- Изобретение относится к машиностроению, а именно к оборудованию для сборочно-сварочных работ, и может быть применено, в частности, для изготовления крупногабаритных изделий, например седловых подшипников экскаватора.
Известен стенд для сборки под сварку изделий, содержащий смонтированные на раме опоры для полукорпусов, зажимные рычаги, два ползуна, соединенные с обищм приводом, и установленные на ползунах ориентирующие площадки для элементов изделия lj .
Указанный стенд не позволяет проИзводить сборку под сварку изделий сложной формы, состоящих из нескольких последовательно привариваемых друг к другу деталей, например, седловых подщипников экскаватора. Кроме того, известный стенд не обеспечивает надежного закрепления изделия в случае падения давления рабочей среды в силовом цилиндре привода.
Цель изобретения - расширение технологических возможностей и повышение надежности закрепления изделия.
Поставленная цель достигается тем, что в стенде для сборки под сварку изделий, преимущественно седловых подшипников экскаватора с полукорпусами и роликами, содержащем смонтированные на раме опоры для полукорпусов, зажимные рычаги, два ползуна, соединенные с общим приводом, и установленные на ползунах ориентирующие площадки для элементов изделия, рама установлена с возможностью поворота, стенд оснащен поворотными фиксирующими кулачками для зажимных рычагов, на ползунах смонтированы подпружиненные толкатели для каждого ролика и приводные эксцентрики, установленные с возможностью последовательного взаимодействия с толкателями, а ориентирующие площадки закреплены на толкателях.
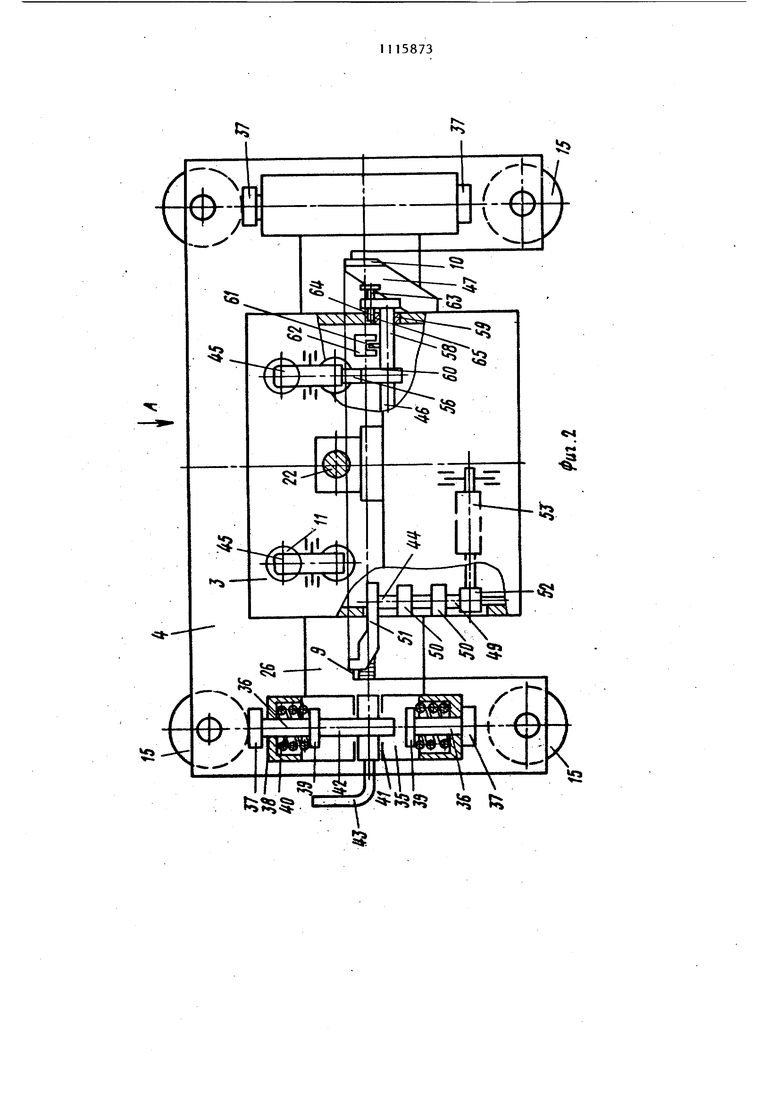
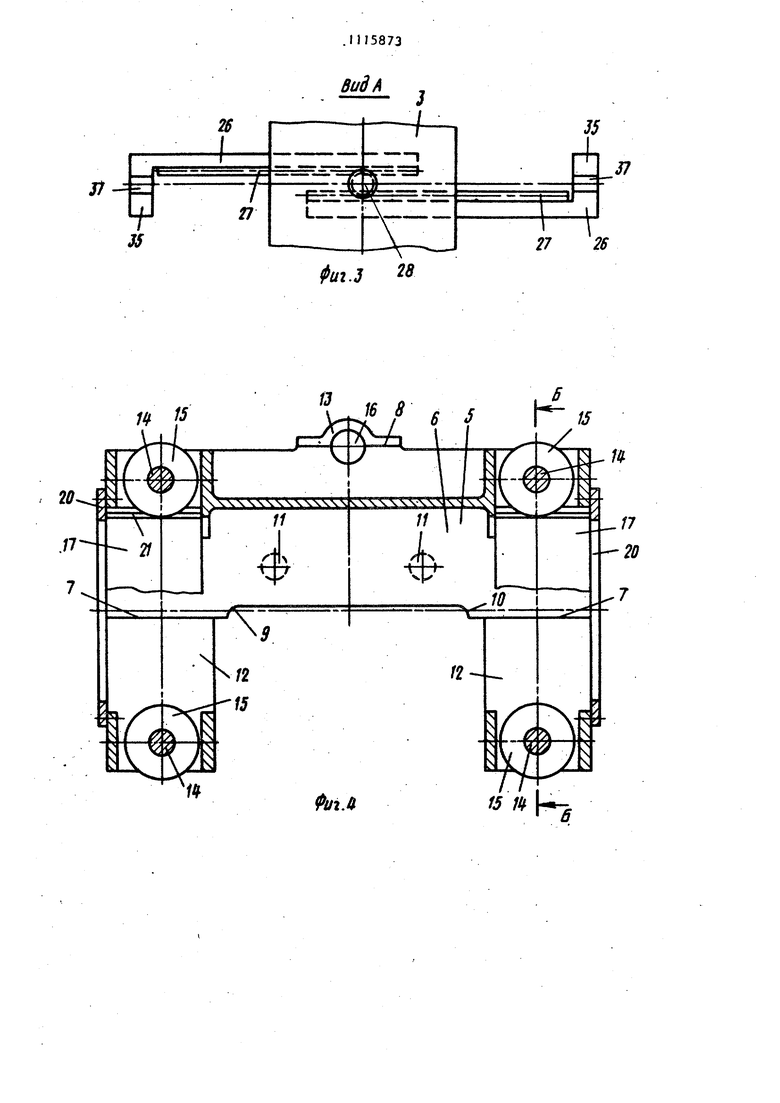
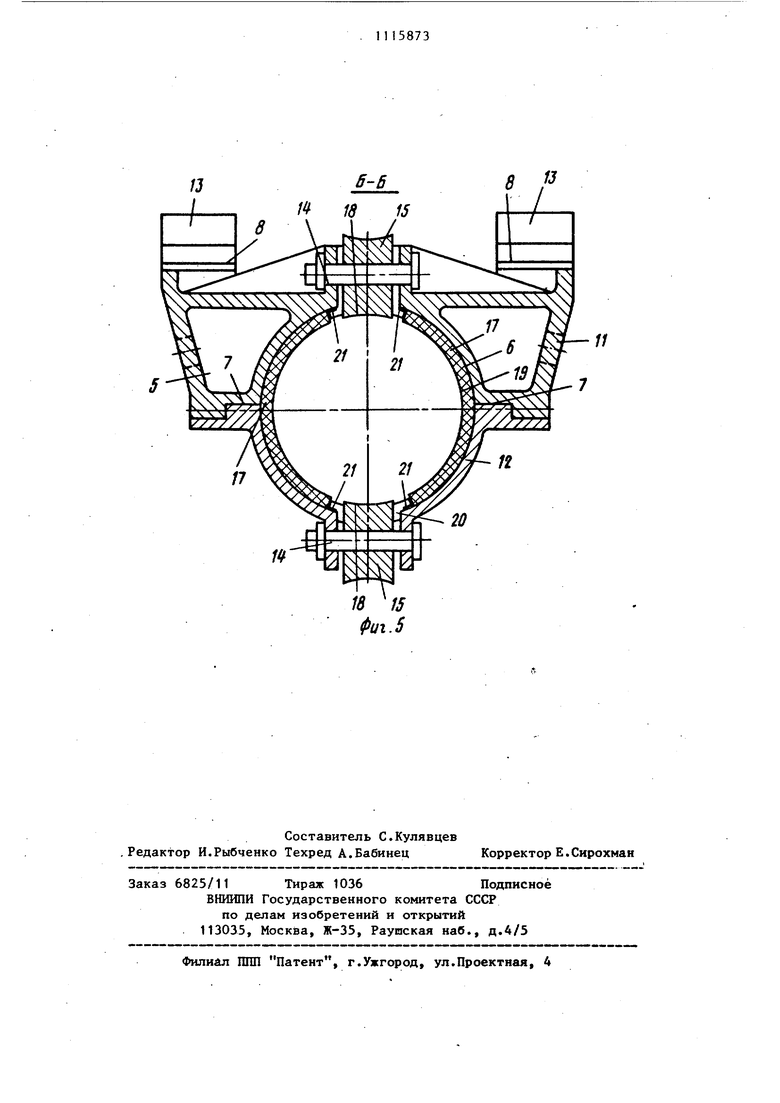
На фиг.1 изображен стенд для сборки и сварки изделия (седлового подшипника), вид спереди; на фиг.2 - то же, вид сбоку} на фиг.З - вид А на фиг.2; на фиг.4 - седловой подшипник продольный разрез на фиг.З - сечение ,Б-Б на фиг.4.
На основании 1 (фиг.1) смонтирована поворотная от электропривода 2 рама 3. На раму 3 устанавливают седловой подшипник 4, который собирают ыа
этом стенде. Седловой подшипник 4 представляет собой литой корпус 5, средняя часть KOTopOio выполнена в виде вогнутой цилиндрической поверхности 6. На корпусе 5 имеются обработанные площадки 7 и 8, выступы 9 и 10, четыре окна 11. На площадки 7 устанавливаются два полукорпуса 12, а на площадки 8 - два полукорпуса 13 Вкорпусе 5-и полукорпусах 12 и 13 расположены на осях 14 четыре ролика 15. В отверстии 16, образованном полукорпусами 13 и корпусом 5, устанавливается ось с блоками (не показана) Полукорпуса 12 и 13 крепятся к корпус 5 болтами (не показаны). На внутренней поверхности полукорпусов 12 и корпуса 5 расположены вкладыши 17, поверхности которых вместе с поверхностями 18 роликов 15 образуют рабочую цилиндрическую поверхность 19. Вкладыши 17 фиксируются от выпадания кольцами 20, закрепленными на корпусе 5 и полукорпусах 12, и уголками 21.
Поворотная рама 3 выполнена в виде сварной конструкции с цапфами 22, установленными в стойках 23, закрепленных на основании.1. Внутри рамы 3 имеется окно 24, расположенное оппозитно поверхности 6 седлового подшипника 4. В окне 24 закреплены направляющие 25, по которым перемещаются Г-образные ползуны 26 с установленными на них зубчатыми рейками 27, взаимодействующими с общей шестерней 28. Последняя закреплена на валу 29, на другом конце которого тоже закреплена шестерня 30. Вал 29 установлен в подшипниках 31, смонтированных на раме 3. Шестерня 30 взаимодействует с зубчатой рейкой 32, установленной в направляющих 33, смонтированных на раме 3.
- На раме 3 закреплен гидроцилиндр 34 (фиг.1 и 2), шток которого соединен с зубчатой рейкой 32.
На концах ползунов 26 имеются выступы 25 (фиг.2 и 3), в которых смонтированы оппозитно друг другу по два толкателя 36. На толкателях 36 закреплены ориентирующие площадки 37. Толкатели 36 перемещаются в направляющих 38 ползунов 26 и снабжены упорами 39 с пружиной 40 для фиксации площадок 37 в их исходном положении. В средней части выступов 35 в подшипниках 41 смонтированы эксцентрики 42, поворот которых осуществляется съемной рукояткой 43. На раме 3 установлены два механиз ма 44 продольной ориентации изделия, прижимы 45 изделия, два механизма 46 фиксации прижимов 45, а также упор 47 и базирующая площадка 48. Механиз 44 продольной ориентации изделия сос тоит из вала 49 (фиг.2), установленного в подшипниках 50. На одном конце вала закреплен рычаг 51, взаимодействующий с выступом 9 корпуса 5, на другом конце - рычаг 52, соединен ный шарнирно со штоком качающегося гидроцилиндра 53, установленного на раме 3. Прижим 45 изделия выполнен в виде двуплечего зажимного рычага 54, установленного шарнирно на раме 3, одно плечо 55 которого взаимодействует с изделием, а второе плечо 56 шарнирно соединено со штоком качающегося гидроцилиндра 57. Прижимы 45 расположены по обе стороны от изделия по два прижима с каждой стороны. Механизм 46 фиксации прижимов 45 состоит из поворотного вала 58 (фиг.1 и 2), установленного в подшипниках 59. На валу 58 расположены два поворотных фиксируюш;их кулачка 60, которые взаимодействуют с плечами 56 рычагов 54. Кроме того, на вал 58 закреплен флажок 61, взаимодействующий с датчиком 62 в момент фиксации рычагов 54, и ручной фиксатор 63 с подпружиненным фиксирующим пальцем 64, который взаимодействует поочеред но с одним из двух отверстий 65, выполненных в раме 3. Стенд работает следующим образом. В исходном положении кулачки 60 развернуты друг от друга, фиксирующий палец 64 взаимодействует с соответствующим отверстием 65, плечи 65 pbtqaroB 54 повернуты к оси рамы, а плечи 55 - от оси рамы 3. Ползуны 26 сдвинуты к центру рамы 3. Грузозахватным устройством (не показано) корпус 5 седлового подтипника 4 устанавливают на базирующую площадку 48, включают гидроцилиндры 53, которые поворачивают валы 49 с рычагами 51. Последние взаимодейству ют с выступами 9 и смещают корпус 5 до взаимодействия его выступа 10 с упором 47. Корпус 5 сориентирова в продольном направлении. 1 734 Затем включают гидроцилиндры 57, которые поворачивают рычаги 54, верхние плечи 55 которых входят в соответствующие окна 11 корпуса 5 и прижимают его. Далее фиксируют прижимы 45 механизмами 46 фиксации. Для этого фиксирующий палец 64 выводят из .отверстия 65 и поворачивают вал 58 до того положения, когда кулачки 60 будут взаимодействовать с нижни q плечами 56 рычагов 54. В этот момент фиксирующий палец 64 заходит в. соответствующее отверстие 65, а флажок 61 взаимодействует с соответствующим датчиком 62. При срабатывании обоих механизмов 46, которые фиксируют все четыре прижима 45 в их рабочем положении, оба датчика 62 дают команду на разрешение включения электропривода 2 для поворота рамы 3. Такая схема взаимодействия механизмов надежна, так как в случае недохода верхнего плеча 55 до изделия не дойдет до рабочего положения вал 58 и флажок 61 не будет взаимодействовать с датчиком 62, а следовательно, поворота рамы 3 не произойдет. В случае обрыва шлангов после прижима корпуса 5 рычаги 54 не смогут развернуться, так как они зафиксированы кулачками 60 от случайного поворота. Таким образом, изделие надежно закреплено на раме. Раму 3 с изделием включением электропривода 2 поворачивают на 180°. Осуществляют сборку полукорпусов 12 и их прихватку сваркой к корпусу 5, затем производят разворот изделия в исходное положение. Далее осуществляют сборку полу корпусов 13 и их прихватку сваркой, после чего все механизмы возвращают в исходное положение, изделие снимают и передают на механическую обработку. После механической обработки изделие, вновь устанавливают на раму 3, ориентируют, прижимают и фиксируют механизмами 44, 45 и 46, поворачивают раму 3 с изделием на 90 и осуществляют установку вкладышей 17 и .колец 20 и сварку уголков 21. Согласно технологическому процессу, изделие неоднократно снимают со стенда для механической обработки, после чего изделие вновь устанавливают на стенд, ориентируют, прижимают, фиксируют и продолжают процесс сборки. Для сборк;. роликов 15 с полукорпусами 12 раму 3 с изделием пово. S11 рачивают на 180 и включают гидроциликдр ЗА, шток которого перемещает зубчатую рейку 32, при взаимодействии последней с шестерней 30 поворачивается вал 29 с шестерней 28. Шестерня 28, взаимодействуя с рейками 27, перемещает ползуны 26 в противоположные стороны до взаимодействия их с ограничителями хода (не показаны). В этот момент площадки 37, расположенные на выступах ползунов 26, находятся в- зоне сборки роликов 15. Каким-либо грузозахватным устройством ролики 15 устанавливают на площадки 37. Затем осуществляют совмещение осей роликов с осями отверстий в полукорпусах 12 в вертикальном и горизонтальном направлениях. Совме щение осей роликов в вертикальном направлении производят поворотом зкс центрика 42 с помощью рукоятки 43. Эксцентрик 42 взаимодействует с толкателями 36. Перемещая последние в направляющих 38. В горизонтальном направлении совмещение осей роликов производят качением роликов 15 по площадкам 37. После совмещения осей роликов с отверстиями в полукорпусах 12 в отверстия устанавливают оси 14, которую-фиксируют. Затем раму 3 с изделием возвращают в исходное положение и подовным образом осуществляют сборку роликов 15 с полукорпусами 13. После осуществления процесса сборки все механизмы возвращают в исходное положение, а изделие снимают со стенда и передают на следующую операцию. Предлагаемый стенд обладает более широкими технологическими возможностями и обеспечивает более надежное закрепление изделия по сравнению с прототипом. Вид Л
Л
fu2.3 2S 27 26
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1990 |
|
SU1756084A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Манипулятор | 1987 |
|
SU1523294A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ, преимущественно седловых подшипников экскаватора с полукорпусами и роликами, содержащий смонтированные на раме опоры для полукорпусов, зажимные рычаги, два ползуна, соединенные с общим приводом, и установленные на ползунах ориентирующие площадки для элементов изделия, отличающийся тем, что, с целью расширения технологических возможностей и повышения надежности закрепления изделия, рама установлена с возможностью поворота, стенд оснащен поворотными фиксирующими кулачками для зажимных рычагов, на ползунах смонтированы подпружиненные толкатели для каждого ролика и приводные эксцентрики, установленные с возможностью последовательного взаимодействия с толкателями, a ориентирующие (Л площадки закреплены на толкателях. ел эо 
/J
Itf
6-6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Евстифеев А.Ф | |||
| Средства механизации сварочного производства | |||
| М., Машиностроение, 1977, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Солесос | 1922 |
|
SU29A1 |
