Однако жесткое крепление прижимов на общем валу не обеспечивает надежного пр жима элемента свариваемого изделия в разных точках при его неровности.
Цель изобретения - повышение качест , ва сборки и сварка путем обеспечения равномерного прижима изделия во всех точ ках.
Это достигается тбм, что в предлагаемой конструкции на основании параллельны 10 валам с прижимами продолы ых элементов изделия смонт1фованы два также соосных между собой вала с прижимами поперечных элементов изделия и соешшенный с валами дополнительный пневмопривод их пово- 15 рота, при этом соединение каждого пневмопривода с соответствующими валами выг полнено в виде смонтированного на его штоке коромысла с двумя шарнирно-установленными на нем разновеликими рыча 20 rajviH, закрепленными на тордах каждого из соосных между собой валов.
Прижимы продольных и поперечных эл&ментов изделия, смонтированные на одном из каждых соосных валов, соединены с ответствующимн им упорами для изделия и уста 1овлены с возможностью ошюврюменного продольного перемещения.
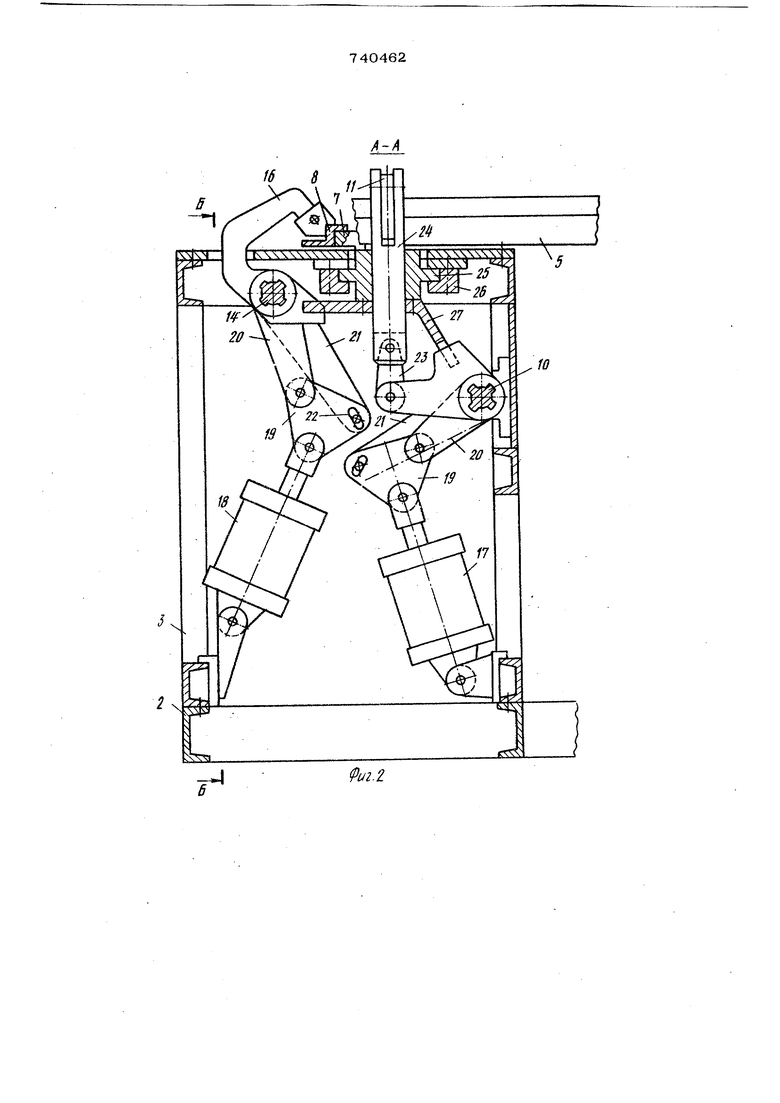
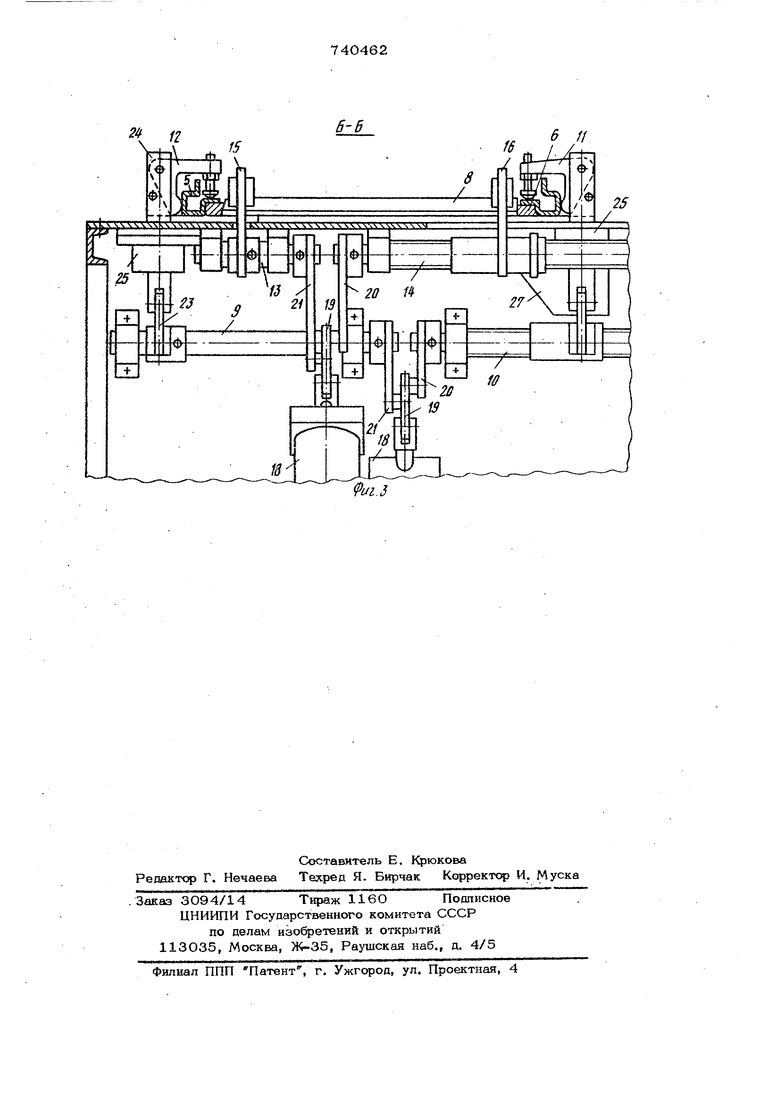
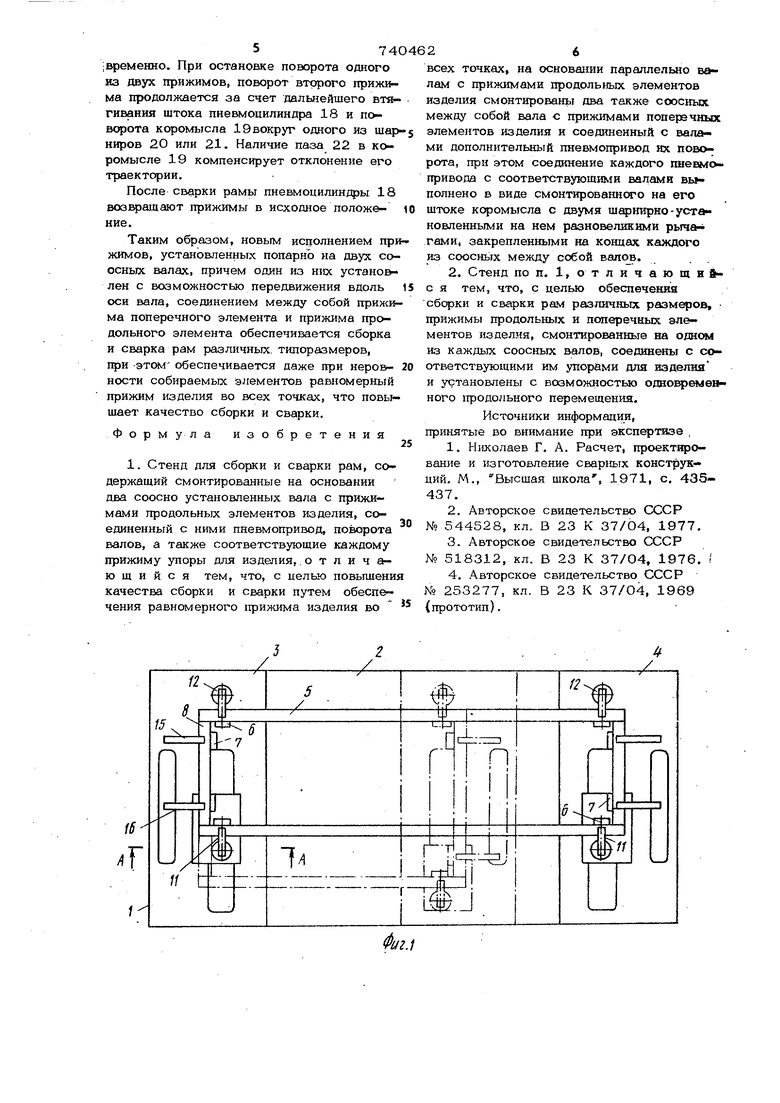
На фнг. 1 изображен предлагаемый стенд, вид сверху; на фиг. 2 - сечение 30 А-А на фиг. -1 на фиг. 3 - сечение Б-Б на фиг. 2.
Стенд для сборки и сварки рам содержит основание I, состоящее из рамы 2 и левой 3 и правой 4 , установленных 35 на раме 2. Тумба 3 смонтирована на раме жестко, а тумба 4 с возможностью перемещения по раме 2 параллельно продольгнрму элементу 5 свариваемого изделия. На тумбах 3 и 4 попарно установлены ры. 6 и 7 для базирования соответственно продольных 5 и поперечных 8 элементов изделия.
На осноЕ ании смонтированы два соосных между собой вала 9 и 10с прижимами и 12 продольных S элементов изделЕШ, а , также два соосных между собой вала 13 и 14 с прижимами 15 и 16 поперечных 8 элементов изделия. Валы 1О и 14 . полнены шлицевыми.50
На основании 1 смонтирован пнешло привод 17 поворота валов 9 и 10 с прижимами продольных элементов изделия и пневмопривод 18 noEs0poTa валов 13 и 14 с прижимами поперечных элементов изд&- 55
ЛИЯ.
На штоке каждого пневмопривода смон тировано коромысло 19 с двумя рычагами
20 и 21 различной длины, закрепленными на торпах валов 9, Ю, 13 и 14.
Для компенсации отклонения траектсфий рычагов в коромысле 19 выполнен паз 22
Прияшмы 11 и 12 продольных элементов изделия соединены с валами 9 и 1О через шатуны 23 с ползунами 24, которы перемещаются в корпусах 25, закрепленных на тумбах 3 и 4.
Корпус 25 установлен в направляющих 26, параллельной оси валов.
Упоры 6, 7 для изделия смонтированы на основании соответственно каждому при- ж;-1му.
Необходимость ползунов 24 обусловлена тем, что прижимы 11 и 12 воздейст вуют на продольный элемент 5 в вертикалной плоскости, параллельной оси валов, в отличие от прижимов 15 и 16, которые воздействуют на поперечный элемент 8 в плоскости, перпендикулярной к оси валов На корпусе 25 закреплено водило 27, которое соединяет прижимы 16 и 11, установленные с возможностью перемещения вдоль шлицевых валов 10 и 14.
При этом прижимы 16 и 11 посредс-рвом корпуса 25 соединены с соответствующими им упорами 6 и 7.
Стенд работает следующим образом.
Правую тумбу 4 перемещением по раме 2, устанавливают и фиксируют на размер, соответствующий длине продольных элементов 5 свариваемого изделия. Затем в тумбах 3 и 4 перемещают и фиксируют корпусы 25 на размер, соответствующий длине поперечных элементов 8. При перемещении корпуса 25 он посредатвом водила 27 перемещает по шлицевым валам 1О и 14 прижимы 11 и 16. При этом соответствующие им упоры 6 и 7 также перемещаются вместе с корпусом 25.
После установки прижимов на необходимые размеры свариваемой рамы продоль ные 5 и поперечные 8 элементы рамы укладывают на упоры 6 и 7, Включают пневмоцилиндры 18, которые посредством кор(ысел 19 и рычагов 20 и 21 поворачивают валы с прижимами 11, 12, 15 и 16, поджимая элементы 5 и 8 к упорам 6 и 7.
При этом ползуны 24 п емещаются вниз, поджимая продольный элемент 5 прижимами 11 и 12 сначала к горизонтальной, а затем к вертикальной плоскосьтям упора 6. При неровности продольного или поперечного элемента рамы прижимов, установленные попарно для прижима одного элемента, воздействуют на него неодно;временно. При остановке поворота одного из двух прижимов, поворот второго прижима продолжается за счет дальнейшего вт& гивания штока пневмоцилиндра 18 и поворота коромысла 19вокруг одного из шар ниров 20 или 21. Наличие паза 22 в коромысле 19 компенсирует отклонение его траектории. После сварки рамы пневмоцилинфы 18 возвращают прижимы в исходное положание. Таким образом, новым исполнением пр жимов, установленных попарно на двух со осных валах, причем один из них установлен с возможностью передвижения вдоль оси вала, соединением между собой прих ма поперечного элемента и прижима продольного элемента обеспечивается сборка и сварка рам различных, типоразмеров, гфи -этокг обеспечивается даже при неро&ности собираемых элементов равномерный прижим изделия во всех точках, что повы- шаег качество сборки и сварки. Формула изобретения 1. Стенд для сборки и сварки рам, содержащий смонтированные на основании два соосно установленных вала с прижимами продольных элементов изделия, соединенный с ними пневмопривод, поворота валов, а также соответствующие каждому прижиму упоры для изделия, .отличающийся тем, что, с целью повьпиени качества сборки и сварки путем обеспечения равномерного прижима изделия во всех точках, на основании параллельно валам с прижимами продольных элементов изделия смонтировань два также соосных между собой вала с прижимами поперечных элементов изделия и соединенный с валами дополнительный пневмопривод их поворота, при этом соединение каждого пневмопривода с соответствующими валами вь полнено в виде смонтированного на его щтоке коромысла с двумя шарнирно - установленными на нем разновеликими рычагами, закрепленными на концах каждого из coocHbix между собой валов. 2. Стенд поп. 1, отличающнйс я тем, что, с целью обеспечения сборки и сварки рам различных размеров, прижимы продольных и поперечных элементов изделия, смонтированные на одасм из каждых соосных валов, соединены с соответствующими им упорами для изделия и установлены с возможностью одновреме ного продольного перемещения. Источники информации, принятые во внимание при экспертизе , 1.Николаев Г. А. Расчет, проектигрование и изготовление сварньгх конструкций. М., Высшая школа , 1971, с. 435437. 2.Авторское свидетельство СССР № 544528, кл, В 23 К 37/О4, 1977. 3.Авторское свидетельство СССР № 518312, кл. В 23 К 37/04, 1976. I 4.Авторское свидетельство СССР Ко 253277, кл. В 23 К 37/О4, 1969 (прототип).
f6
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Стенд для сборки под сварку изделий | 1982 |
|
SU1115873A1 |
| Стенд для испытания гусеничных транспортных средств | 1987 |
|
SU1495664A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Стенд для сборки под сварку | 1979 |
|
SU852480A1 |
| Устройство для сборки и дуговой сварки | 1978 |
|
SU740461A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |