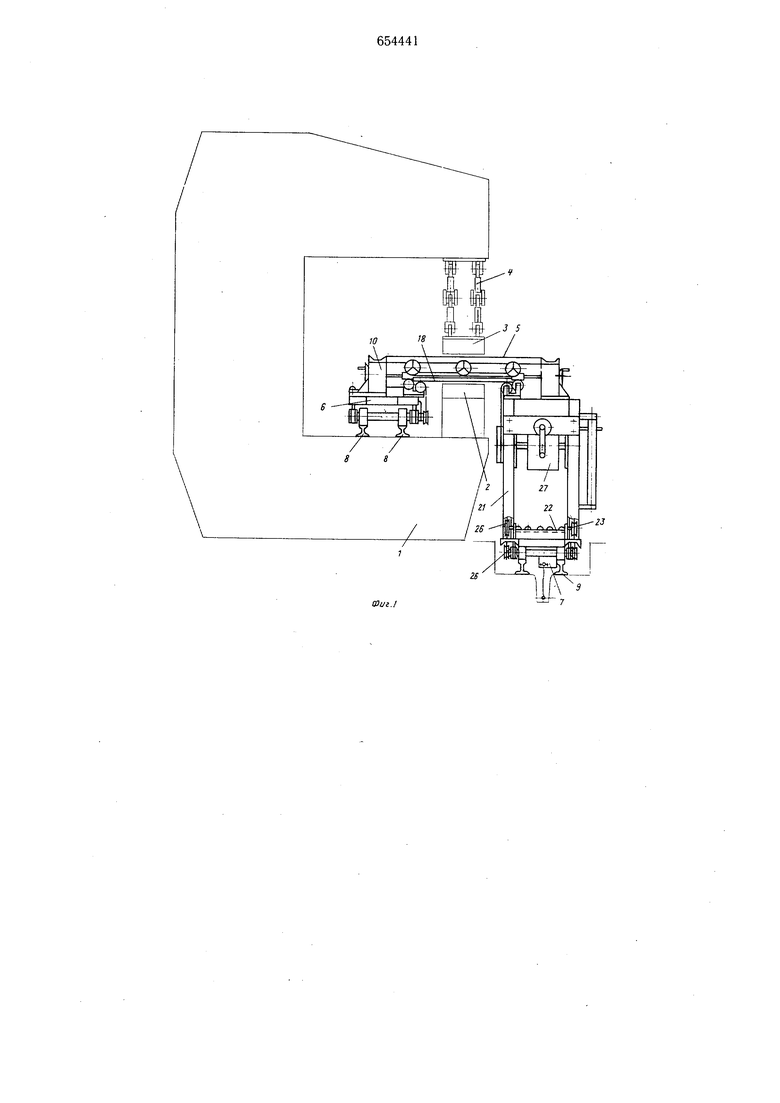
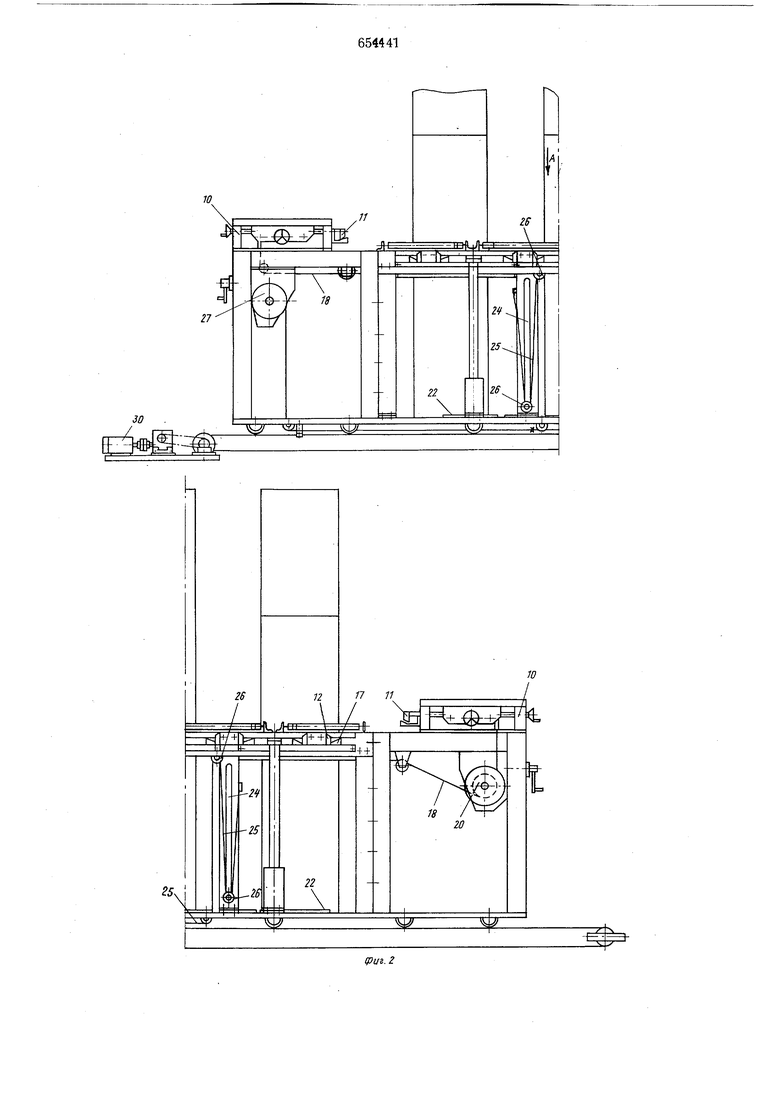
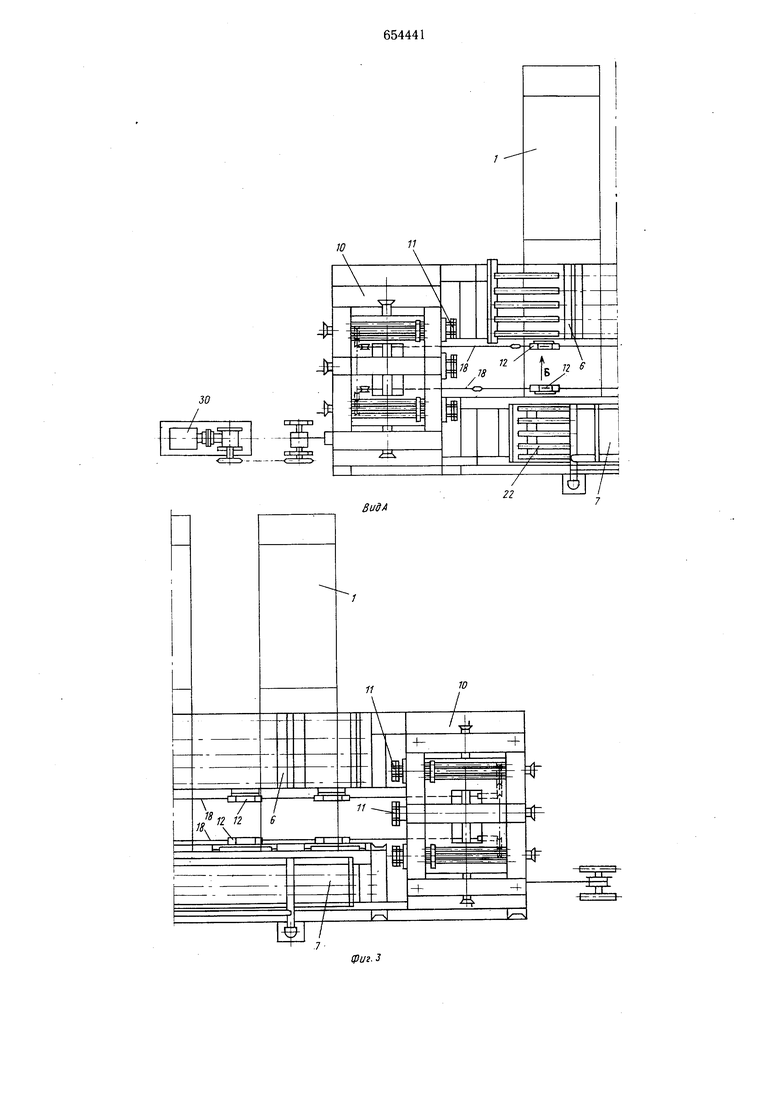
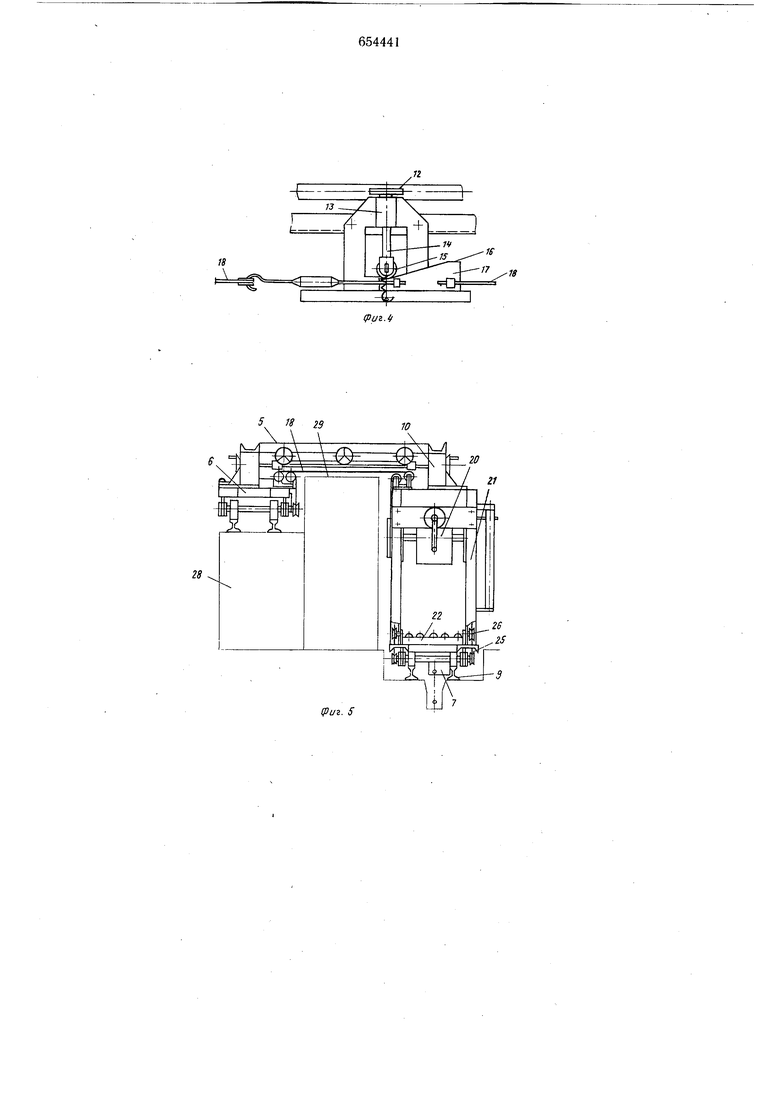
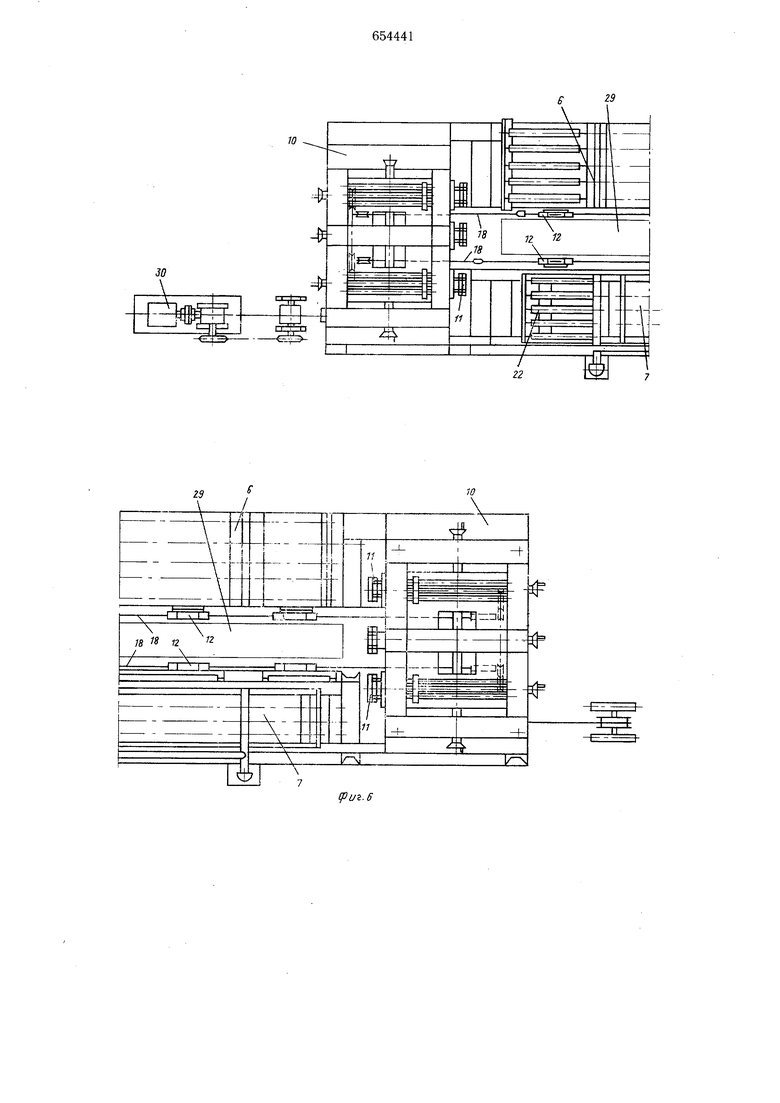
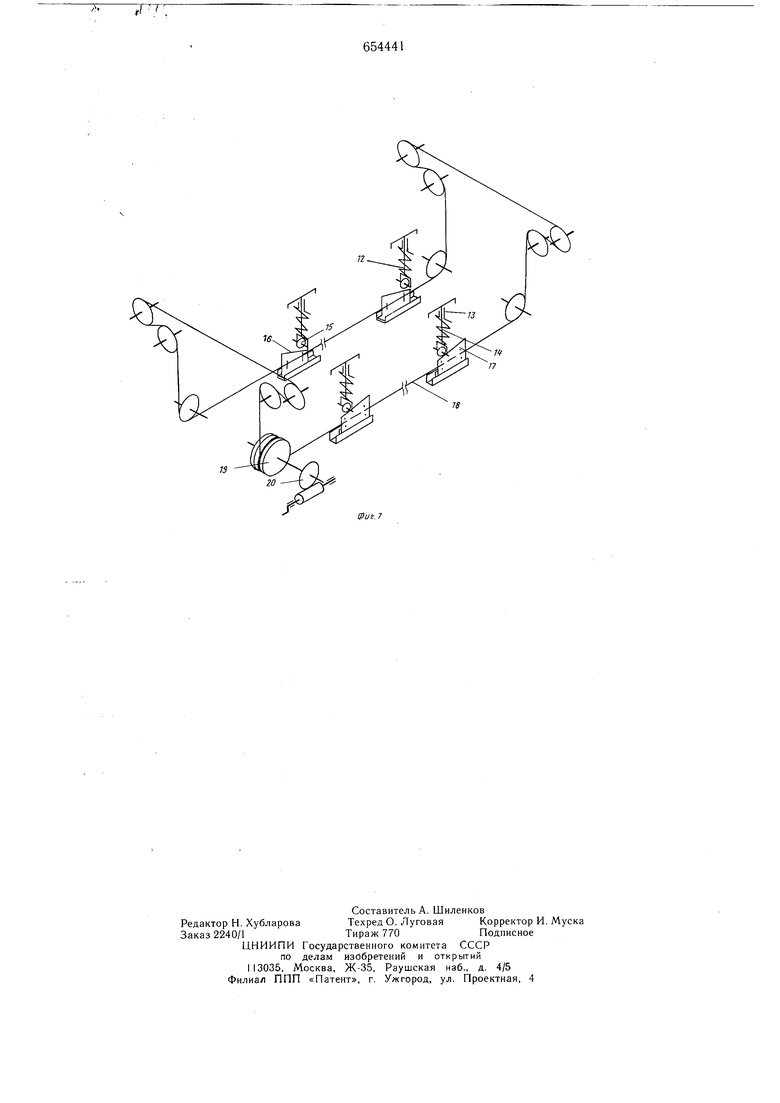
вулканизационной плиты 2 установлен перезарядчик 5, выполненный в виде тележки с двумя ходовыми частями 6 и 7. Причем ходовая часть 6 установлена на рельсах 8, проложенных на станине 1 пресса, а ходовая часть 7 установлена на рельсах 9, проложенных на внешней стороне пресса. Концы ходовых частей 6 и 7 вне зоны вулканизационных плит 2 и 3 объединены с обеих сторон рамами 10, на которых смонтированы зажимы 11. На сторонах ходовых частей 6 и 7, обращенных к нижней вулканизационной плите 2, смонтированы вертикально подвижные опорные элементы 12, выполненные в виде вертикально установленных в направляющих 13 рычагов 14 с роликами 15. Ролики 15 рычагов 14 постоянно поджаты к копирам 16 клиньев 17, которые объединены тягой-тросом 18, перекинутым через барабан 19 привода 20 вертикального перемещения рычагов 14. Ходовая часть 7 тележки перезарядчика 5 имеет приемник 21 для размещения длинномерной заготовки, выполненный в виде короба, пол 22 которого имеет возможность возвратно-поступательного перемещения с помощью цапф 23, установленных в пазы 24 и связанных тросом 25 через блоки 26 с приводом 27. Рельсы 8 связывают станину 1 вулканизационного пресса со сборочным столом 28, рабочая поверхность 29 которого находится на уровне нижней вулканизационной плиты 2. Для перемещения перезарядчика 5 в зону сборочного стола 28 и обратно в пресс перезарядчик снабжен приводом 30, а рельсы 9 расположены вдоль сборочного стола 28. В зоне сборочного стола ходовая часть 6 перезарядчика 5 находится по одну сторону рабочей поверхности 29 сборочного стола 28, а ходовая часть 7 - по другую. Пресс работает следующим образом. Перезарядчик 5 устанавливается в зоне сборочного стола 28, на рабочую, поверхность 29 которого раскладываются заготовки изделия. Здесь они обрабатываются и стыкуются. Далее изделие с обоих концов зажимается зажимами 11, и с помощью привода 20 через трос 18 производится перемещение клиньев 17, по копирам 16 которых катятся ролики 15, перемещая рычаги 14 вверх. При этом заготовка поднимается над рабочей поверхностью 29 сборочного стола 28. С помощью привода 4 производится подъем верхней вулканизационной плиты 3. Включается привод 30, и перезарядчик 5 перемещается в пресс. При этом ходовая часть 6 двигается по рельсам 8 внутри С-образной станины 1, а ходовая часть 7 - по рельсам 9 перемещается вдоль станины 1. Одновременно рамы 10 с зажимами 11, проходя между нижней 2 и верхней 3 вулканизационными плитами, перемещают между ними заготовку. При расположении заготовки над нижней вулканизационной плитой 2 перезарядчик 5 останавливается. С помощью привода 20 опорные элементы 12 опускаются, и заготовка располагается на нижней вулканизационной плите 2, к которой с помощью привода 4 прижимается верхняя вулканизационная плита 3. Включается нагрев и создается давление прессования - происходит вулканизация заготовки. После окончания вулканизации поднимается верхняя вулканизационная плита 3 и с помощью привода 20 опорными элементами 12 заготовка поднимается над нижней вулканизационной плитой 2. Включается привод 30, и перезарядчик 5 перемещается в зону сборочного стола 28, где заготовка освобождается из зажимов 11 и перемещается в приемник 21, а к свободной кромке заготовки пристыковывается следующая заготовка и операции повторяются. При сборке крупногабаритного резинотехнического изделия из определенного количества заготовок оно располагается в приемнике 21, откуда вынимается после заключительной операции. Для облегчения выемки изделия пол 22 поднимают вверх вместе с заготовкой с помощью привода 27, который. наматывая трос 25, перекинутый через блоки 26, перемещает цапфы 23 пола 22 в пазах 24. Формула изобретения Пресс для вулканизации длинномерных резинотехнических изделий, содержащий С-образную станину, нижнюю и верхнюю вулканизационные плиты, привод возвратно-поступательного вертикального перемещения последней, отличающийся тем, что, с целью повыщения качества изделия путем исключения трения длинномерной заготовки о нижнюю вулканизационную плиту при перезарядке пресса, он снабжен подвижным перезарядчиком, выполненным в виде тележк { с внешней и внутренней ходовыми частями, установленными вдоль нижней вулканизационной плиты соответственно перед послед ней и на станине пресса, и смонтированных на тележке рамы с зажимами вертикально подвижных опорньгх элементов, установленных вдоль нижней вулканиза-ционной плиты и связанных с приводом их возвратно-поступательного вертикального перемещения посредством вертикально установленных рычагов с роликами копиров на свободных концах и объединяющей клинья копиров тяги, и приемника длинномерной заготовки, размещенного во внешней ходовой части. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 221260, кл. В 29 Н 5/16, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Линия для сборки крупногабаритных резинотехнических изделий | 1977 |
|
SU738895A1 |
| Устройство для перезарядки пресс-форм вулканизационных прессов | 1987 |
|
SU1717382A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1990 |
|
SU1781059A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Форматор-перезарядчик к автоматической линии для формования и вулканизации покрышек | 1981 |
|
SU994291A1 |
12
П 11
11
I
.1- I
1
/
П
12 е
тпг
л
II
/
Ф
22
w
фиг. S
13
18
