112191
Изобретение относится к прокатному производству -и может быть использовано на непрерьшных сортовых станах, оборудованных холодильником.
Цель изобретения - снижение на- 5 грузок на ножницы за счет равномерного распределения числа полос в пакетах.
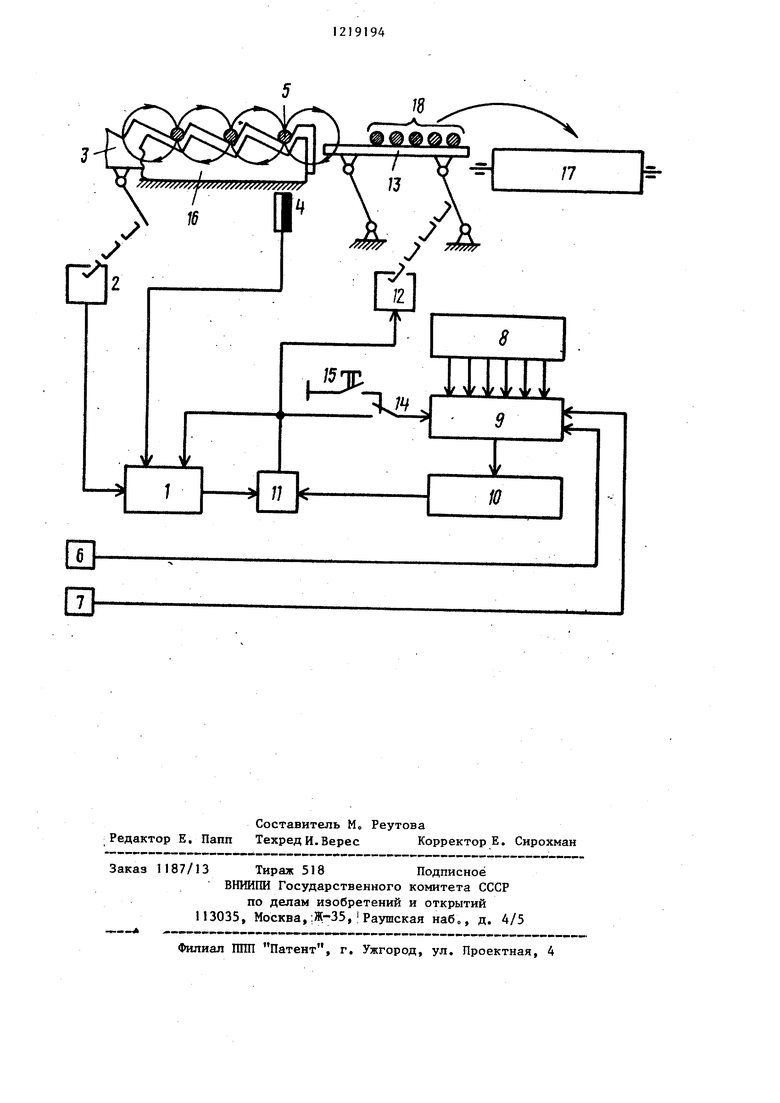
На чертеже приведена блок-схема ус гройства,10
Устройство содержит счетчик 1 числа срабатьюаний привода 2 подвижных реек 3. датчик 4 наличия проката 5 в последнем ручье холодильника, датчик
6включения аварийных ножниц, датчик ,5
7включения сталкивателей бракован- ных заготовок, блок 8.ввода уставок, вычислительный блок 9, запоминающий регистр 10 и элемент 11 сравнения, вьпсод которого соединен с входом сие- 20 темы 12 управления приводом пакетирующего механизма 13. Входы вычислительного блока 9 соединены с выходами блока 8 ввода уставок, элемента 11 сравнения и выходами датчиков 6 и 7, 25 а выход - с входом запоминающего регистра 10. Выход запоминающего регистра 10 соединен с одним из входов элемента 11 сравнения, другой вход которого соединен с выходом счетчика 30 1 числа срабатываний привода подвИж- ных реек. Вход разрешения счета счетчика 1 соединен с выходом датчика 4 наличия проката в последнем ручье холодильника, а вход сброса - с выхо- 35 дом элемента 11 сравнения. На чертеже показаны имеющие вспомогательное значение переключатель 14 и кнопка 15,
а также неподвижная рейка 16 для размещения полос проката между очередны- 40 ми перекладываниями и рольганг 17 для транспортирования пакета 18 к ножницам холодной резки.
Устройство работает следующим образом.45
В исходном состоянии счетчик 1 сброшен на нуль, а переключатель 14 находится в таком положении, когда к входу вычислительного блока 9 подключена цепь с кнопкой IS Перед загруз- 0 кой в печь первой заготовки каждой новой плавки оператор с помощью бло- ка 8 ввода уставок вводит в вычислительный блок 9 следующие данные: максимально и минимально N, до- 55 пустимое количество полос в пакете; вес Q и количество К заготовок новой плавки: площадь F поперечного сече942
ния профиля, который будет прокатываться из заготовок новой плавки; длину полос.
В вычислительном блоке 9 рассчитывается общее количество Ng полос, которые получают из заготовок новой плавки
N
о
FPp
(1)
где р - плотность материала полосы, и средний вес q заготовки
q Q/K
(2)
Затем в блоке 9 осуществляется поочередное давление общего количества полос на числа/ натурального ряда
N.
N,
(3)
где г - 1, 2, 3 и т.д., до выполнения условия
N - N N m.n - t- - max
(4)
Если при этом NP - целое число, то оно принимается в качестве заданного числа полос в пакете Н,дд N, причем г соответствует количеству полос в пакете новой плавки. Если же Np - дробное число, то из общего количества пакетов г для первых п пакетов принимается N, а для остальных m (г-п) пакетов - + (квадратные скобки обозначают целую часть)
Значения п и m в блоке 9 определяются по уравнению
tNp.n + ( 1)(г-п) N
о J)
откуда
п N,r + г - N
(5)
Например, для общего количества полос одной плавки NO 843 при п,;„ 45 и 55 получают
г 16; N, -||3 52,68;
п 52-16 + 16 - 843 5; :т 16 - 5 11,
т.е.-для первых пяти пакетов принимается 52, а для остальных одиннадцати - N,дд 53
В случае, если N max Nrt, , то в качестве Nздд при- нимается меньшее значение m Например, пусть Nn,,, 70, 65, а N 244. Тогда
1-° 81,,, N .
О f ,
r.,,.
в этом случае принимается , 65.
(Замыканием кнопки 15 оператор зано .сит в запоминающий регистр 10, после чего переводит переключатель 1 в положение, при котором к входу вы числительного блока подключается вых элемента I1 сравнения.
После начала прокатки с поступлени ем на холодильник очередной полосы срабатывает привод 2 подвижных реек 3, они совершают круговые движения в направлении, показанном стрелками, а полосы,находившиеся до этого в ручьях неподвижных реек 16, начинают перемещаться в поперечном направлении, попадая поочередно в последний ручей холодильника, а затем на пакетирующий механизм. Всякий раз при установке в последний ручей очередной полосы ера- батывает датчик 4 наличия проката, на входе разрешения счета счетчика 1 появляется сигнал и в момент очередного перекладывания полос накопленное в счетчике 1 число увеличивается на единиду. Когда число в счетчике 1 достигает значения Nj , на выходе элемента 1I сравнения появляется сигнал, по которому включается система 12 управления приводом пакетирующего механизма 13 и пакет 18 перекладывается на рольганг 17, Этим же сиг налом содержимое счетчика 1 сбрасывается на нуль, а в вычислительном блоке 9 после его появления вычисляется оставшийся вес Q; металла прокатываемой плавки
j
10
и 20
25 Q .
5
5
Q Q - FZp 5дд - после набора
первого паке- . та;
Q . Q, .. -FP/) - после набора 1-го пакета.
После того, как набраны п первых пакетов, в запоминающий регистр 10 заносится новое значение N, , вычисленное ранее для остальных m пакетов данной плавки.
Описанный режим работы повторяется вплоть до срабатывания датчика 6 включения аварийных ножниц или датчика 7 включения сталкивателей бракованных заготовок. На выходе одного из этих датчиков сигнал появляется в следующих случаях: на выходе датчика 6 - в случае застревания заготовки в прокатном стане, когда включаются аварийные ножницы для порезки застрявщей заготовки; на выходе датчика 7 - в случае извлечения некачественной заготовки из технологического потока стана, когда срабатьгаают сбрасыватели бракованных заготовок.
По сигналу любого из этих датчиков в вычислительном блоке 9 рассчитывается вес оставшегося металла прокатываемой плавки
Qi Q, - q . (7)
после чего по выражениям (1) - (5) при Q Q; определяется скорректированное значение для данной плавки с учетом того, что из этой плавки одна заготовка извлечена.
Когда после очередного включения пакетирующего механизма, вычисленный по выражению (6) или (7) вес оставшегося металла прокатываемой плавки становится равным нулю, в запоминающий регистр заносится значение Н,дд для новой плавки.
Таким образом, устройство позволяет за счет равномерного распределения числа полос в пакетах снизить нагрузку на ножницы холодной резки и увеличить их межремонтный срок, т.е. достичь цель изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для управления сбрасывателем полосы на холодильник мелкосортного стана | 1984 |
|
SU1196055A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1981 |
|
SU995946A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство для управления порезкой стационарными ножницами пакета мелкосортного проката на прутки | 1973 |
|
SU529020A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Устройство для подсчета числа нагретых объектов | 1980 |
|
SU897324A1 |
| Устройство для раскроя пакета полос мелкосортного проката | 1981 |
|
SU969471A1 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1984 |
|
SU1186303A1 |
Составитель М. Реутова Редактор Е. Папп Техред И. Верес Корректор Е. Сирохман
Заказ 1187/13 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий И3035, Москва, ;Ж-35, Раушская наб., д. 4/5
Филиал ППП Патеит, г. Ужгород, ул. Проектная, 4
| Устройство для управления порезкой стационарными ножницами пакета мелкосортного проката на прутки | 1973 |
|
SU529020A1 |
