1
Известный стан для непрерывно-реверсивной прокатки, содержащий несколько последовательно установленных клетей с реверсивным приводом, имеет высокую стоимость главного привода.
Предлагаемый стан отличается от известного тем, что его нечетные и четные клети объединены соответственно в две группы, причем клетн внутри группы снабжены синхронизированными механизмами подъема - опускания клетей, а привод выполнен нереверсивным и для клетей разных групп противонаправленным; механизмы подъема - опускания выполнены общими для каждой пары соседних клетей в виде параллелограммных коромысел.
Это позволяет упростить привод, повысить производительность стана и упростить установку групп клетей под прокатку.
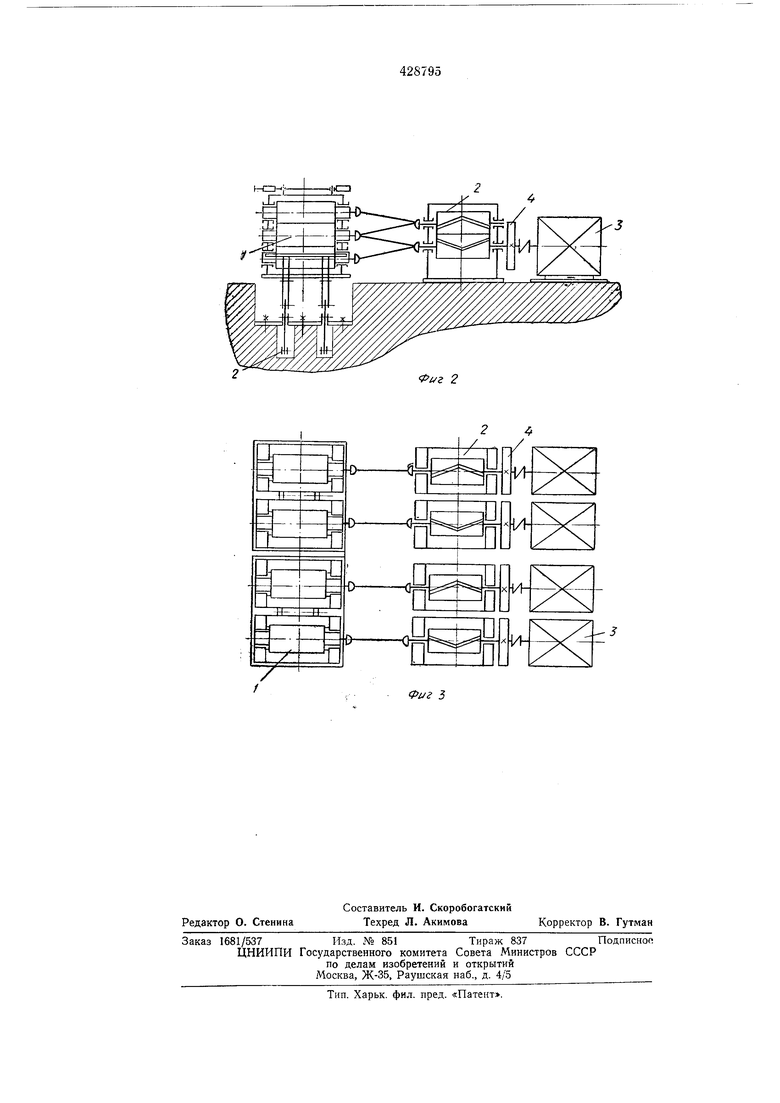
На фиг. I показан общий вид стана, главный вид; на фиг. 2 - линия клети стана; на фиг. 3 - общий вид стана, в плане.
Предлагаемый стан состоит из четырех последовательно расположенных перемещающихся в вертикальной плоскости нереверсивных клетей 1, сгруппированных поиарно, с приводом через щестеренную клеть 2 от электродвигателя 3 с маховиком 4. Клети, составляющие пару, соединены рычажным механизмом 5, который взаимно уравновешивает клети и обеснечивает их попеременное перемещение по высоте, т. е. поочередную установку калибров валков на уровень прокатки.
Рычажная система 5 клетей вьшол.нена в
виде двух двуплечих рычагов - коромысел 6, которые шарнирно связаны с опорами 7, на которых установлены клети 1, и со стационарной, заделанной в фундамент опорой 8.
Привод 9 механизма качания выполнен
гидравлическим с механизмом регулировки 10 величины хода, фиксирующим крайние положения клетей.
Рычажные системы обеих пар клетей для лучшей синхронизации их работы могут быть связаны дополнительными спарниками. Стан работает следующим образом. Металл при прокатке одновременно деформируется в двух клетях, находящихся в верхнем ноложении и имеющих одинаковое направление вращения валков. При этом верхние валкн клетей, находящихся в нижнем положении, служат дополнительщями роликами рольганга, так как направление вращения их верхней части соответствует направлению прокатки, и
металл при движении опирается на них.
При реверсировании направления прокатки соседние клети с помощью рычажного механизма 5 и привода 9 его перемещения меняют свои положения, обеспечивая деформацию проката в установленном направлении прокатки,
.ибо направление вращения вал,ков ,в каждой паре клетей выполнено противонаправленным.
Предлагаемый стан может быть использован в качестве обжимного или заготовочного при прокатке блюмов, малых слитков, литой заготовки, сортового и листового металла как в черной, так и в цветной металлургии.
Стан обладает рядом преимуществ, основными из которых являются: большая технологическая гибкость благодаря возможности размещения в валках большого числа калибров, возможность принудительной задачи проката во вторую по ходу прокатки пару валков, сокращение цикла прокатки.
Рабочие клети предлагаемого стана могут быть выполнены с нажимными устройствами, в комбинации жестких клетей и клетей с нажимными устройствами, что позволяет получать прокат высокого качества.
Предмет изобретения
1.Стан для непрерывно-реверсивной прокатки, содержащий несколько последовательно
установленных клетей с приводом, отличающийся тем, что, с целью упрощения привода и повышения его производительности, нечетные и четные клети стана объединены соответственно в две группы, причем клети внутри каждои группы снабжены синхронизированными механизмами подъема - опускания клетей, а привод выполнен нереверсивным и для клетей разных групп противонаправленным.
2.Стан по п. 1, отличающийся тем, что, с целью упрощения установки групп клетей под
прокатку, механизмы подъема - опускания выполнены общими для каждой пары соседних клетей в виде параллелограммных коромысел.
h-c HiФиг 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1976 |
|
SU619225A1 |
| Стан для непрерывно-реверсивной прокатки | 1975 |
|
SU541511A2 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков | 1989 |
|
SU1696022A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| Прокатная клеть | 1987 |
|
SU1533782A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
Фиг 2
