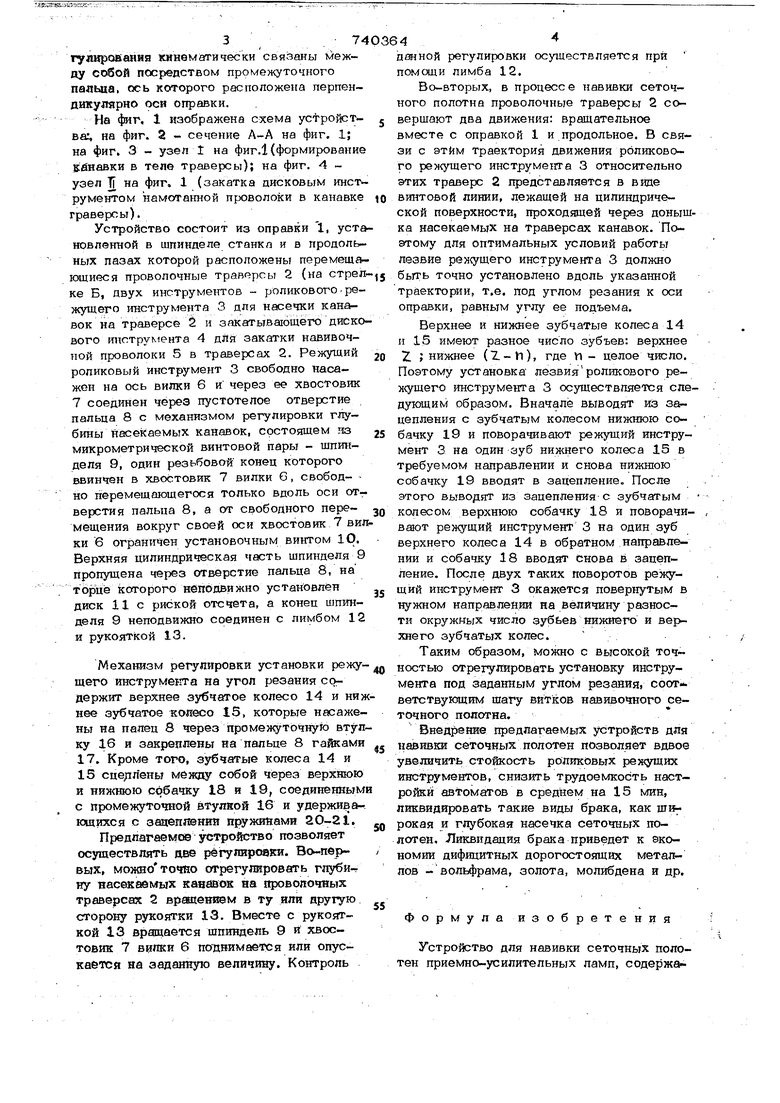
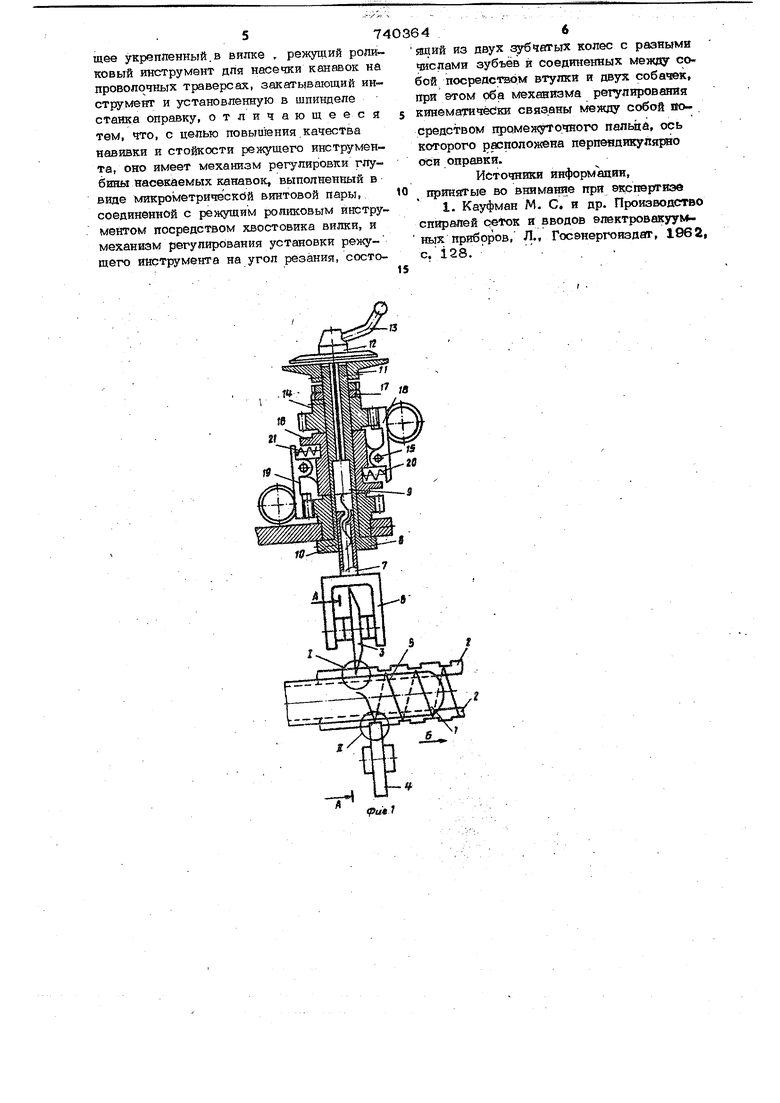
Изобретение относится к области электровакуумного машиностроения и приборостроения, а преимущественно для навивки сеточных полотен приемцо-усипйтепьны ламп. Известно устройство для навивки сеточ ных полотен приемно-усилительных памп, состоящее из вращающейся оправки для навивки, роликового режущего инструмента для насечки канавок на проволочных траверсах и закатывающего дискового инструмента. Режущий инструмент насален на ось вилки, расположенной на конце регуЛировочного винта, закрепленного с по мощью двух контргаек в проволочном кронщтейне автомата. Регулировка установ ки режущего инструмента осуществляется с помощью этого винта и дополнитепыного микровинта вручную l) . Однако это устройство не обеспечивает точную и объективную регулировку установки роликового режущего-инструмента . относительно вращающихся траверс сеточного полотна, так как время и точность настройки, а следовательно и качество навивальных полотен, а также стойкость режущего инстру1Лента аавнсят от квалификации и интуиции наладчика. Целью изобретения является повышение качества навивки сеточных полотен приемно-ус1шитепьных ламп и стойкости роликового инструмента Цель достигается тем, что известное устройство для навивки сеточных полотен приемно-усилительныхламп, содержащее укрепленный в вилке режущий роликовый инструмент ДЛИ насечки канавок на проволочных Траверсах, имеет механизм регулировки глубины насекаемых канавок, выполненный в виде микрометрической винтовой пары, соединенной с режущим роликовым инструментом посредством хвостовйка вилки, и механизм регулирования уст аноаки режущего инструмента на угол резания, состоящий из двух зубчатых KCVлес.с разными числами зубьев и соедгшенных между собой посредством втулки и гдвух собачек, при этом оба механизма ре374гушфования кинематически связаны между собой посредством промежуточного пальца, ось которого расположена перпендикупярно оси оправки. . На фиг, 1 изображена схема yctpoiteT ва; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - узел 1 на фиг.Кформирование Кйнавки в тепе траверсы); на фиг. 4 узел Т на фиг. 1 (закатка дисковым инструментом намотанной проволоки в канавке граверсы). Устройство состоит из оправки 1, установленной в шпинделе станка и в продольных пазах которой расположены перемещающиеся проволочные траверсы 2 (на стрелке Б, двух инструментов - роликов ого-режущего инструмента 3 для насечки канавок на траверсе И и закатывающего диско вого инструмента 4 для закатки навивочной проволоки 5 в траверсах 2. Режущий роликовый инструмент 3 свободно насажен на ось вилки 6 и через ее хвостовик 7 соединен через пустотелое отверстие пальца 8 с механизмом регулировки глубины насекаемых канавок, состоящем та микрометрической винтовой пары - щпинделя 9, один резьбовой конец которого ввинчен в хвостовик 7 вилки 6, свобод- но перемещающегося только вдоль оси отгверстия пальца 8, а от свободного перемещения вокруг своей оси хвостовик 7 вил ки 6 ограничен установочным винтом 10. Верхняя цилиндрическая часть щпинделя 9 пропущена через отверстие пальца 8, на тЬрце koToporo неподвижно установлен диск 11с риской отсчета, а конец шпинделя 9 неподвижно соединен с лимбом 12 и рукояткой 13. Механизм регулировки установки режущего инструмеета на угол резания содержит верхнее зубчатое колесо 14 и ниж нее зубчатое колесо 15, которые насажены на палец 8 через промежуточную втулку 16 и закреплены на пальце 8 гайками 17. Кроме того, зубчатые колеса 14 и 15 сцедленьг между собой через верхнюю и нижнюю собачку 18 и 19, соединенными с промежуточной втулкой 16 и удержива-. ющ1га.ся с зедепяэнии пружийами 20-2J.. Предпагаемж устройство позволяет осуществлять две регупироаки. Во-первых, можноT04RO отрегулировать глубину насекаемых каншок на проволочных траверсах 2 врацением в ту или другую сторону рукоятки 13. Вместе с рукояткой is вращается щпиндель 9 и хвостовик 7 вигаси 6 поднимается или опускается на заданную величину. Контроль -1 данной регулировки осуществляется при помощи лимба 12. Во-вторых, в процессе навивки сеточкого полотна проволочные траверсы 2 совершают два движения: вращательное вместе с оправкой 1 и продольное. В связи с этим траектория движения рбликового реясущего инструмента 3 относительно этих траверс 2 представляется в виде винтовой яинии, лежащей на цилиндрической поверхности, проходящей через доныщка насекаемых на траверсах канавок. Поэтому для оптимальных условий работы лезвие ренсущего инструмента 3 должно быть точно установлено вдоль указанной траектории, т.е. под углом резания к оси оправки, равным углу ее подъема. Верхнее и нижнее зубчатые колеса 14 и 15 имеют разное число зубъев: верхнее 2. ; нижнее (Z-h), где Vi - целое число. Поэтому установка лезвия роликового режущего инструметгга 3 осуществляе-гся следующим образом. выводят из зацепления с зубчатым колесом нижнюю собачку 19 и поворачивают режущий инструмент 3 на один зуб нижнего колеса 15 в требуемом направлении и снова нижнюю собачку 19 вводят в зацепление. После этого выводят из зацепления с зубчатым колесом верхнюю собачку 18 и поворачи- , gj режущий инструмент 3 на один зуб верхнего колеса 14 в обратном направлен„л собачку 18 вводят снова в зацепление. После двух таких поворотов режущий инструмент 3 окажется повернутым в нужном направлении на величину разности окружных число зубьев нижнего и верхнего зубчатых колес. Таким образом, можно с высокой точ ностью отрегулировать установку инструмента под заданным углом резания, соот-. ветствующим шагу BHTJKOB навивочного сеточного полотна. Внедрение предлагаемых устройств для навивки сеточных полотен позволяет вдвое увеличить стойкость роликовых режущих инструментов, снизить трудоемкость настройки автоматов в среднем на 15 мин, ликвидировать такие виды брака, как . рокая и глубокая насечка сеточных полотен. Ликвидация брака приведет к экономии дифицитных дорогостоящих металЛОВ - вольфрама, золота, молибдена и др. формула изобретения Устройство для навивки сеточных полотен прие1 то-усилительных ламп, содержашее укрепленный.в випке , режущий роликовый инструмент дпя насечки канавок на проволочных траверсах, закатывающий инструменг и установленную в шпинделе станка оправку, отличающееся тем, что, с цепью повышения.качества навивки и стойкости режущего инструмента, оно имеет механизм регулировки глубины насекаемых канавок, выполненный в виде микрометрический винтовой пары, соединенной с режущим рошосовым йнстру мейтом посредством хвостовика вилки, и механизм регулирования установки режушего инструмента на угол резания, состояший из двух (гбчатых колес с разными числами зубъёв и соединенных между собой посредсгабм втулки и двух собачек, при этом с&а механизма регулирования кинематически связаны между собой посредством промежуточного папьцй, ось которого расположена перпендикупярио оси оправки. Ийточникя информации, приняггые во внимание при экспертизе I. Кауфман М. С. и др. Производство спиралей oeixjK и вводов электровакуу ных приборов. Л., Госэнергоиздагг, I962i с. 128.
.
... / ,.. . -.1,
..
