Изобретение относится к области термической обработки деталей из . высокопрочных сплавов и сталей. Изготовление ьшогих деталей из алюминиевых, магниевых, титановых, мартенситностареющихИ других сплаво и стсшей связано с необходимостью получения в них высокой прочности и пластичности, чистой поверхности и возможно минимального коробления. Известные способы закалки в воде приводят к значительному короблению деталей из указанных сплавов и сталей и .не могут обеспечить получение светлой поверхности обрабатываемых деталей. Известен способ закалки в вакууме с использованием в качестве охлаждаю щих сред инертных газов или вакуумны масел. Недостатками известного способа являются ограниченность его применения из-за низкой охлаждающей способности закалочных сред и необходимость обезжиривания поверхности. Известен способ обработки холодом при котором в сосуд с деталями впрыс кивают сжиженный газ, например NHj или XHOjj, При этом происходит испарение сжиженного газа и детали охлаждаются до минусовых температур. Известный способ обработки холодом не пригоден для светлой закалки вследствие взаимодействия NHj или СО с поверхностью деталей, нагцетых до высоких температур. Кроме того, при этом способе трудно обеспечить равномерное охлаждение деталей по объему садки вследствие неравномерного распределения капель сжиженного газа по поверхности детали, а также исключить частичный унос капель сжиженного газа, что приводит к увеличению его удельного расхода. Известен способ светлой закалки деталей в вакууме, включающий нагрев с последующей продувкой смесью инертного газа и легкоиспаряющейся в вакууме жидкости, причем процесс осуществляют при постоянном разрежении. Однако применение в известном способе закалки легкоиспаряющейся .жидкости типа фреона может вызвать образование токсичных соединений при ее взаимодействии с поверхностью деталей, нагретых до высоких температур. Кроме того, использование инертного газа (с температурой 15-25 0 и проведение процесса при постоянном
разрежении не обеспечивает получения скоростей охлаждения, близких к скоростям охлаждения: в воде, что также ограничивает применение способа для сталей и сплавав, требукяцих при закалке ускоренного охлаждения.
Целью изобретения является разработка способа светлой закалки, обеспечивающей получение заданных прочностых свойств металла при сохранении геометрических размеров и чистоты поверхности обрабатываемых деталей и узлов в пределах требуемого допуска, а также расширение нсяиенклатуры деталей и узлов, подвергаемых светлой малодеформационной закалке.. Цель достигается тем, что в способе, Светловой закалки, включающем нагрев в безркислительной среде и охлаждение в потоке газожидкостной смеси, применяют газифицированный и сжиженный инертный газ (азот,аргон гелий).
Минимальное коробление деталей обеспечивается получением скоростей охлаждения в диапазоне вода-масло порядка 80-700 -град/с посредством охл&ждения их в критическом интервале .температур в рециркулирующем потоке газифицированного газа и равномерно распределенных по нему капель сжиженного газа и получением скбростей охлаждения в диапазоне маслоинертный газ порядка 80-0,1 град/с посредством охлаждения в рециркулирующем потоке газифицированного газа. Регулирование охлаждающей способности закалочных сред осуществляют за счет изменения расхода сжиженного г аз а,-давления в рабочей зоне от 0,1 до 5 атм и температуры газифицированного газа от -269°С до ,
Для сохранения светлой поверхности обрабатываемых деталей используют сжиженный инертный газ с содержанием кислорода не более 0,01% и при точке росы, не превышающей -40°С в зависимости от обрабатываемого материала. Для стабилизации свойств и геометрических размеров производят непрерывное охлаждение обрабатываемых деталей до температур на 10-30°С ниже интервала структурных превращений для данной марки .стали ИЛИ сплава, включая температуры, лежащие ниже 0°С.
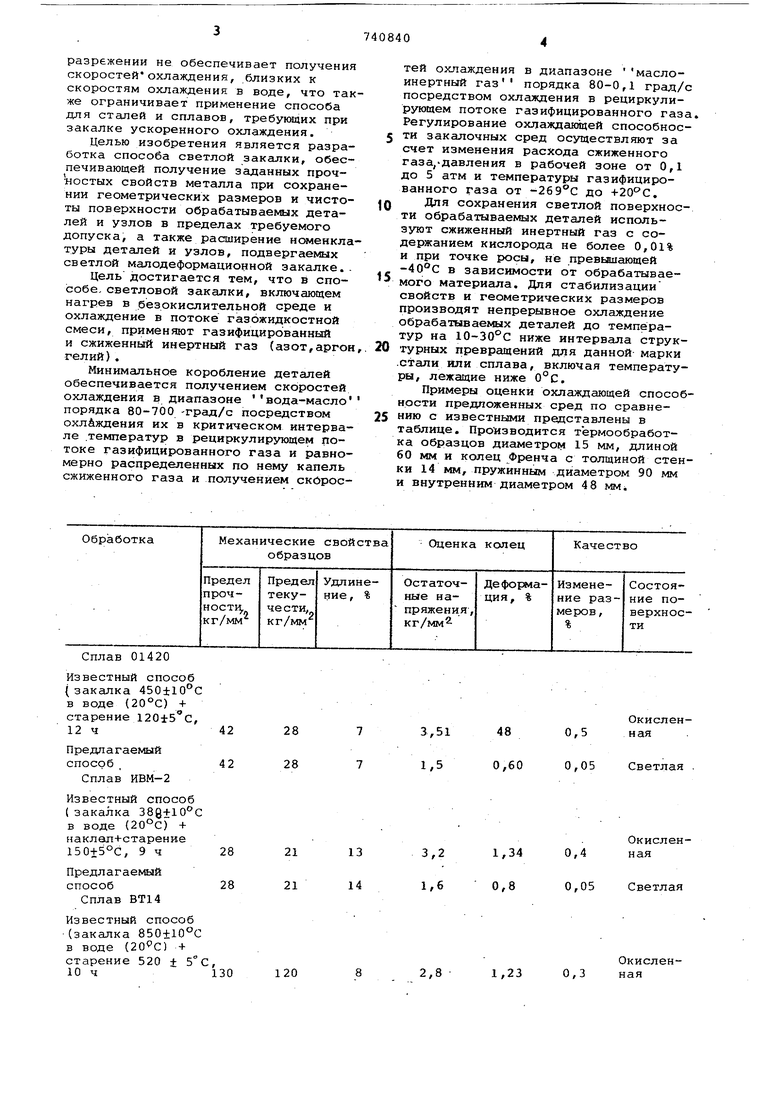
Примеры оценки охлаждающей способности предложенных сред по сравнению с известными представлены в
таблице. Производится термообработка образцов диаметром 15 мм, длиной 60 мм и колец Френча с толщиной стенки 14 мм, пружинным диаметром 90 мм и внутренним диаметром 48 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поэтапной закалки заготовок из гранулируемых жаропрочных никелевых сплавов | 2018 |
|
RU2697684C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2033469C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА И.И.МАКСИМОВА | 1996 |
|
RU2107101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНА ИЗ АМОРФНЫХ И МИКРОКРИСТАЛЛИЧЕСКИХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2329123C2 |
| МАЛОДЕФОРМАЦИОННАЯ ЗАКАЛКА АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2574928C1 |
| СПОСОБ СВЕТЛОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1973 |
|
SU388038A1 |
| Способ закалки стали | 1978 |
|
SU797243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПОЛУФЕРРИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2025198C1 |
| Закалочная среда | 1987 |
|
SU1502631A1 |
| СПОСОБ ЗАКАЛКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2186859C2 |
Сплав 01420
Известный способ ( закалка 450±10°С в воде (20°С) + старение 120±5с, 12 ч
Предлагаемый способ
Сплав ИВМ-2
Известный способ ( закалка 388±10С в воде (20°С) + наклал+старение 150+5°С, 9ч
Предлагаемый способ
Сплав ВТ14
Известный способ (закалка 850±10°С в воде () + старение 520 ± 5°
10 ч
Окислен0,5н ая
48
3,51
0,05 Светлая
0,60 1,5
Окислен0,4ная
1,34
3,2
3 14
0,05Светлая 0,8 1,6
Окислен0,3
1,23 ная
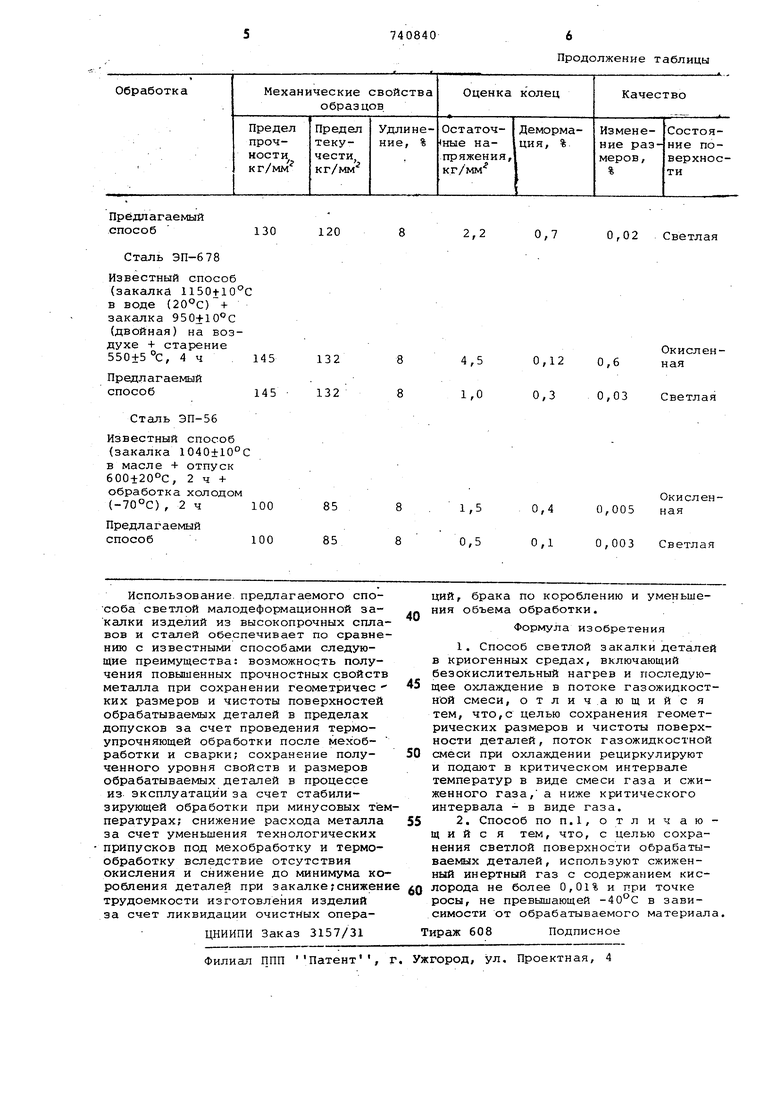
Предлагаемый
способ
Сталь ЭП-678
Известный способ
(закалка 1150+10° в воде (20°С) + закалка 950±10°с
(двойная) на воздухе + старение 550+5 °С,4ч
Предлагаемый
способ
Сталь ЭП-56
Известный способ (закалка 1040+10° в масле + отпуск 600±20°С, 2 ч + обработка холодом
Продолжение таблицы
2,2
0,7
0,02 Светлая
Окислен0,12 0,6 ная
0,3
0,03 Светлая
Окислен
