(54) СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ФЕРРИТОВБ1Х МАГНИТНЫХ ГОЛОВОК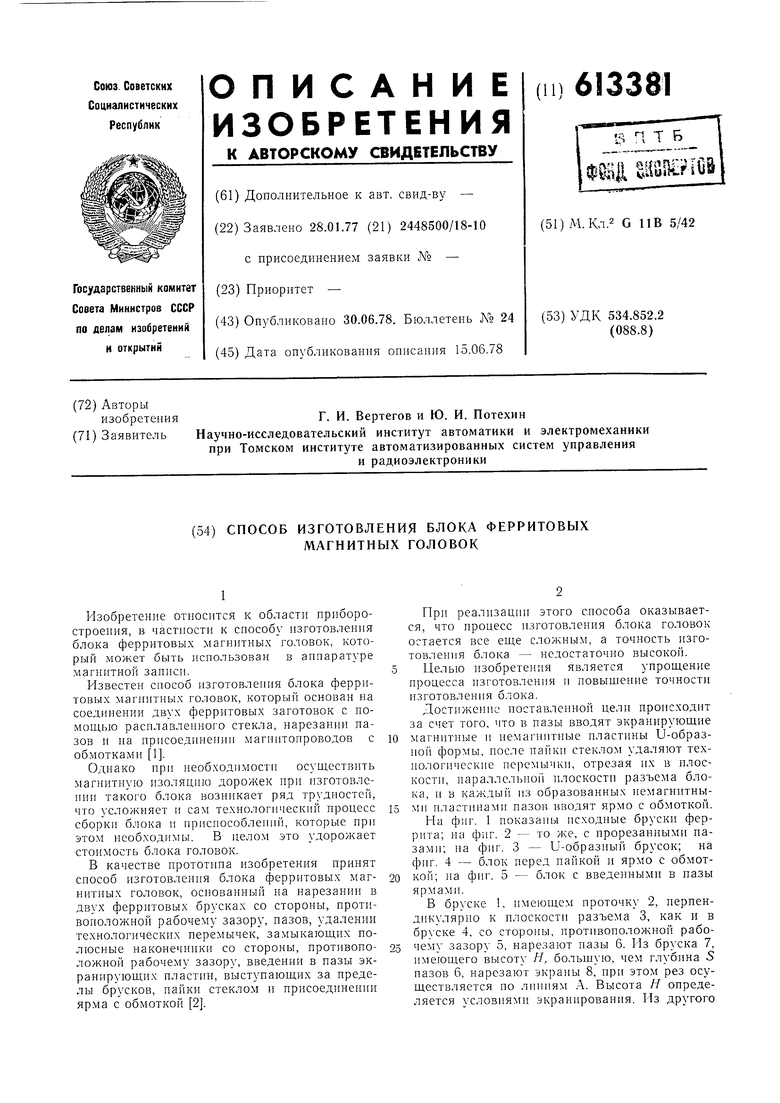
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Способ изготовления многодорожечного блока ферритовых магнитных головок | 1983 |
|
SU1089615A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| БЛОК МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU312431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ MHO ГОДОРОЖЕЧНОГО БЛОКА, СОСТОЯЩЕГО ИЗ ЗАПИСЫВАЮЩИХ И ВОСПРОИЗВОДЯЩИХ | 1970 |
|
SU287626A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1978 |
|
SU741314A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1983 |
|
SU1095229A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
1
Изобретение относится к области приборостроения, в частности к способу изготовления блока ферритовых магнитных головок, который может быть использован в аппаратуре магнитной записи.
Известен способ пзготовле1П1Я блока ферритовых магнитных головок, который основан на соединении двух ферритовых заготовок с помощью расплавленного стекла, нарезании пазов и иа присоедипепип магннтопроводов с обмотками I.
Однако ири необходимости осуществить магнитную изоляцию дорожек при изготовлении такого блока возникает ряд трудностей, что усложняет п сам технологический пропесс сборки блока и приспособлений, которые при этом иеобходимы. В иелом это удорожает стоимость блока головок.
В качестве прототппа изобретения принят способ изготовлення блока ферритовых магиитных головок, основанный на нарезании в двух ферритовых брусках со стороны, противоиоложной рабочему зазору, пазов, удалении технологических перемычек, замыкающих полюсные наконечники со стороны, противоположной рабочему зазору, введенип в пазы экранирующнх пластин, выступающих за пределы брусков, пайки стеклом и присоединенни ярма с обмоткой 2.
Прн реализации этого енособа оказывается, что пропесс пзготовлення блока головок остается все еще сложным, а точность нзготовления блока - недостаточно высокой.
Целью пзобретення является упрощение нроцесса изготовления н повыщение точности изготовлення блока.
Достижение иоставленной цели происходит за счет того, что в пазы вводят экранирующие магнитные и иемагннтные нластнны О-образной формы, после пайки стеклом удаляют технологические перемычки, отрезая их в илоскостп, параллельной нлоскостн разъема блока, и в каждый из образованных немагннтными пластинамн пазов вводят ярмо с обмоткой.
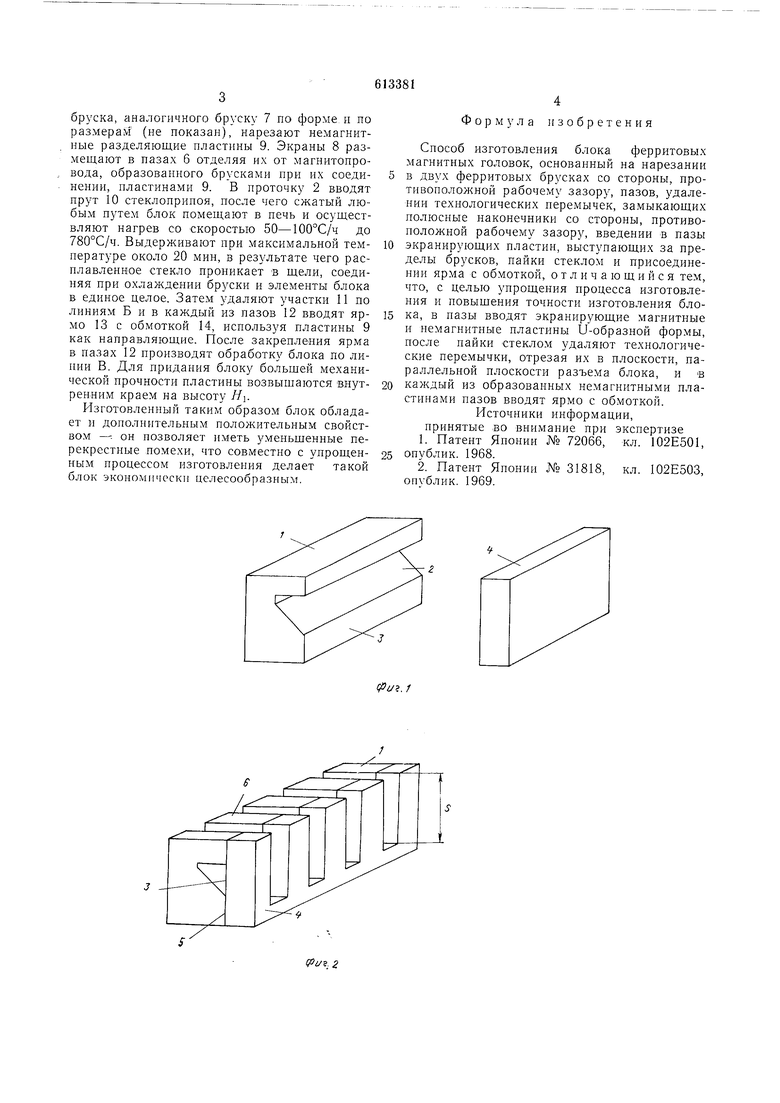
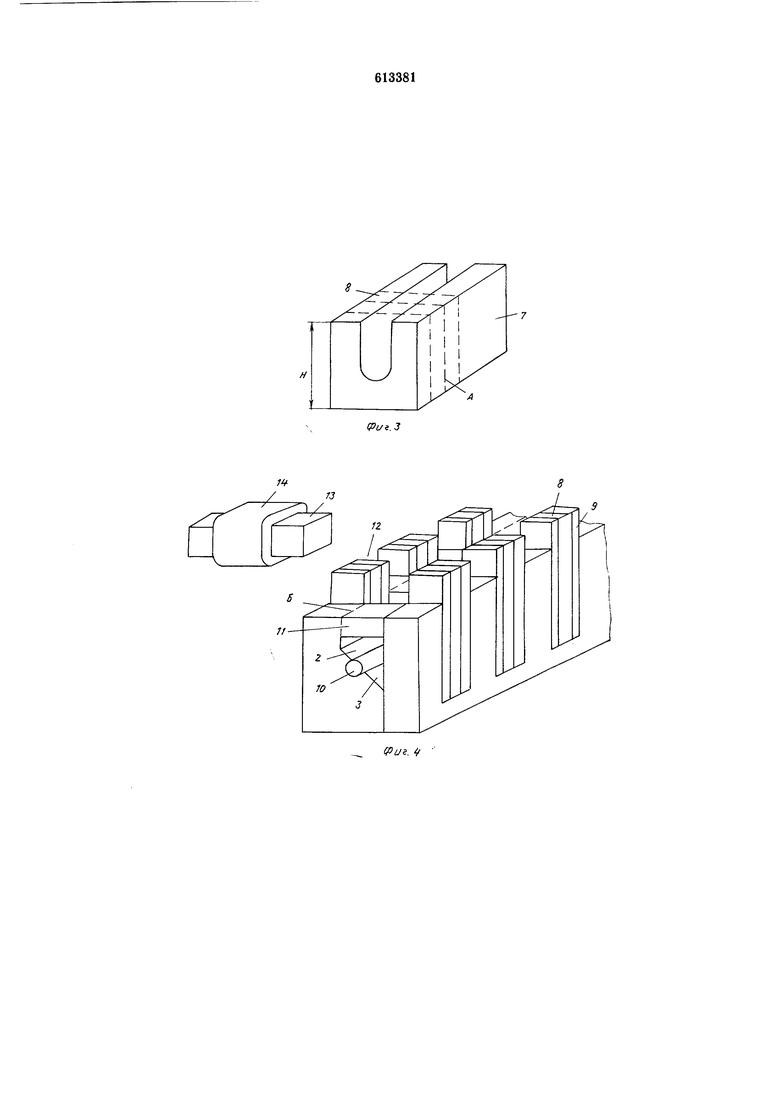
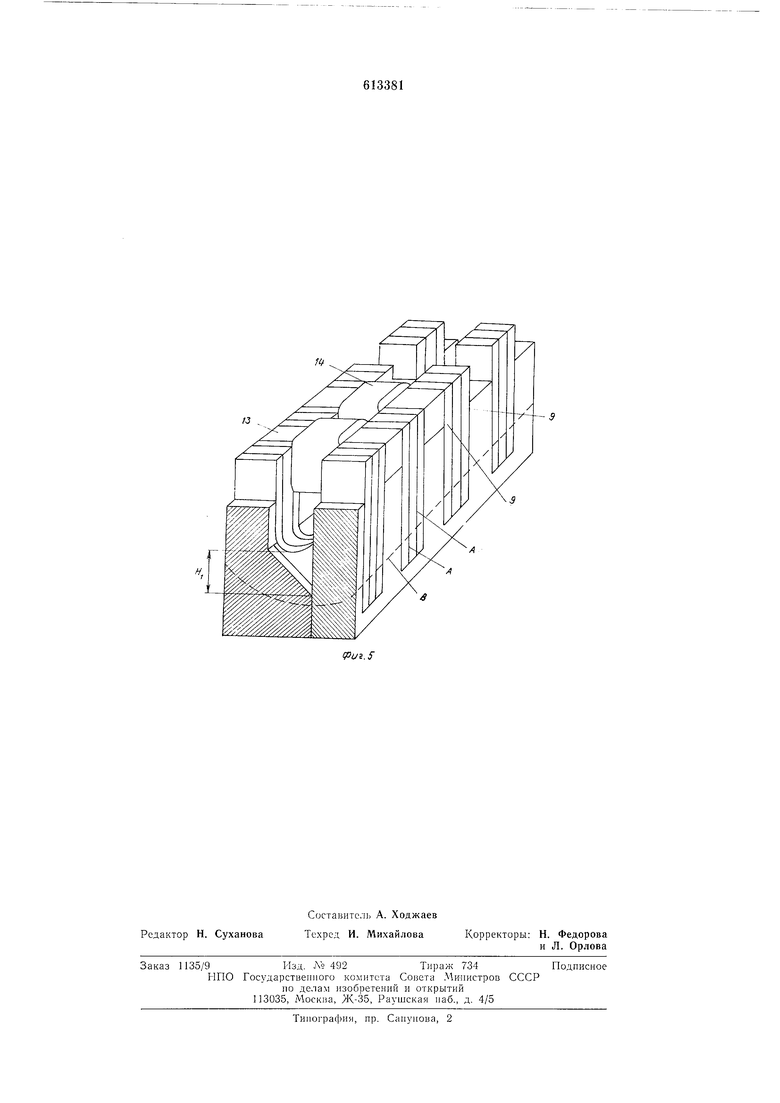
На фиг. 1 показаны исходпые бруски феррита; иа фиг. 2 - то же, с прорезанными назамп; на фиг. 3 - U-образный брусок; на фиг. 4 - блок перед найкой н ярмо е обмоткой; )а фиг. 5 - блок с введенными в иазы ярмами.
В бруске 1, имеющем проточку 2, перпендикулярно к илоскостп разъема 3, как и в бруске 4, со стороны, противоио.1ожной рабочему зазору 5, нарезают пазы 6. Из бруска 7, имеющего высоту Н, большую, чем глубина S пазов 6, нарезают экраны 8, нрп этом рез осуществляется по линиям А. Высота Я определяется условиямн экранирования. Из другого
бруска, аналогичного бруску 7 по форме и по pasMepaivi (не показан), нарезают немагнитные разделяющие пластины 9. Экраны 8 размеш,ают в пазах 6 отделяя их от магнитопровода, образованного брусками при их соединении, пластинами 9. В проточку 2 вводят прут 10 стеклоприпоя, после чего сжатый любым путем блок помещают в печь и осуществляют нагрев со скоростью 50-100°С/ч до 780°С/ч. Выдерживают при максимальной температуре около 20 мин, в результате чего расплавленное стекло проникает в щели, соединяя при охлаждении бруски и элементы блока в единое целое. Затем удаляют участки 11 по линиям Бив каждый из пазов 12 вводят ярмо 13 с обмоткой 14, используя пластины 9 как направляющие. После закрепления ярма в пазах 12 производят обработку блока по линии В. Для придания блоку больщей механической прочности пластины возвьипаются внутренним краем на высоту Н.
Изготовленный таким образом блок обладает и дополнительным положительным свойством -- он позволяет иметь уменьшенные перекрестные помехи, что совместно с упрощенным процессом изготовления делает такой блок экономически целесообразным,
Формула изобретения
Способ изготовления блока ферритовых магнитных головок, основанный на нарезании
в двух ферритовых брусках со стороны, противоположной рабочему зазору, пазов, удалении технологических перемычек, замыкающих полюсные наконечники со стороны, противоположной рабочему зазору, введении в пазы
экранирующих пластин, выступающих за пределы брусков, пайки стеклом и присоединении ярма с обмоткой, отличающийся тем, что, с целью упрощения процесса изготовления и повыщения точности изготовления блока, в пазы вводят экранирующие магнитные и немагнитные пластины U-образной формы, после пайки стекло.м удаляют технологические перемычки, отрезая их в плоскости, параллельной плоскости разъема блока, и в
каждый из образованных немагнитными пластинами пазов вводят ярмо с обмоткой.
Источники информации, принятые во внимание при экспертизе
Ht
13
