(54) СТАНОК ДЛЯ ОТРЕЗКИ ЛИТНИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления деталей из проволоки | 1984 |
|
SU1326380A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Устройство к ножницам для укладки листовых заготовок в стопу | 1986 |
|
SU1318353A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КИРПИЧА | 2001 |
|
RU2193967C1 |
| Отрезной станок для удаления литников и промывников с отливок типа ручек | 1987 |
|
SU1507534A1 |
| Отрезной станок для удаления техно-лОгичЕСКиХ пРибылЕй C лиТыХ зАгОТОВОКпОРшНЕй | 1979 |
|
SU846097A1 |
| Устройство для растаривания емкостей | 1973 |
|
SU483343A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| Устройство для термической обрезки конца трубы | 1980 |
|
SU967707A1 |
I
Изобретение относится к литейному производству, в частности,к устройствам для резки литников.
Известен станок для резки заготовок, содержащий станину, на направляющих которой установлены две приводные в горизонтальной ТШоскости каретки, с закрепленными на них но 1сами, направленными навстречу друг другу, и подвижное в горизонтальной плоскости зажи1 шое устройство 1.
Недостатки известной конструкции - возможность обработки деталей одного вида с малым сечением литников и недостаточное качество поверхности среза.
Целью изобретения является отделение литников различного типоразмера и повыщение качества поверхности среза.
Это достигается тем, что станок снабжен установленными на станине ударным механизмом и
/ тележкой с колебательным устройством, имеющей возможность возвратно-поступательного перемещения по направляющим станины, а приводы кареток выполнены в виде двух вертикальных щшиндров, щток каждого из которых
связан со станиной и кареткой посредством щарнирного двухзвенника, а его корпус щарнирно укреплен на станине, причем колебательное устройство вьшолнено в виде подвижной в горизонтальной плоскости рамкя с закрепленными на ней навстречу друг другу подпружиненными упорами, предназначенньши для взаимодействия с литником, а ударный механизм выполнен в шарнирно закрепленной на раме качалки, один конец которой связан с приводом, а дру10 „
. . гои - с ударником.
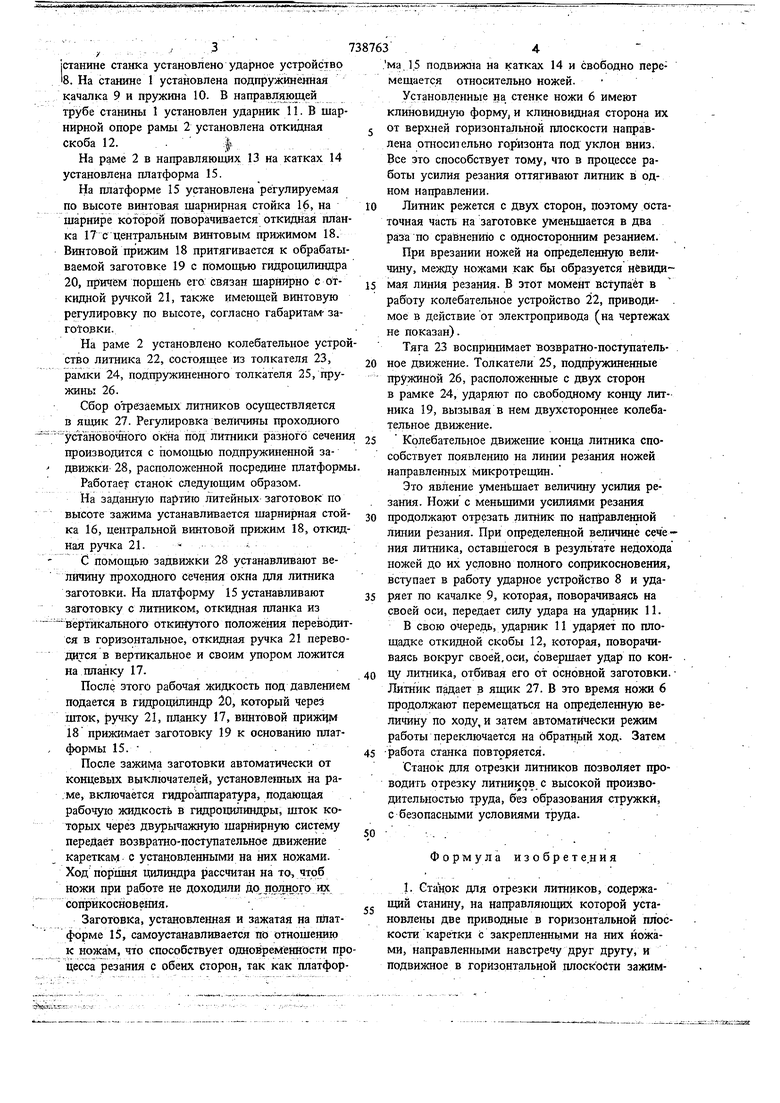
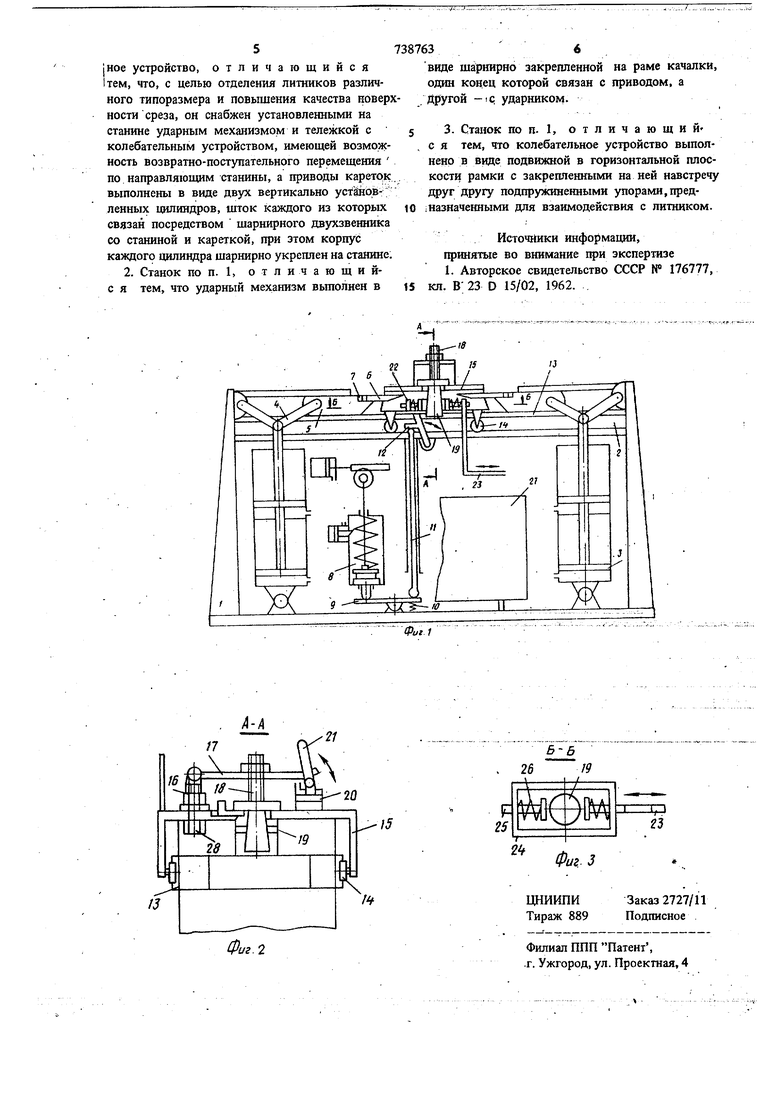
На фиг. 1 изображена схема предлагаемого станка; на фиг. 2 - разрез А-А фиг. 1; на фиг./З - разрез Б-Б фиг. 1.
Станок для отрезки литников состоит из ста15нины 1, рамы 2, силовых гидроцилинДров 3 с рычагами 4, свободно поворачивающимися в шарнирных соединениях относительно щтока гидроципиндра и каретки 5. На каретках 5 . жестко крепятся ножи 6 клиновидной формы.
20 Ножи при помощи прокладок 7 могут регулироваться в зависимости от сечения отрезаемого литника н:) определенную величину хода ножей, что способствует лучшей наладке станка. На
станине станка установлено ударное устройство 8. На станине 1 установлена подпружиненная качалка 9 и пружина 10. В направляющей трубе станины 1 установлен ударник 11. В шарнирной опоре рамы 2 установлена откидная скоба 12..
На раме 2 в направляющих 13 на катках 14 установлена платформа 15.
На платформе 15 установлена регулируемая по высоте винтовая шарнирная стойка 16, на шарнире которой поворачивается откидная планка 17 с центральным винтовым прижимом 18. Винтовой прнжим 18 притягивается к обрабатываемой заготовке 19 с помощью гидроцилиндра 20, причем поршень его. связан шарнирно с откидной ручкой 21, также имеющей винтовую регулировку по высоте, согласно габаритам- заготовки.
На раме 2 установлено колебателыюе устройство литника 22, состоящее из толкателя 23, рамки 24, подпружиненного толкателя 25, пружины 26.
Сбор отрезаемых литников осуществляется в ящик 27. Регулировка проходного установочного окна под литники разного сечения производится с помощью подпружиненной задвижки 28, расположенной посредине платформы.
Работает станок следующим образом.
На заданную партию литейных заготовок по высоте зажима устанавливается шарнирная стойка 16, центральной винтовой прижим 18, откидная ручка 21. -i
С помощью задвижки 28 устанавливают величину проходного сечения окна для литника заготовки. На платформу 15 устанавливают заготовку с литником, откидная планка из Вертикального откинутого положения переводится в горизонтальное, откидная ручка 21 переводится в вертикальное и своим упором ложится на планку 17.
После этого рабочая жидкость под давлением подается в гидроцилиндр 20, который через шток, ручку 21, пл.анку 17, В1штовой прижчм 18 прижимает заготовку 19 к основанию платформы 15. ..
После зажима заготовки автоматически от концевых выключателей, установле1шых на ра.ме, включается гидроштпаратура, подающая рабочую жидкость в гидроцилиндры, шток которых через двурычажную шарнирную систему передает возвратно-поступательное движение кареткам с установленными на них ножами. Ход поришя цилиндра рассчитан на то, чтоб ножи при работе не доходили до потаргр их сотфикосновения..
Заготовка, установленная и зажатая на платформе 15, самоустанавливается по отношению к ножам, что способствует одновременности процесса резания с обеих сторон, так как платфор.ма 1.5 подвижна на катках 14 и свободно перемещается относительно ножей.
Установленные на стенке ножи 6 имеют клиновидную форму, и клиновидная сторона их от верхней горизонтальной плоскости направлена ОТНОСИ ельно горизонта под уклон вниз. Все это способствует тому, что в процессе работы усилия резания оттягивают литник в одном направлении.
Литник режется с двух сторон, поэтому остаточная часть на заготовке уменьшается в два раза по сравнению с односторонним резанием.
При врезании ножей на определенную величину, между ножами как бы образуется невидимая линия резания. В этот момент вступает в работу колебательное устройство 22, приводимое в действие от электропривода (на чертежах не показан).
Тяга 23 воспршшмает возвратно-поступательное движение. Толкатели 25, подпружиненные пружиной 26, расположенные с двух сторон в рамке 24, ударяют по свободному концу литника 19, вызывая в нем двухстороннее колебательное движение.
Колебательное движе1ше конца литника способствует появлению на ли}ши резания ножей направленных микротрещин.
Это явление уменьшает величину усилия резания. Ножи с меньшими усилиями резания продолжают отрезать литник по нацравленной линии резания. При определе1шой величине сечения литника, оставшегося в результате недохода ножей до их условно полного соприкосновения, вступает в работу ударное устройство 8 и ударяет по качалке 9, которая, поворачиваясь на своей оси, передает силу удара на ударник 11.
В свою очере;№, ударник 11 ударяет по площадке откидной скобы 12, которая, поворачиваясь вокруг своей, оси, совершает удар по концу литника, отбивая его от основной заготовки. Литник падает в ящик 27. В это время ножи 6 продолжают перемещаться на определеннзто величину по ходу, и затем автоматически режим работы переключается на обратньга ход. Затем работа станка повторяется.
Станок для отрезки литников позволяет проводить отрезку ЛИТ1ШКОВ с высокой производительностью труда, без образования стружки, с безопасными условиями труда.
Формула изобрете.ния
