(54 Г СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ Изобретение относится к химикотергчической обработке, в частности к газовому азотированию стальных изделий, и может быть использовано в машиностроении для деталей, испытывающих динамические нагрузки и износ поверхности. Известен способ газового азотирования при температуре в течении 9 часов flj. Однако известный способ не дает нужного эффекта упроч нения . Кроме того, высокая температура процесса способствует повышенно му короблению. Известен также способ, заключающийся в одноступенчатом газовом азотировании в среде аммиака при температуре 500-520 с в течении 24, 48 часов 2 . Однако существующий способ азотиро вания характеризуется повышенной хруп костью поверхностного слоя. Высокая продолжительность процесса приводит к разупрочнению сердцевиных азотированных деталей, что снижает предел вынос ливости. Цель настоящего изобретения - повы шение физико-механических характеристик азотированного слоя; а именно: увеличение усталостной прочности и износостойкости азотированных стальных изделий, а также интенсификация . процесса насыщения. Указанная цель .достигается за счет. того, что после 2-3 ч азотирования при TetinepaType насыщения 500-520С проводят охлаждение изделий до температуры 350-370°С, затем вновь нагревают до 500-520°С и азотируют 2-3 ч и циклически повторяют данную операцию в зависимости от требуемой глубины азотированного слоя. При таком способе азотирования хрупкость слоя, по сравнению с имеющимися способами, значительно снижается, так как хрупкая составляющая слоя в -фаза практически отсутствует, о чем свидетельствует результат рентгеноструктурного и металлографического . Кроме того, повьмаетоя твердость слоя за счет увеличения степени дисперсности выделяющихся нитридов, которые не успевают коагулировать ввиду кратковременности процесса. В целях экономики времени при процессе азотирования более низкое охлаждение, чем 350-370 0 нецелесообразно. Время вьадержки на каждом этапе азотирования (2-3 ч) выбирается для
® ,.-Жиака
f
ъ
а зотируют
л&
охлаж f со скоrt jj o е ,,5 VХРад/мин . При
О
W л- -t: frf, -згпСг- ,,„.,„„
.6ы 350С осущестяе 9 до температуры
т:ет1енъ диссоциации о вновь азотируют ,с,С-°-цикл многократно повторя Z
ЮТ В зависимости от требуемой глубины слоя. Глубину азотированного слоя
. i хше и распределение микротвердости по слою определяют с помощью микротвердомера ПМТ-3 при нагрузке 50 г. ifeneHbro
Испытания на усталость образцов, обработанных по предлагаемому и известному способам, проводят на машине МУИ-6000.
о
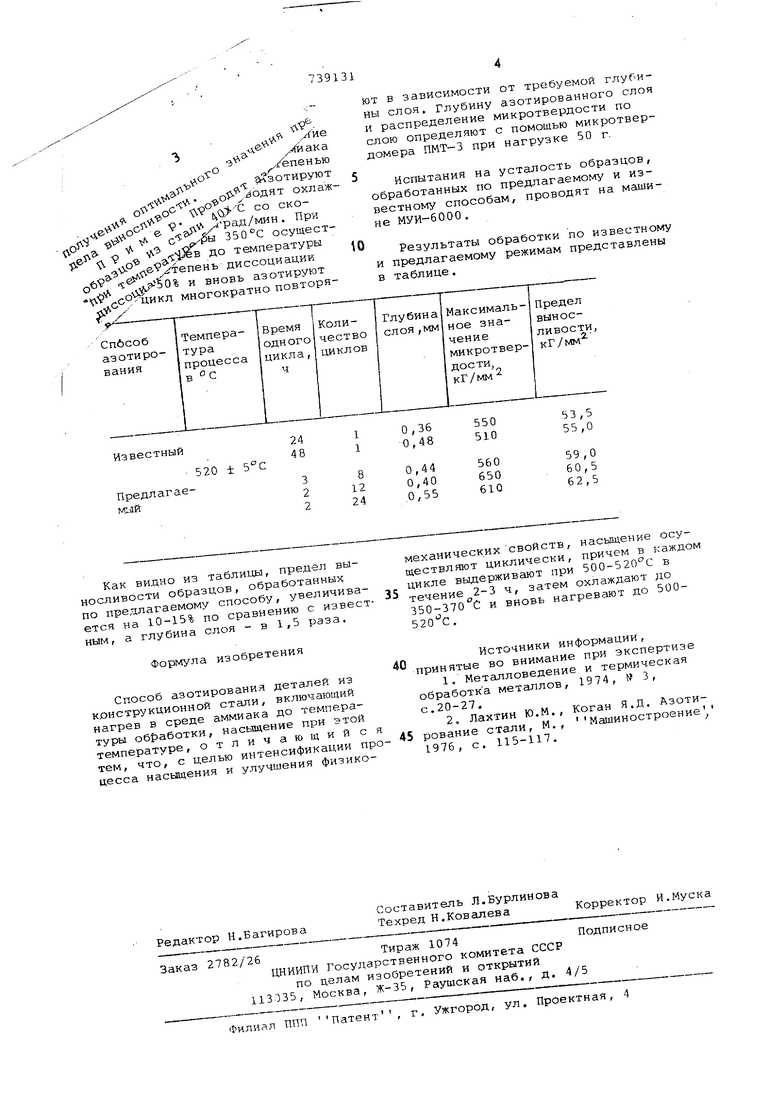
Результаты обработки по известному и предлагаемому режимам представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двуступенчатого газового азотирования стальных изделий | 1981 |
|
SU1014986A1 |
| Способ азотирования стальных деталей | 1982 |
|
SU1081238A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2005 |
|
RU2291227C1 |
| Способ азотирования в газовой среде | 1981 |
|
SU1148895A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ГАЗООБРАЗНОЙ СРЕДЕ | 2007 |
|
RU2367716C1 |
| СПОСОБ ИОННО-ВАКУУМНОГО АЗОТИРОВАНИЯ ДЛИННОМЕРНОЙ СТАЛЬНОЙ ДЕТАЛИ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2009 |
|
RU2419676C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2094484C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2001 |
|
RU2186149C1 |
| СПОСОБ ЦИКЛИЧЕСКОГО ГАЗОВОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2614292C1 |
Известный
520 ±
ПредлагаеМ1ЛЙКак видно из таблицы, предел выносливости образцов, обработанных по предлагаемому способу, увеличива ется на 10-15% по сравнению с извес ным, а глубина слоя - в 1,5 раза. Формула изобретения Способ азотирования деталей из конструкционной стали, включающий нагрев в среде аммиака до тегмпературы обработки, насыщение при этой температуре, отличающий с тем, что, с целью интенсификации пр цесса насыщения и улучшения физико
53,5
550
0,36 55 ,0 0,48 510
59,0
560
0,44 60,5 650 0,40
12 24 62,5 0,55 610 механическихсвойств, насыщение осуществляют циклически, причем в каждом цикле выдерживают при 500-520 0 в течение 2-3 ч, затем охлаждают до 350-370 С и вновь нагревают до 500520 С, Источники информации, принятые во внимание при экспертизе 1/ Металловедение и термическая обработка металлов, 1974, W 3, с.20-27. 2, Пахтин Ю.М., Коган Я.Д. Азотирование стали, М. , Машиностроение 1976 , с. 115-117.
