Г)
XI
сл
00
о
Изобретение относится к устройствам для гальванической обработки изделий, в частности к подвесным приспособлениям, и может быть использовано на любом предприятии, где проводится такая обработка
Известна подвеска для гальванической обработки деталей, содержащая раму с держателями для навешивания на них деталей,выполненнымииз незлектропроводных материалов, и электропроводные контактные элементы.
Однако это устройство требует больших трудозатрат при закреплении деталей на подвеску, сложно по конструкции и по этой причине непригодно для массового производства
Известны подвески, изолированные от действия тока при помощи нетокопроводя- щих материалов, устойчивых в кислых и ще- лочных электролитах. Для этого использованы перхлорвиниловые лаки, резина (гуммирование), фторопласт, пластикат, винипластовые трубки, эпоксидные лаки, клей марок БФ-2, БФ-4 или БФ-6, клей резиновый, пластизоль марки Диплазоль 2А и др. материалы.
Но нанесение упомянутых изоляционных материалов довольно трудоемко и тре- буег специального оборудования. Кроме того, не все изоляционные материалы устойчивы в кислых и щелочных электролитах при температуре до 100°С и к действию температурного нагрева до 180°С, некоторые из них дефицитны.
Известна подвеска, содержащая рамку с поперечными планками, к которым прикреплены крючки. В верхней части продольных планок рамки крепятся крючки для навески на токоподводящие штанги.
Подвеска в целом, кроме контактирующих участков подвесных крючков и крючков для завешивания деталей, изолируется пе- нопластом-4.
Однако изготовление данной подвески требует специального оборудования для нанесения изоляционного покрытия. Само покрытие при механических воздействиях (ударах, царапании) нарушается, восстановление его требует специального оборудования и трудоемко.-,
При использовании подвески для сушки в термошкафах при 180°С покрытие может вспучиваться и отслаиваться
Наиболее близкой к предлагаемой является подвеска, содержащая рамку с продольными и поперечными планками, к которым прикреплены крючки. В подвеске поперечные планки выполнены из стеклотекстолита, продольные планки - из металла и закрыты стеклотекстолитом, нижняя
поперечная планка выполнена из огопенно- го токопроводника и является сьемной.
Для токоподвода к крючкам для навешивания деталей и к деталям вдоль поперечных планок натянуты проволочные шины, которые крепятся к продольным планкам в местах насечек или пазов.
Продольные металлические планки в верхней части изогнуты в форме крюка для
0 навешивания на токоподводящую штангу и несут механическую и токовую нагрузки Но их наличие значительно увеличивает вес подвески, требует изолирования накладками из диэлектрика, применения крепежа
5 (заклепок) из диэлектрика, выполнения пазов или насечек для крепления токоподво- дящих проволочных поперечных шин, закрепления вдоль них токопроводников из проволоки для экранирования и защиты
0 крайних деталей от действия силового электрического поля (от подгара).
Незащищенная нижняя металлическая планка в процессе эксплуатации обрастает металлом, тем самым также увеличивается
5 вес подвески, расход осаждаемого металла и электроэнергии.
Цель изобретения - повышение долговечности и улучшение ремонтоспособности подвески.
0 Поставленная цель достигается тем, что подвеска для гальванической обработки це- талей, содержащая раму из двух продольных планок с крюками для завешивания на штанге и поперечных планок с гнездами под
5 крючки, токоподводящие шины, расположенные над поперечными планками рамы, и навесные крючки, смонтированные с возможностью контакта с шинами, снабжена двумя дополнительными токопроводящими
0 шинами, смонтированными вдоль продольных планок, планки рамы выполнены из диэлектрического материала, продольные токопроводящие шины подсоединены к крюкам с возможностью разьема и электри5 чески соединены с поперечными токопроводящими шинами.
С целью повышения качества покрытий за счет предохранения крайних деталей от прогорания продольные и нижняя попереч0 пая токопроводящие шины смонтированы по периметру подвески.
С целью улучшения контакта навесных крючков с поперечными токопроводящими шинами ширина шин выбирается не менее
5 толщины поперечной планки.
Ток к деталям поступает со штанги на металлические крюки, с них - на токоподводящие продольные и поперечные шины, а с шин - на крючки для завешивания деталей и к деталям,
Продольные и поперечные токоподво- дящме шины изготовлены съемными.
Для соединения поперечных токопод- водящих шин с продольными не требуется применения крепежа из диэлектрика. Ремонт подвески заключается в замене продольных и поперечных токоподводящих шин.
На чертеже представлена подвеска, вид спереди и сбоку в двух проекциях.
Подвеска представляет собой диэлектрическую рамку 1, состоящую из продольных 2 и поперечных 3 планок
Продольные планки 2 крепятся в верхней части к металлическим крюкам 4 для навешивания на токоподводящую штангу. Над каждой поперечной планкой 3 и вдоль продольных планок 2 натянуты токоподво- дящие поперечные 5 и продольные 6 шины. Продольные токоподводящие шины б крепятся жестко, с обеспечением съема, к металлическим крюкам 4, к поперечным планкам из диэлектрика 3 и к поперечным токоподводящим шинам 5 с помощью крепежа 7. В поперечных планках 3 выполнены гнезда (отверстия или пазы) под проволочные крючки 8. Проволочный крючок 8 пропущен через гнездо в поперечной планке 3, огибает токоподводящую шину и плотно прилегает к ней
Подвеска работает следующим образом.
Детали 9, имеющие отверстия, навешиваются поочередно на каждый контактный крючок 8, каждую поперечную планку 3, кроме нижней, и каждую сторону подвески 1. Затем подвеска 1 навешивается металлическими крюками 4 на токоподводящие штанги. Ток подается на металлические крюки 4, а затем на соединенные с ними продольные токоподводящие шины 6, с которых ток передается на поперечные токо- подводящие шины 5, а с них - па проволочные крючки 8 и детали 9. Подвеска с помощью автооператора автоматической, полуавтоматической линии или вручную переносится из ванны в ванну, в результате чего осуществляется гальванообработка деталей.
Демонтаж деталей осуществляется поворотом подвески вниз крючками. При повороте и встряхивании детали ссыпаются в тару.
По мере обрастания токоподводящих продольных б и поперечных 5 шин и крючков 8 и ухудшения гальванообработки последние легко заменяются на новые.
Использование предлагаемой конструкции позволяет пользоваться подвеской длительное время без ремонта, исключается применение крепежа из диэлектрика, а расположение поперечного токоподводя- щего проводника узкой торцовой частью перпендикулярно к направлению силовых
линий электрического поля способствует уменьшению их обрастания металлом и экономит его расход.
Предлагаемая конструкция подвески позволяет изготавливать ее практически на
0 любом предприятии и легко восстанавливать ее работоспособность путем замены токопроводящих шин 4-6 и проволочных крючков 8.
Применение данной конструкции уве5 личивает долговечность подвески (примерно о 10-12 раз), снижает трудоемкость се изготовления, так как при этом не требуются сложное специальное оборудование и дефицитные материалы, что в итоге позволяет
0 снизить себестоимость продукции
Подвеска является унифицированной, работает в агрессивных кислотно-щелочных средах при температуре до ± 180°С, отли- ° чае гея легким весом и пригодна для массо5 вого производства.
Ожидаемый эффект от ее применения в гальваническом производстве Курскою ПО Счетмаш составляет около 10 тыс. руб. в год.
0 Формула изобретения
1. Подвеска для гальванической обр - ботки деталей, содержащая раму из вух продольных планок с крюками для завешивания на штанге и поперечных планок с
5 гнездами под крючки, токоподводящие шины, расположенные над поперечными планками рамы, и навесные крючки, смонтированные с возможностью контакта с шинами, отличающаяся тем, что, с
0 целью повышения долговечности и ремон- тоспособности, она снабжена двумя дополнительными токопроводящими шинами, смонтированными вдоль продольных планок, планки рамы выполнены из диэлектри5 ческого материала, продольные токопроводящие шины подсоединены к крюкам с возможностью разьема и электри-о чески соединены с поперечными токопрово- дящими шинами.
0 2. Подвеска по п. 1,отличающаяся тем, что, с целью повышения качества покрытий за счет предохранения крайних деталей от подгорания, продольные и нижняя поперечная токопроводящие шины смонти5 рованы по периметру подвески.
3. Подвеска по п. 1,отличающаяся тем, что, с целью улучшения контакта навесных крючков с поперечными токоподводя- щими шинами, ширина шин выбирается не менее толщины поперечной планки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закрепления навесных крючков на подвеске | 1989 |
|
SU1675403A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1560641A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1830397A1 |
| Подвеска для нанесения гальванических покрытий | 1981 |
|
SU1014998A1 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| Подвеска для нанесения гальванических покрытий | 1990 |
|
SU1770462A1 |
| Подвеска для гальванической обработки деталей | 1987 |
|
SU1516516A1 |
| Кассета для гальванической обработки плоских изделий | 1979 |
|
SU740870A1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
Использование гальваническая обработка изделий Сущность изобретения: подвеска представляет собой диэлектрическую рамку 1, состоящую из продольных 2 и поперечных 3 планок. Продольные планки 2 крепятся в верхней части к металлическим крюкам 4 для навешивания на токоподводя- щую штангу. Над каждой поперечной планкой 3 и вдоль продольных планок 2 натянуты токоподводящие и поперечные 5 и продольные 6 шины Продольные токоподводящие шины 6 крепятся жестко, с обеспечением съема, к металлическим крюкам 4, к поперечным планкам из диэлектрика и к поперечным токоподводящим шинам 5 с помощью крепежа 7. В поперечных планках 3 выполнены гнезда (отверстия или пазы) под проволочные крючки 8. Проволочный крючок 8 пропущен через гнездо в поперечной планке 3, огибает токоподводящую шину 5 и плотно прилегает к ней. Детали 9, имеющие отверстия, навешиваются поочередно на каждый контактный крючок 8, каждую поперечную планку 3, кроме нижней, и каждую сторон у подвески 1. 2 з.п. ф-лы, 1 ил. ел С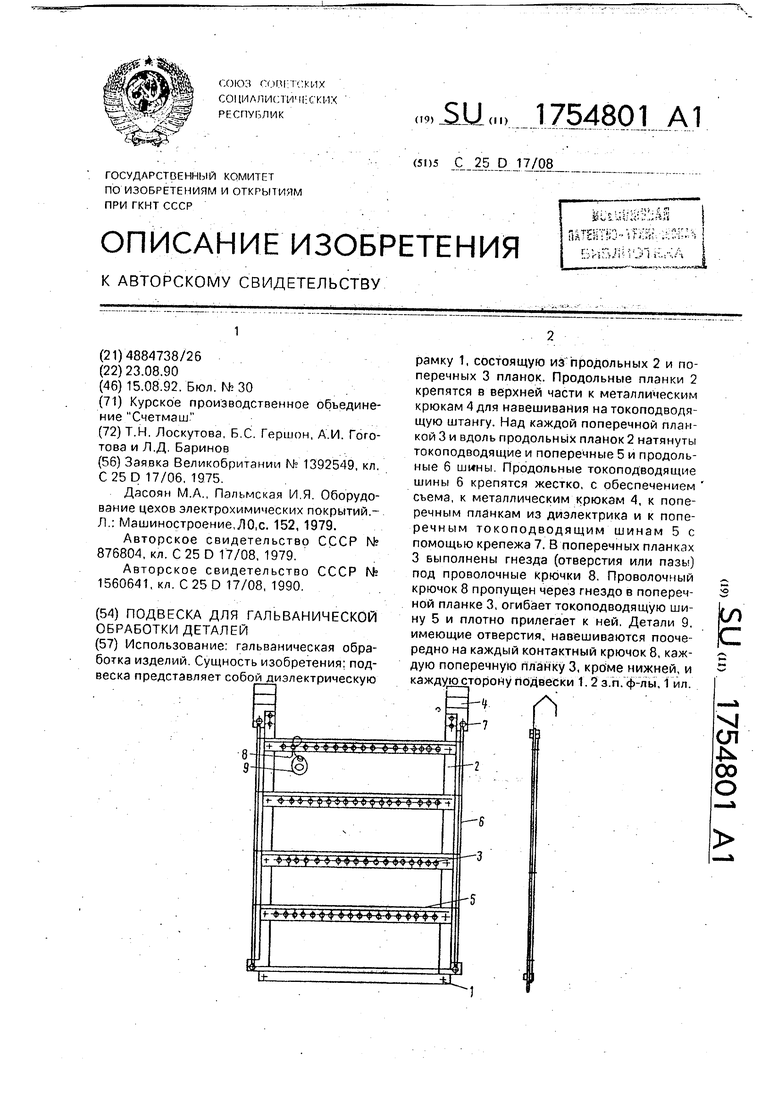
| Способ управления непрерывным процессом получения разветвленного полимера | 1986 |
|
SU1392549A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Дасоян М.А., Пальмская И Я | |||
| Оборудование цехов электрохимических покрытий.- Л : Машиностроение,Л0,с | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| Подвеска для гальванической обработки деталей | 1979 |
|
SU876804A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1560641A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
