппастиче ского состояния и он вытесняется пуансона в свободное пространство варужу и в полость А, образуя наружную обо почку Б и внутреннюю В. Нагретый метапп НАХОДЯЩИЙСЯ в попости Л, в дальнейшем под действием осевого усипия осаживается и сваривается с металлом остальной (сплошной) части заготовки, после чего заготовка 1 представляет собой сплошной стержень с наружной оболочкой. дальнейшей деформации происходит ув ппч&нке Диаметра формуемой обопоч1Ш- с ; вепвчвнн@м тотааины ее стенки,
На аагогоше,|нмбещеа & торцовой чаоти коническую полость почучаегет; КИ1 ческая оболочка, а на ааготовк© с предваркгелшо выпопненной цилйнгфической полостью копучаетсн ступекчатая Нйлинй.рическая обокочка.
Наличие попости А в ааготовке 1 со ;стороны ее торца, окатанного к пушюО ну, обуславливает умеяыиенке диаметра оболочки в первой (начальной) стадии деч формирования, т.е. со стороны ее свобод- кого торца, чтопридает ей ологккую форму.
Способ осуществляетсн следующим образом.
Приме р. Гфутковые заготовки из латуни марки Л63 зан имают в патроне токарного станка модета 1462 протачй- вают по Наружному диаметру 18 мм и ратачивают торцовые поп octa: коническую с углом при вершине «Х; ««ЗО Я 1Ш вдндрйче скую сразмерами дкаметр® iS мм, гпубиной ЗО мм.
Заготовкивращают со скоростью 8ОО2ООО об/мни, и деформируют стальным пуансоном при удельных осевых нагрузках О,5 - 6 кгм/мм .
Из заготовок, имеющих коническую полость, получают оболочки с размерами D .32 мм, , -ЗО мм, а из заготовок с цилиндрической полостью полу.чают ступенчатые оболочки с размерами DO 32 мм, do мм, 25 мм и Ь О мм.
Способ дает возможность формовать оболочки сложной формы, в. том числе и ступенчатые, т.е. расширяетсяноменклатура получаемых изделий, что позволяет сократить объем механической обработки, обеспечить экономию металла и снижение трудозатрат.
Формула изобретения
Способ получения изделий типа оболс чек с внутренним стержнем, включающий нагрев торца, стержневой заготовки трением, и осаживание ее вращающимся луаксонрм, диаметр, не меньше диаметра заготовки, .отл.ичающийс я тем, что, с целью расширения номенг хпатуры получаемых изделий,предварительно в торцовой части заготовки выполняют полость, а в процессе осаживания материал,, вытесняемый в эту полость пуансоном, сваривают с материалом остальной части заготовки.
Источники информации, .принятые во внимание при экспертизе:
1,Патент Японии № 4289, кл. 12 С 55, 1963.
2,Аэт1 ское свидетельство СССР
№ 5О7982, кп. В 21 3 5/О6, ЗО.12.74.
ч. 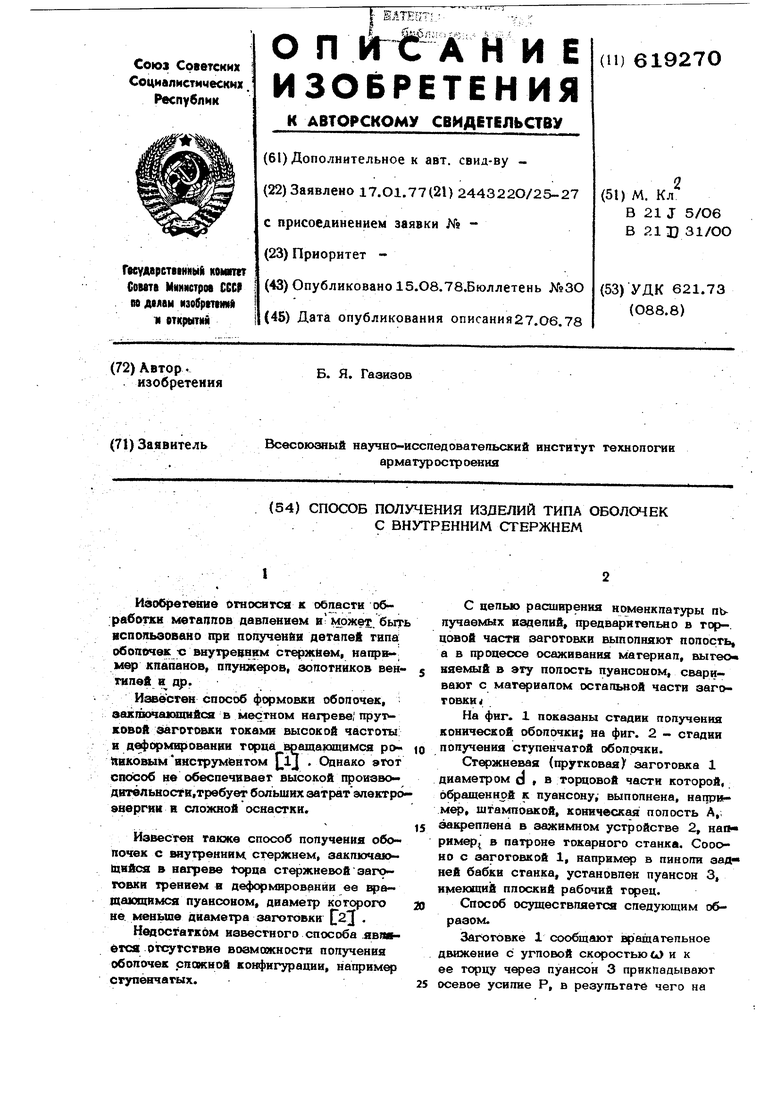

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Способ формовки оболочек на стержневых заготовках | 1975 |
|
SU695753A1 |
| Способ изготовления оболочек сложной формы на стержневых заготовках | 1975 |
|
SU695754A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Устройство для формования изделий из порошка | 1983 |
|
SU1130439A1 |
| Способ изготовления деталей типа оболочек со стержнем | 1977 |
|
SU738738A1 |
| Способ формовки деталей | 1977 |
|
SU733833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |