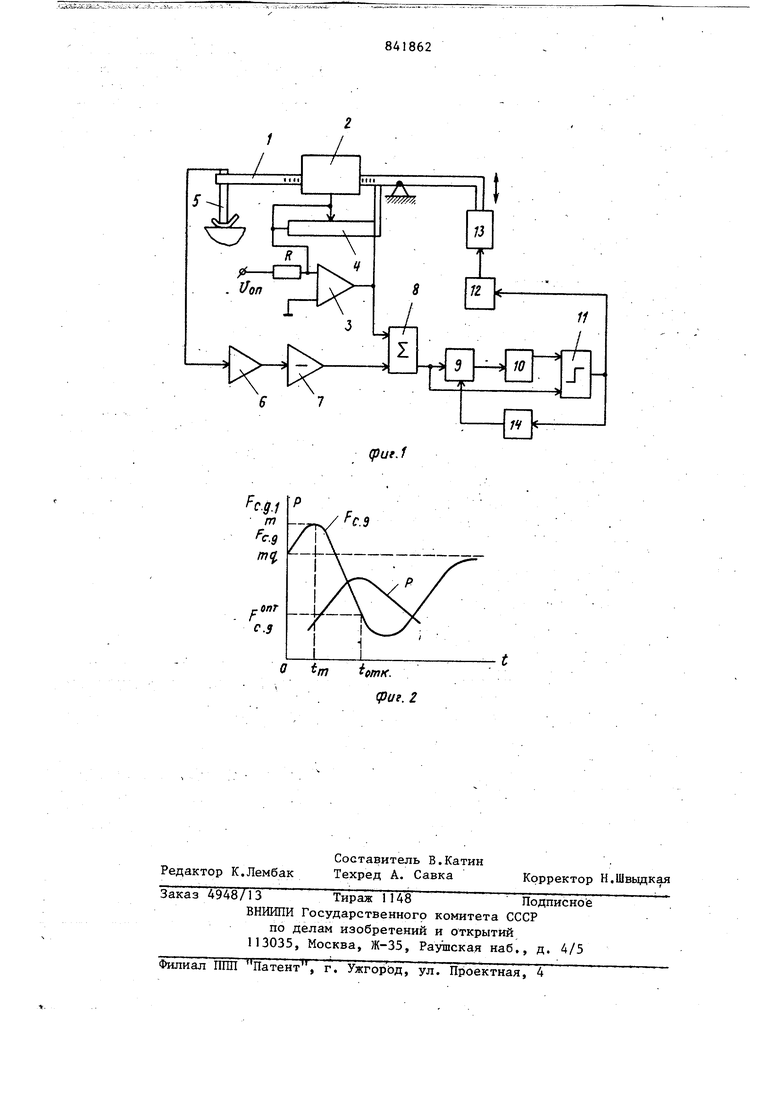
(54) УСТРОЙСТВО для КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ ДАВЛЕНИЕМ детектор, делитель напряжения, компаратор, формирователь и привод Отвода сварочной головки, ждущий мультивибратор, подключенный входом к выходу компаратора и входу формирова теля, а выходом - ко входу пикового детектора 2j. Цель изобретения - повышение качества сварных соединений. Поставленная цель достигается тем, что в устройство рведены операционный усилитель и инвертирующий каскад, при этом в цепь отрицательной обратной связи операционного уси лителя включен реостатный датчик, закрепленньй на рычаге механизма цагружения, а выход инвертирующего кас када соединен со входом сумматора, в ход которого подключен.ко второму вх ду пикового детектора и второму вход компаратора, вход инвертирующего кас када соединен с выходом измерительного усилителя, а выход операционного усилителя подключен ко второму входу су1Ф1атора. На фиг, 1 изображена структурная схема предлагаемого устройства; на. фиг. 2 - кривые, поясняюпшёзавйсймость прочности соединений на отрыв и силы сопротивления деформации проводника от времени свар1ки. Устройство состоит из механизма наГ ружёния, выполненного в виде рычага 1 с подвижным грузом 2, операционного усилителя 3 с опорным напряжением на входе, в цепь отрицательной обратной связи которого вкл чен реостатный датчик 4, закрепленны на рычаге 1 механизма нагружения, причем контактный ползунок реостатного датчика 4 жестко связан с подви ным грузом 2 механизма нагрз ения последовательнс соединенных датчика 5 ускЬр|ёнйя, закреплённого на рычаге 1 механизма нагрз ения, измерительного усилителя 6 инвертирующего каскада 7, сумматора 8, второй вход которого соединен с выходом операционного усилителя 3, пикового детектора 9, делителя 10 напряжения, компаратора 11, вторым входом подключенного к входу пикового детектора 9 и выходу сумматора 8, формирователя I2, электромагнита 13 , отвода сварочной головки, ждущего мультивибратора 14, входом соединенного с выходом компаратора 11 и входом формирователя 12, а выхЬдом - со вторым входом пикового детектора ,9. Работа устройства основана на измерении .максимального значения силы сопротивления деформации проводника и отключении процесса при Достижений силой сопротивления деформации определенного значения по отношению к максимальному. В общем случае сила сопротивления деформации определяется из формулы (q-a) им. „ где Р нагрузка на сварочный наконечник ; . , сила инерции; q - ускорение силы тяжести; а - ускорение осадки привариваемого проводника. Поэтому в устройстве предусмотрено измерение ускорения а осадки сварочного наконечника, вычисление силы сопротивления деформации проводника по формуле и сравнение максимального значения силы сопротивления деформации проводника последующим изменением. Работа усгр.ойства происходит следующим образом. Перед начаСлом процесса сварки устанавливается оптимальная нагрузка на свариваемые детали путем перемещения груза 2 по рычагу 1, при этом перемещается и контактный ползунок реостатного датчика 4, а на выходе операционного усилителя 3 появляется напряжение, равное Ug , которое подается на вход сумматора 8, где опорное напряжение на входе операционного усилителя 3; RP - сопротивление реостатного датчика 4; R - сопротивление на входе операционного усилителя 4. После начала процесса сварки свариваемые элементы деформируются, при этрм рычаг 1 опускается с ускорением а, которое фиксируется датчиком ускореНия 5. Сигнал с датчика 5 ускорения усиливается измерительным усилителем 6, и так как в формуле перед членом, содержащим ускорение, стоит знак минус, инвертируется инвертирующим каскадом 7. Преобразрванньгй таким образом сигнал поступает на второй вход сумматора 8, где происходит операция вычитания сигнала с выхода операционного усилителя 3 от сигнала с выхода инвертирующего каскада 7. Таким образом, на выходе сумматора 8 сформирован сигнал, пропорциональный силе сопротивления дефор мации проводника .. Величина опорного напряжения U выбирается таким образом, чтобы при максимальной нагрузке на свариваемые детали выполнялось условие . и,, К-сР.с, где К - коэффициент усиления ycиJtителя 6;1 f - чувствительность датчика 5 ускорения. Смысл этого условия заключается в том, что в случае свободного падения рычага 1 на выходе сумматора 8 сигнал отсутствует, т.е. сила сопротивления деформации равна нулю, тогда при деформировании проводника на выводе сумматора всегда присутствует только положительный сигнал, который служит для контроля качества сварных соединений. Отключение процесса сварки в момент достижения силой сопротивления деформации проводника. оптимального значения по отношению к максималь ному происходит следующим образом. Сигнал с выхода сумматора 8 подается на вход пикового детектора 9, где происходит запоминание максималь ного значения этого сигнала, пропор- циона ьного максимальной силе сопротивления одноосной деформации провод ника, затем сигнал с выхода пикового детектора 9 делится делителем 10 в отношении, определяющем оптимальное значение силы сопротивления одноосно Деформдции проводника t. . по отношению к ее максимальному значению Ъ.Д. (фиг. 2). Преобразованный таким образом сигнал поступает на вход ком паратора 11, на второй вход которого приходит сигнал с вьпсода сумматора 8. Таким образом, в момент tg-.когда сила сопротивления одноосной. деформации проводника достигает оптимального значения , сигналы на обоих входах компаратора I1 сравниваются и последний отрабатьшает сигнал на сброс пикового детектора 9 через ждущий мультивибратор 14 и 2 на формирователь 12, формирующий сигнал на электромагнит 13, который поднимает рычаг I и прекра1цает процесс сварки. Формула изобретения Устройство дйя контроля качества сварного соедиц ения при сварке давлением, включающее механизм погружения, выполненный в виде рычага с подвижным грузом сумматор, последовательно соединенные датчик ускорения сварочной головки, закрепленный на рычаге механизма нагружения, измерительный усилитель и последовател но соединенные пиковый детектор, делитель напряжения, компаратор, формирователь и привод.отвода сварочной головки, ждущий мультивибратор, подключенный входом к выходу компаратора и входу формирователя, а выходом - ко входу пикового детектора, о т лиЧ ающе е с я Тем, то, с целью повышения качества сварногс соединения, в устройство введены операционный усилитель и инвертирующий каскад, при этом в цепь отрицательной обратной связи операционного усилителя включен реостатный датчик, закрепленный на рычаге механизма нагружения, а выход инвертирующего каскада соединен со входом сумматора, выход которого подключен ко второму входу пикового детектора и второму входу компаратора, вход инвертирующего каскада соединен с выходом измерительного усилителя, а выход операционного усилителя подключен ко второму входу сумматора. Источники информации, принятые во внимание при экспертизе 1. Миронов Л.Г., Виноградов Г.В., Феногенов-В.М., Латышев A.M. Управление контактной сваркой Т-образных. соединений, - Автоматическая сварка 1977, 1, с. 71. 2. Заявка № 2593430/25-27, 21.03.78, по которой принято решение о вьщаче авторского свидетельства. .
-сзч
, Von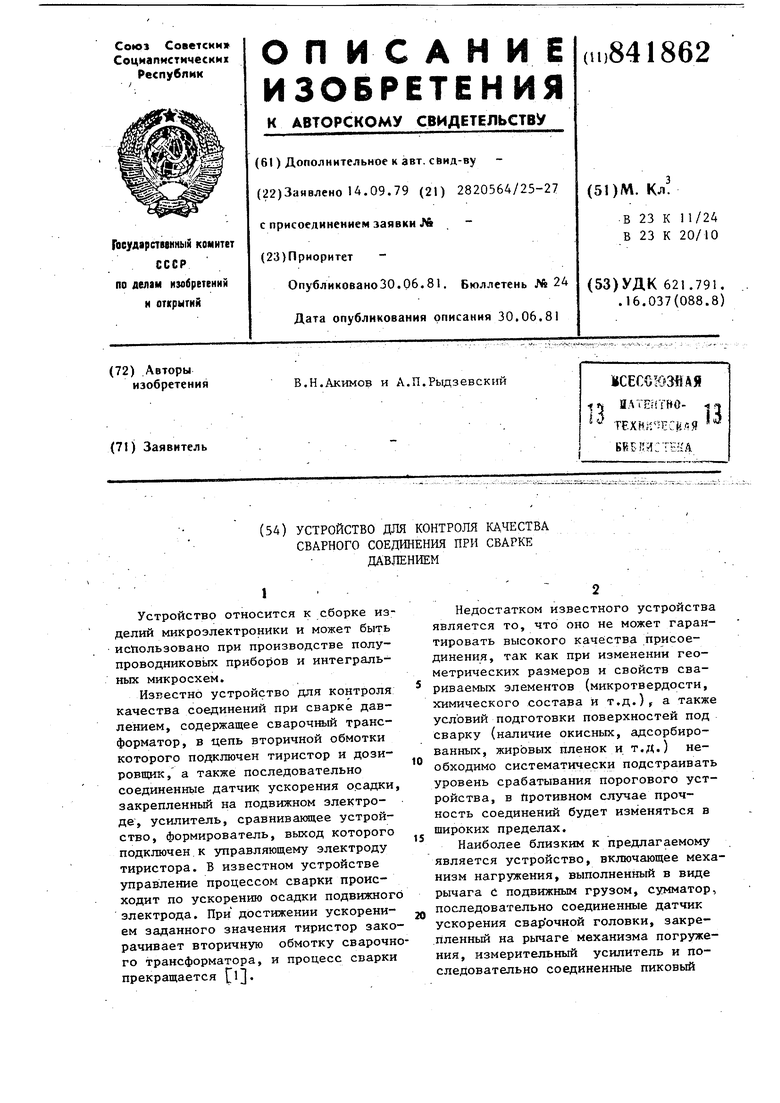
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU774866A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1980 |
|
SU969484A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для сварки давлением | 1985 |
|
SU1219293A1 |
| Фазометр низких и инфранизких частот | 1984 |
|
SU1215050A1 |
| Устройство для сварки давлением | 1982 |
|
SU1090517A2 |