Изобретение относится к автоматизации сварочного производства и может быть использовано при управлении процессом сварки, осуществляемым с помощью наложения магнитных полей.
Цель изобретения - повьшение производительности и уменьшение установленной мощности сварочного оборудования за счет уменьшения периода корот- ких замыканий.
Сущность изобретения заключается в том, что в момент короткого замыкания на шейку капли воздействуют импульсом магнитного-поля, которое, взаимодействуя с током, протекающим че- рез перемычку расплавленного металла, обрывает ее.
При горении сварочной дуги на конце электрода образуется капля расплавленного металла, которая периодически перехйдит в сварочную ванну. При стабилизированных параметрах сварочного процесса шейка капли образуется практически в одном и том же месте . При стекании капли с электрода су шествует промежуток времени, когда она прикреплена и к сварочной ванне, и к электроду. Поперечное магнитное поле, взаимодействуя с током короткого замыкания, вызывает обрыв шейки как самого слабого места капли. Мес- тбположение полюсов магнита по высоте не играет существенной роли и потому, что магнитное поле охватывает все возможные положения шейки капли.
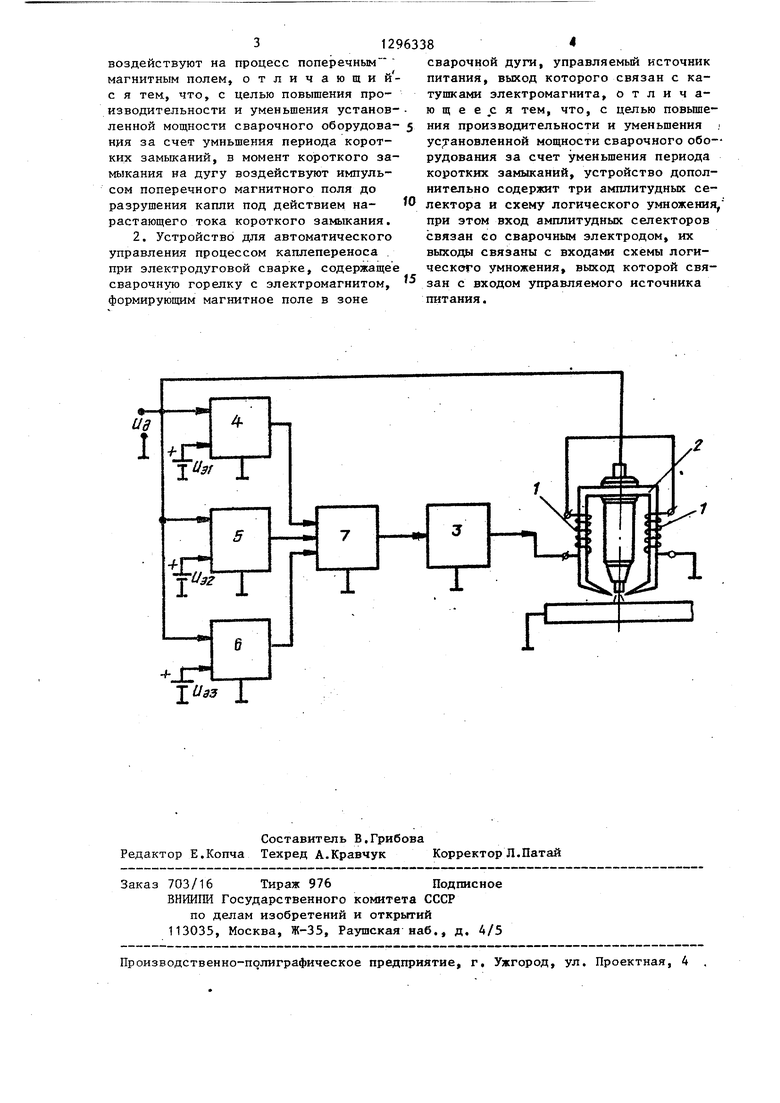
На чертеже изображена функтщональ ная схема устройства, реализующего предлагаемый способ.
: Устройство содержит электромагнит 1 с магнитопроводом 2, формирующим магнитное поле в промежутке между концом электрода и сварочной ванной перпендикулярно оси электрода и направлению сварки, управляемьй источник 3 питания катушек электромагнита 1, работающий в ключевом режиме, амплитудные селекторы 4, 5 и 6, схемы 7 логического умножения.
Устройство работает следующим образом.
Напряжение с дуги подается на входы амплитудных селекторов 4, 5 и 6 на другие входы которых подаются эталонные напряжения.
Амплитудный селектор 4 вырабатывает сигнал 1 в случае, когда напряжение на дуге становится меньше напржения холостого хода или напряжения
5
j
. 0
(
35
50
повторного зажигания дуги поспе короткого замыкания.
Амплитудный селектор 5 вырабатывает сигнал 1, когда напряжение на дуге упадет ниже заданного значения, что происходит в результате замыкания дугового промежутка каплей расплавленного металла. Величина порога срабатывания зависит от параметров процесса сварки.
Амплитудный селектор 6 вьфабаты- вает сигнал I в момент, когда напряжение на дуге составляет единицы : вольт, что соответствует процессу короткого замыкания, т.е. процессу каплепереноса. Если напряжение на дуге близко к нулю, что соответствует моменту начала сварки путем закорачивания дугового промейсутка, или напряжение больше, чем при коротком замыкании, амплитудньш селектор 6 вьфабатывает сигнал О, запрещаюпщй срабатывание управляемого источника питания катушек электромагнита.
При одновременном присутствии сигналов на входах схемы логического умножения последняя вырабатывает сигнал для включения; управляемого источника 3 питания, который подает импульс тока на катушки электромагнита 1, в результате чего шейка капли под воздействием поперечного магнитного поля деформируется и обрывается. При обрыве шейки капли магнитное поле автоматически снимается.
В результате действия данной системы обрыв шейки капли происходит при- мерно в два раза быстрее, чем при естественном разрушении шейки капли.
Использование предлагаемого способа дает значительную экономию электроэнергии за счет уменьшения непроизводительного времени короткого замыка- :ния. Кроме того, уменьшается установленная мощность сварочного оборудования . Процесс разрушения шейки капли .идет при меньшем значении сварочного TOKaj т.е. уменьшается разбрызгивание электродного металла, а значит расход сварочной проволоки, улучшается качество сварного шва и уменьшается объем работ по зачистке.
Формула изобретения
1. Способ автоматического управления процессом каплепереноса при электродуговой сварке, при котором
воздействуют на процесс поперечным магнитным полем, отличающий - с я тем, что, с целью повышения производительности и уменьшения установленной мощности сварочного оборудова- НИН за счет умньшения периода коротких замыканий, в момент короткого замыкания на дугу воздействуют импульсом поперечного магнитного поля до разрушения капли под действием на- растающего тока короткого замыкания. 2. Устройство для автоматического управления процессом каплепереноса при электродуговой сварке, содержащее сварочную горелку с электромагнитом, формирующим магнитное поле в зоне
из
Составитель В.Грибова Редактор Е.Копча Техред А.Кравчук Корректор Л.Патай
Заказ 703/16 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
сварочной дуги, управляемый источник питания, выход которого связан с катушками электромагнита, о т л и ч а- ю щ е е с я тем, что, с целью повьппе- ния производительности и уменьшения ус;гановленной мощности сварочного оборудования за счет уменьшения периода коротких замыканий, устройство дополнительно содержит три амплитудных селектора и схему логического умножения при этом вход амплитудных селекторов связан GO сварочным электродом, их выходы связаны с входами схемы логического умножения, выход которой связан с входом управляемого источника питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Устройство для автоматического управления процессом сварки | 1977 |
|
SU738798A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1981 |
|
SU998039A1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| Способ автоматического управления мощностью электрической сварочной дуги | 1983 |
|
SU1184629A1 |
Изобретение относится к области сварочного производства и может быть - использовано при управлении процессом сварки наложением на дугу магнитных полей. Изобретение позволяет повысить производительность и уменьшить установленную мощность сварочного оборудования за счет уменьшения периода коротких замыканий в момент капле- переноса. В момент короткого замыкания на шейку капли воздействуют импульсом магнитного поля, которое взаимодействуя с током, протекающим через перемьгаку расплавленного металла, обрывает ее. Для этого в устройство введены три амплитудньк селектора и схема логического умножения. В результате этого обрыв шейки капли произойдет вдвое быстрее, чем при естественном разрушении шейки капли, а процесс разрушения шейки капли идет при меньшем значении сварочного тока. 2 с.п. ф-лы, 1 ил. а 9 (Л
| СПОСОБ ДУГОВОЙ СВАРКИ | 0 |
|
SU316542A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 0 |
|
SU361026A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
