1
Изобретение относится к. области электрохимической обработки, преимущественно к оборудованию для гальванической обработки плоских деталей оно может быть использовано в радиоэлектронной промышленности при изготовлении коммутационных плат микросхем.
Известна подвеска для гальванической обработки деталей, содержащая раму с опорными элементами и основание с закрепленными в нем подпружиненными электропроводными стержнями с заостренными концами, которые установлены с возможностью контактирования с де- . талью по торцовой поверхности, а опорные элементы вьшолнены в виде роликов Г1.
Однако известная подвеска не обеспечивает равномерного осаждения наращиваемого слоя металла на обрабатываемые детали с диаметром свыще ЮО мм в связи с наличием токоподвода к. одной торцовой поверхности заголовки.
Торцовый токоподвод ограничивает технологические возможности подвески (невозможность обработки заготовок на основе пояиимидной гшенкн). Наличие большого количества деталей в известной подвеске приводит к увеличению ее нерабочей поверхности (пружины, при- жимной шток, откидная планка и т.д), затрудняет процесс промывки и приводит к дополнительному расходу деионизованной воды и уменьшению числа одновременно обрабатьшаемых заготовок в гапь-i ванической ванне.
Известна также кассета для обработки плоских заготовок, .основание которой выполнено в виде кольца с подпружиненными элементами крепления заготовки 2. Эта конструкция является наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату.
Однако в указанной кассете элементь крепления не обеспечивают обработку плоских заготовок на гибкой основе, а
стальные подпружиненные элементы поД вергаются коррозии в агрессивных средах, что снижает срок службы кассетьи Кроме того, сложность конструкции кассеты затрудняет удаление остатков рабочих жидкостей.
Целью изобретения является упрощение конструкции и повышение ее надежности.
Цель достигается тем, что токоподвод выполнен в виде полукольца, контактные элементы которого расположены с двух противоположных сторон по периметру основания, при этом элементы фиксации изделия сделаны в виде зажимов Т-образной формы, установленных на основании. Кроме того, для повышения коррозионной стойкости токоподвод выполнен из титанового сплава.
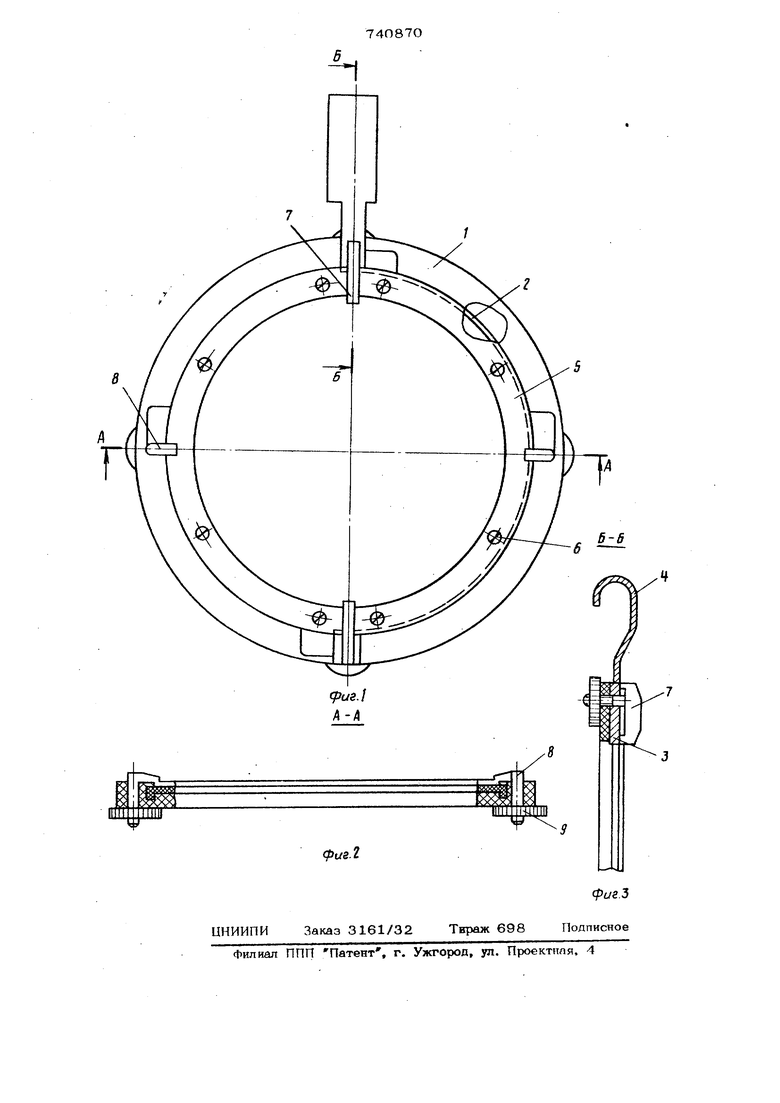
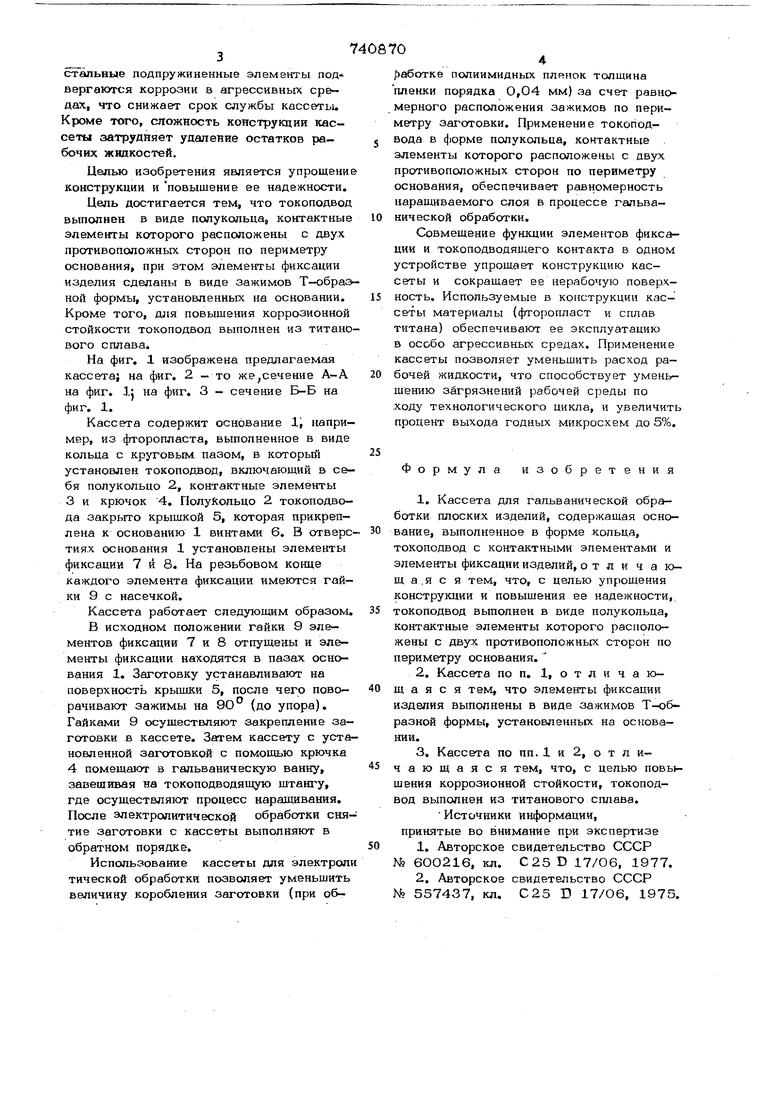
На фиг, 1 изображена предлагаемая кассета} на фиг. 2 - то же,сечение А-А на фиг. Ij на фиг. 3 - сечение Б-Б на фиг. 1.
Кассета содержит основание 1 например, из фторопласта, выполненное в виде кольца с круговым пазом, в которьпТ установлен токоподвод, включающий в себя полукольцо 2, контактные элементы
3и крючок 4. Полукольцо 2 токоподво- да закрыто крышкой 5, которая прикреплена к основанию 1 винтами 6. В отверстия.х основания 1 установпены элементы фиксации 7 и 8. На резьбовом конце каждого элемента фиксации имеются гайки 9 с насечкой.
Кассета работает следующим образом.
В исходном положении гайки 9 элементов фиксации 7 и 8 отпущены и элементы фиксации находятся в пазах основания 1. Заготовку устанавливают на поверхность крышки 5, после чего поворачивают зажимы на 9О (до упора). Гайками 9 осуществляют закрепление заготовки в кассете. Затем кассету с установленной заготовкой с помощью крючка
4помещают в гальваническую ванну, завешивая на токоподводящую штангу, где осуществляют процесс наращивания. После электролитической обработки снятие заготовки с кассеты выполняют в обратном порядке.
Использование кассеты для электроли тической обработки позволяет уменьшить величину коробления заготовки (при обf)a6oTKe полиимидньк ПЛРНОК толщина пленки порядка 0,04 мм) за счет равномерного расположения зажимов по периметру заготовки. Применение токоподвода в форме полукольца, контактные элементы которого расположены с двух противоположных сторон по периметру основания, обеспечивает равномерность наращиваемого слоя в процессе гальванической обработки.
Совмещение функции элементов фиксации и токоподводящего контакта в одном устройстве упрощает конструкцию кассеты и сокращает ее нерабочую поверхность. Используемые в ковютрукции кассеты материалы (фторопласт и сплав титана) обеспечивают ев эксплуатацию в особо агрессивных средах. Применение кассеты позволяет уменьшить расход рабочей жидкости, что способствует уменьшению загрязнений рабочей среды по .ходу технологического цикла, и увеличить процент выхода годных микросхем до 5%.
Формула изобретения
1.Кассета для гальванической обработки плоских изделий, содержащая основание, выполненное в форме кольца,
токоподвод с контактными эпементами и элементы фиксации изделий, отличающ а.я с я тем, что, с целью упрощения конструкции и повышения ее надежности,
токоподвод выполнен в виде полукольца, контактные элементы которого расположены с двух противоположных сторон по периметру основания.
2.Кассета по п. 1, о т л и ч а ющ а я с я тем, что элементы фиксации
изделия выполнены в виде зажимов Т-образной формы, установленных на основании.
3.Кассета по пп.1 и 2, о т л ичающаяся тем, что, с целью повььшения коррозионной стойкости, токоподвод выполнен из титанового сплава.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 600216, кл. С25 D 17/06, 1977.
2. Авторское свидетельство СССР № 557437, кл. С25 D 17/О6, 1975.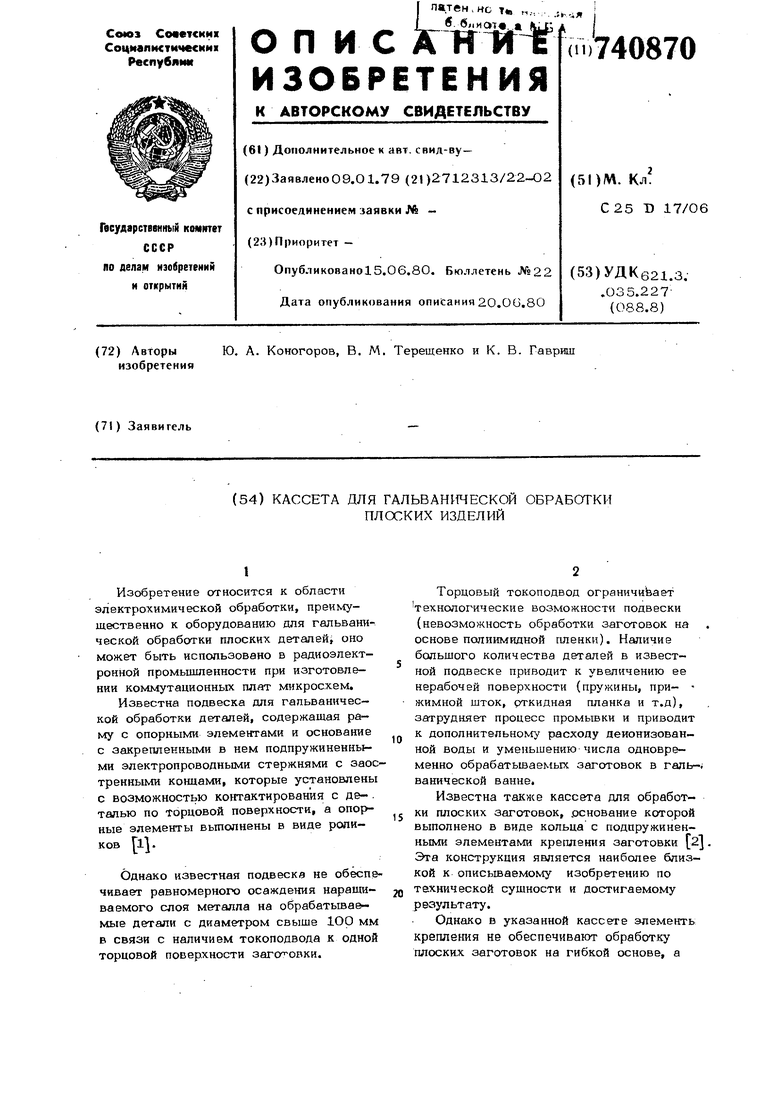
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки изделий | 1982 |
|
SU1016403A1 |
| Подвеска для обработки плоских изделий (варианты) | 2015 |
|
RU2636341C2 |
| ДЕРЖАТЕЛЬ ДЛЯ АНОДОВ ИЛИ ПОКРЫВАЕМЫХ ИЗДЕЛИЙ | 2022 |
|
RU2804026C1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1576595A1 |
| Кассета для гальванической обработки плоских изделий | 1986 |
|
SU1399378A1 |
| Подвеска для нанесения гальванических покрытий | 1990 |
|
SU1770462A1 |
| КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ПРИ НАНЕСЕНИИ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОФОРЕЗА | 1991 |
|
RU2023764C1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1754801A1 |
| Подвеска для обработки плоских изделий | 1989 |
|
SU1664880A1 |
| Устройство для подвески деталей в гальванических ваннах | 1987 |
|
SU1444404A1 |