Изобретение относится к .технологическому оборудованию для производства рашгодеталей, в частности пленочных резисторов. Известно устройство для нарезки спиральной канавки на заготовках редисторов, сОдержацее механизм загрузки заготовок, механизм врацения шпинделей, механизм продольной подачи каретки, связанный с ней посредством кулачка и шпин дель11ую головку l . Однако это устройство имеет невысокую производ1ггельность при нарезке прецизионных резисторов с точностью +О,1% Известно также устройство для нарезки спиральн&й канавки на заготойках резисторов, содержоцее механизмьг загрузки заготовок резисторов, механизм, вращения шпинделей, механизм продольной подачи каретки, соединенный с кулачком продольной подачи и шпиндельную головку И . . Недостатком данного устройства являотсэ то, что оно имеет ограниченную про изводитвльность составляющую 700 штук в час при точности нарезаемого сопротивления + 0,1%, что не отвечает современным Требованиям производства прецизионных резисторов. Цель изобретения - повышение производительности и точности нарезки, Эта цель достигается тем, что устройство для нарезки спиральной канавки на заготовках резисторов, содержащее механизм загрузки заготовок резисторов, механизм врйщбйия шпинделей, механизм продольной подачи каретки, соединенный с кулачком продольной подачи, и шпиндельную головку, снабжено кулачком переключения скорости вращения шпинделей, коммутирующим элементом и схемой управления изменения скорости вращения шпинделей, а кулачок продольной подачи выполнен с ВОЗМОЖНОСТЬЮ изменения скорости прямого хода продольной подачи, причем . кулачок переключения скорости вращения шпинделей размещен соосно с кулачком продольной подачи.
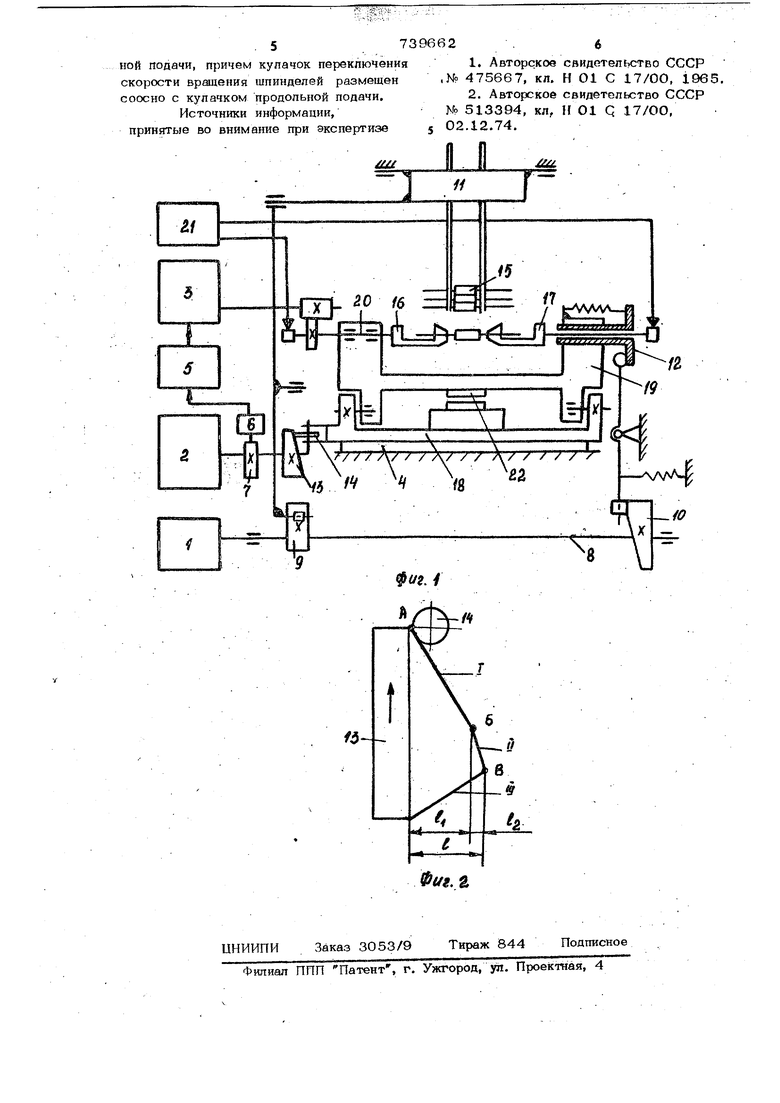
.На фиг. 1 приведена общая схема устройства; па фиг. 2 - развертка профиля
кулачка продольной подачи.
Устройство для нарезки спиральной канавки на заготовках резисторов содержит механизм 1 загрузки заготовок, механизм 2 продольной подачи, механизм 3 вращения шпинделей, шпиндельную головку 4, схему 5 управления, коммутирующий элемент 6 и. кулачок 7 переключения ско-ю рости вращения ипинделей, Механизм 1 аагрузки заготовок предназначен для вращения кулачкового вала 8 с кулачками 9 и 10, приводящими в действие питатель 11, и отвода подвижного шпинделя Механизм 2 продольной подачи прбдназнаЧен для перемещения шпиндельнШ головки 4 посредством кулачку 13 продольной подачи и ролика 14. Механизм 3 вращения щпинделей предназначен для врацения за-20 готовки резистора 15 в цангах 16 и 17. Шпиндельная головка 4 составляет перемещающуюся по направляющим каретку 18 с укрепленной на ней шпиндельной бабкой 19. Кулачок 7 переключения сКЬрости 25 вращения шпинделей укреплен соосно с кулачком 13 продольной подачи. Коммутирующий элемент 6 взаимодействует с кулачком 7 переключения скорости и через схему 5 управления последовательно включен с механизмом 3 вршхения шпинделей.
Схема 5 управления предназначена для изменения скорости вращения шпинделей 12 и 20. Профиль кулачка 13 (фиг. 2) на длине нарезки имеет две ступени подъема 1 и И, а также ступень Ш для возврата каретки 18 в исходное положение А Величина шага винтовой линии А Б выбирается из условий максимально возможной скорости нарезки, величина шага винтовой линии-БВ ступени выбирается из условия сохранения требуемой точности резистора. Ступень АБ имеет, например, в 3 раза больший шаг винтовой пинии по рравнению со ступенью БВ. Длина участка замедпеиного движения определяется зоной, в которсй достигается номинал резистора. Эта зона составляет ЗО% от длины активной части резистора (из-за неравномерности толщины резистивной плеиКи и разброса сопротивления заготовок в партии, подаваемой на нарезку) и регламентируется нормативными документами. 21 - прибор активного контроля сопротивления резистора.
Устройство работает следующим образбм.
В исходном положении контакты коммутирующего элемента 6 замкнуты и заворачивают часть.токоаадающего резистора схемы 5 управления. После загрузки заготовки 15 в цанги 16 и 17 включается механизм 3 врацеви шпинделей и механизм 2 продольной подачи каретки. Кулачок 13 взаимодействукнций с роликом 14 перемещает каретку 18 с заготовкой
нальное снижение числа оборотов й1пинделей, чтобы шаг нарезаемой спирапьной канавкИ сохранялся. Измерение сопротив
ления нарезаемого резистора в процессе нарезки и отведение рабочего инструмента в момент достижения Номинала производится при малой скорости перемещения заготовки 15 резистора. В этом случае при
5 большей производительности процесса нарезки сохраняется заданная точность сопротивления резистора. В дальнейшем кула чок 13 поворачивается в положение А, возвращая каретку 18 и коммутирующий
0 элемент 6 в исходное положение.
формула изобретения
Устройство для нарезки спиральной кэ-. навки на заготовках резисторов, содержащее механизм загрузки заготовок резисторов, механизм врешения шпинделей, механизм продольной подачи каретки, соединенный с кулачком продольной подачи, и шпиндельную головку, отличающееся тем, что, с целью повышения производительности и точности нарезки, оно снаб 1ено кулачком переключения скорости вращения шпинделей, коммутирующим элементом и схемой управления изменением скорости вращения шпинделей, а кулачок продольной подачи выполнен с возможностью измерения скорости прямого хода продоль15 в осевом направлении. На заготовке 1.5 с помощью р очего инструмента, н пример разивного круга, нарезается спиральная канавКа заданного шага, определяемого скоростью вращения 12 и 20 и кулачка 13 с шагом по линии АБ. При повороте кулачка 13 в положение Б коммутирующий элемент 6 переключается, Ранее замкнутые контакты его переходят в разомкнутое состояние. Часть токозадакдцего резистора схемьг 5 управления размыкается, ток возбуждения якоря уменьшается, что приводит к уменьшению числа оборотов электродвигателя механизма 3 вращения шпинделей. Токозадаюихий резистор выбирается с таким значением сопротивления, которое обеспечивает пропорционой подачи, причем скорости вращения соосно с кулачком Источники принятые во вним 5739662,6 кулачок переключения1. Авторское свидетелЕтСТво СССР шпинделей размещен.№ 475667, кл. Н 01 С 17/00, 1965, продольной подачи. информации, ние при экспертизе },, , , 7 , . . f-/ / / / / / / / /5 /V Ч 2. Авторское свидетельство СССР NP 513394, кл, И 01 q 17/00, 5 02.12.74. 11 tf , т / / / / / / / / / / 7 VV -ЛЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1974 |
|
SU513394A1 |
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1978 |
|
SU771737A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Устройство для подгонки сопротивлений пленочных резисторов | 1973 |
|
SU475667A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ НА РАДИОТЕХНИЧЕСКИХ НЕПРОВОЛОЧНЫХ СОПРОТИВЛЕНИЯХ | 1964 |
|
SU214321A1 |
| Устройство для подгонки сопротивления пленочных резисторов в номинал | 1981 |
|
SU997106A1 |
| Устройство для подгонки пленочных резисторов | 1978 |
|
SU763982A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| Устройство для подгонки сопротивления пленочных резисторов | 1977 |
|
SU729657A1 |
| Устройство для подгонки пленочных резисторов в номинал | 1980 |
|
SU942175A1 |
