которые удаляют после обработки полублоков по плоскости разъема.
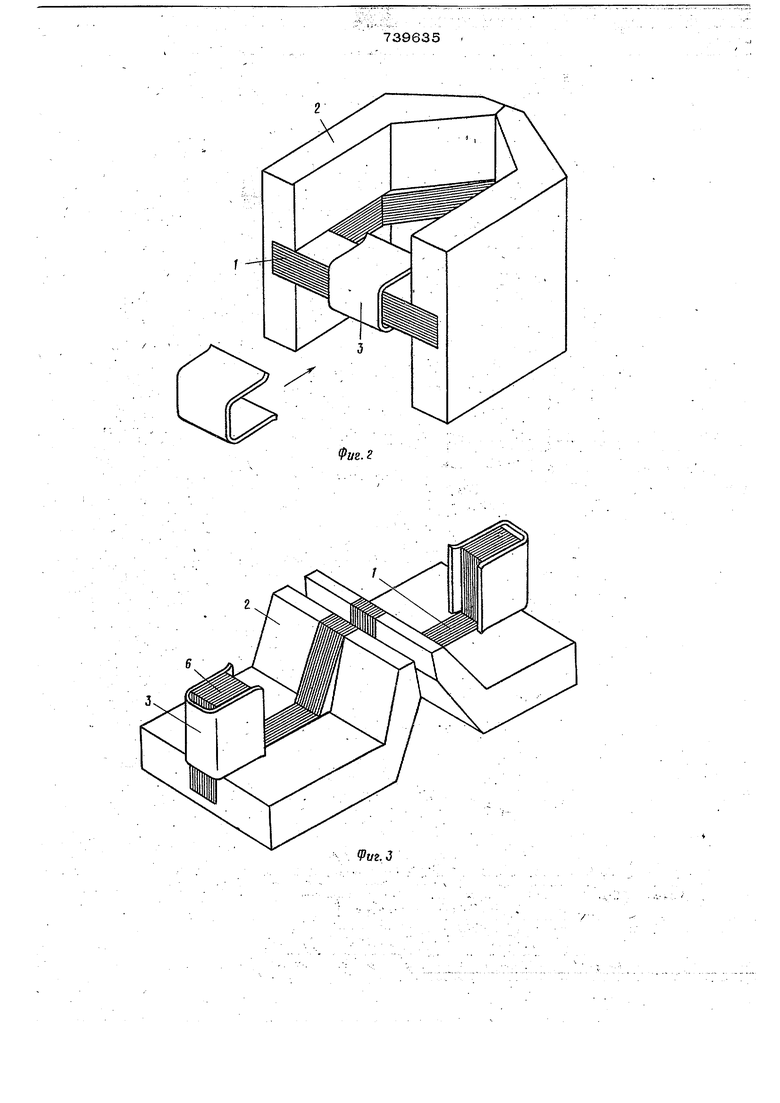
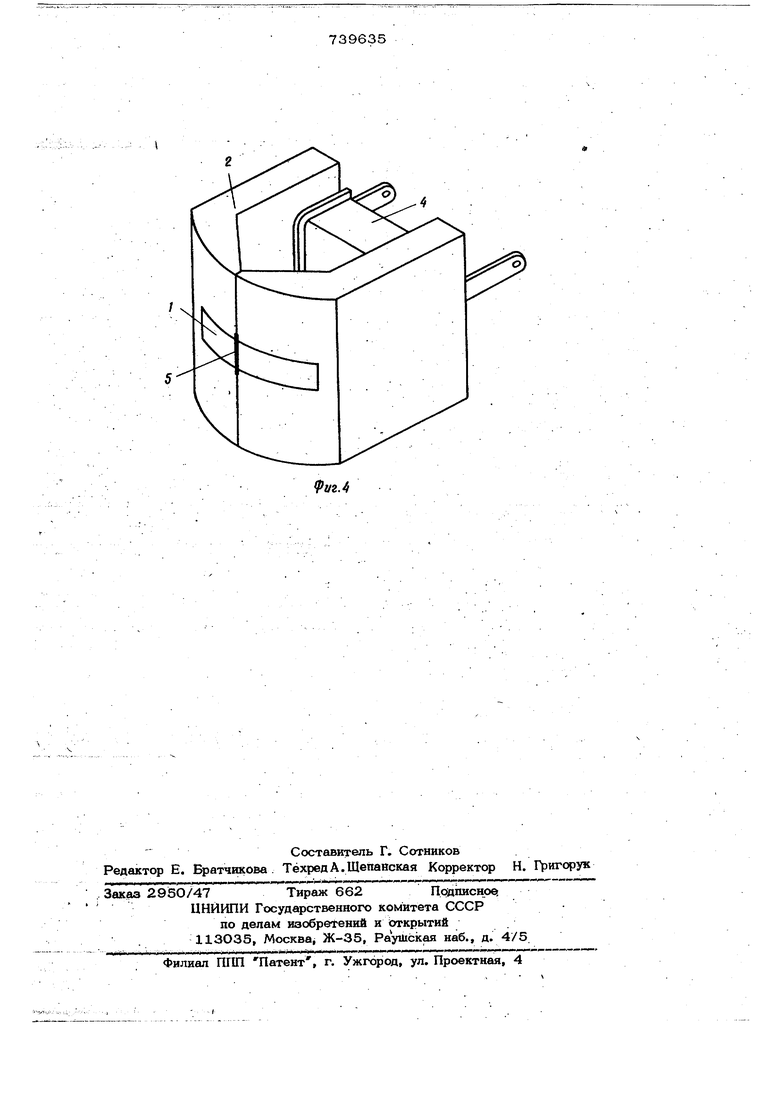
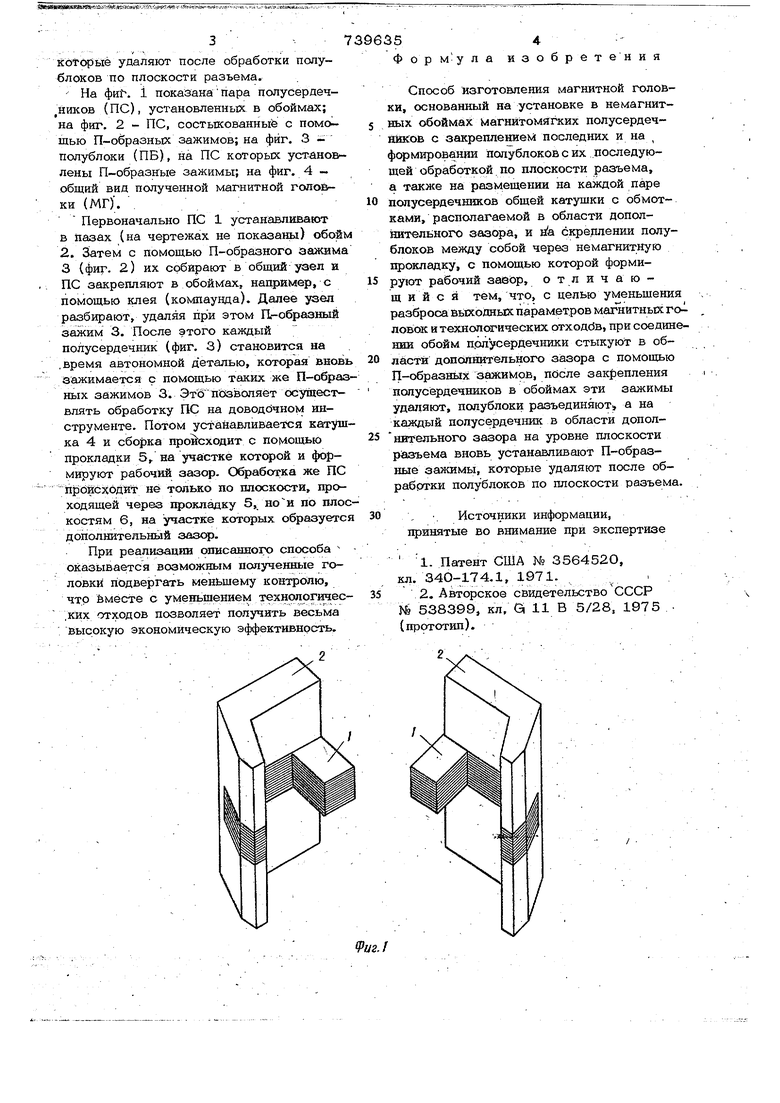
На фш. 1 показана пара полусердеч ников (ПС), установленных в обоймах; на фиг. 2 ПС, состыкованные с помошью П образных зажимов; на фиг. 3 полублоки (ПБ), на ПС которых уставов лены П-образные зажимы; на фиг. 4 общий вид полученной магнитной головки (МГ).
Первоначально ПС 1 устанавливают в пазах (на чертежах не показаны) обойм 2. Затем с помощью П-образного зажима 3 (фиг. 2) их собирают в общий узеп та. ПС закрепляют в обоймах, например, с
помощью клея (компаунда). Далее узеп разбирают, удаляя при этом Ц-образный зажим 3. После этого каждый полусердечник (фиг, 3) становится на .время автономной деталью, которая вновь зажимается с помощью таких же П-обрааных зажимов 3. Этб позволяет ocyioxecTвлять обработку ПС на доводбчном инструменте. Потом устанавливается кш-ушка 4 и сборка про1 ходит с помощью
прокладки 5,- на участке которой и формируют рабочий зазор. Обработка же ПС :п рбисх6дйт не только по плоскости, проходящей через прокладку 5, по плоскостям 6, на участке которых образуется дополнительный зазс.
При реализации описанного способа оказывается возможным полученные головки подвергать меньщему контролю, что Вместе с уменьшением технолргичес,ких отходов позволяет получить весьма высокую экономическую эффективность.
739635
Ф о р м-у ла изобрет е н и я
Способ изготовления магнитной головки, основанный на установке в немагнитных обоймах магнйтомягких полусердечайков с закреплением последних и на формировании полублоков с их последующей обработкой по плоскости разъема, а также на размещении на каждой паре полусердечников общей катутики с обмотками, располагаемой в области допол1зительного зазора, и на скре.плении полублоков между собой через немагнитную прокладку, с помощью которой формируют рабочий заеор, отличающ и и с я тем, что, с целью уменьщени разброса вькодных параметров магнитных г ловок и технологических отходбв, при соединнии обойм прлусердечники стыкуют в области дополнительного зазора с помощью П-образнЫх зажимов, пОсле закрепления полусердечников в обоймах эти зажимы удаляют, полублоки разъединяют, а на каждый полусердечник в области дополнительного зазора на уровне плоскости разъема вновь устанавливают П-образные зансимы, которые удаляют после обработки полублоков по плоскости разъема
Источники информации, принятые во внимание при экспертизе
Ч. Патент США № 3564520, кл. 340-174.1, 1971.
2. Авторское свидетельство СССР № 538399, кл, GI 11 В 5/28, 1975 (прототип).
(Риг./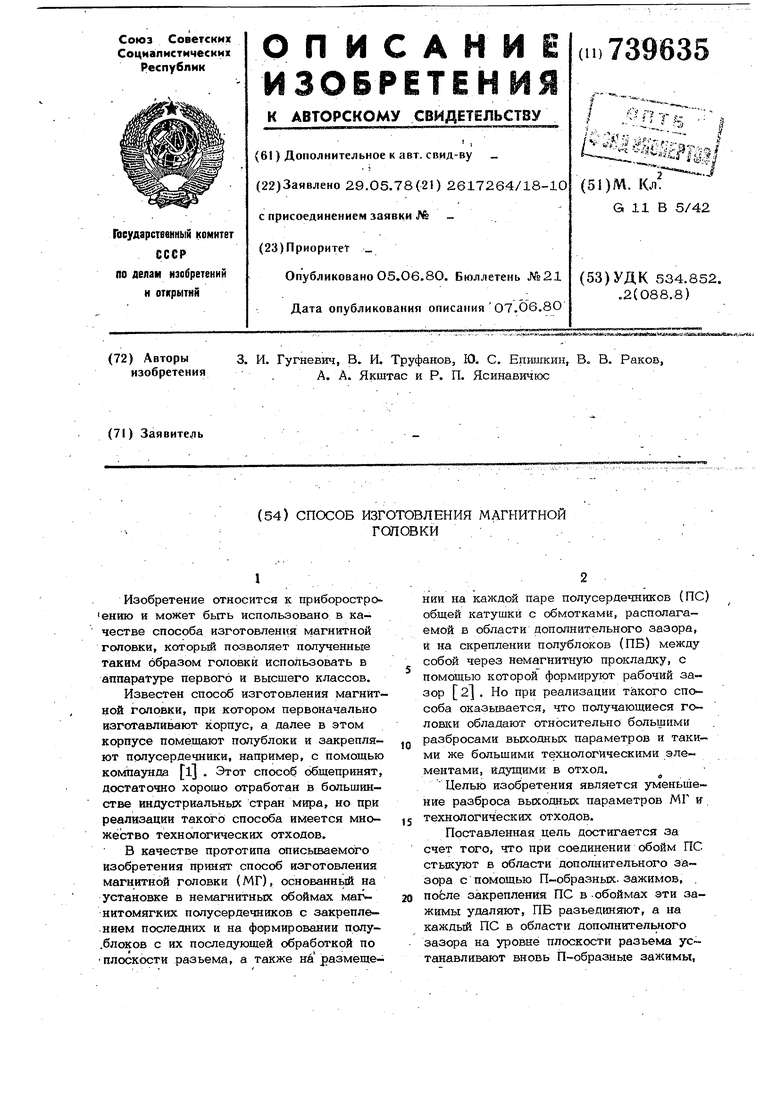
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Магнитная головка для измерительных сигналограмм | 1988 |
|
SU1527661A1 |
| Двухдорожечный блок магнитных головок | 1982 |
|
SU1081655A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |