Изобретение может быть применено в радиоэлектронной промышленности для групповой фиксации и транспортировки цилиндрических корпусов электрических конденсаторов в процессе их технологической обработки и выполнения сборочных и контрольно-измерительных операций при изготовлении конденсаторов на автоматизированных линиях.
Известна кассета для транспортировки рсщиоэлементов, содержащая корпус с ячейками, перемычками между ячейками в виде лепестков и пазами в корпусе в виде окон 1.
Недостатком известной кассеты Является то, что окна в корпусе не несут никакой функциональной нагрузки, в связи с чем выполнение окон и их размещение не .связано с функциональным назначением кассеты и конструктивным выполнением ячеек и перемычек между ячейками для размещения обрабатываемых изделий.
Известна также кассета для транспортировки приборов, содержащая профилированный желобообразный корпус с окнами и ячейками для установки деталей 2..
Недостаток известной кассеты сотоит в том, что она имеет ограниченное применение и предназначена для специальных типов изделий. Кроме того, эту кассету невозможно использовать на всех операциях, предусмотренных технологическим процессом изготовления данного изделия и связанных как с обработкой поверхности корпусов (промывка, сушка, зиговка), так и на операциях сборки, припайки внешних выводов.к корпусу, электротренировки и контроля электропараметров .
Цель изобретения - расширение функциональных возможностей кассеты.
Поставленная цель достигается
20 тем, что в кассете для транспортировки цилиндрических деталей, преимущественно корпусов конденсаторов, содержащей профилированный желобообразный корпус с окнами и
25 ячейками для установки деталей, корпус выполнен из двух пластин, соединенных между собой с возможностью образования в донной части продольного паза, ширина которого меньше
30 диаметра корпуса конденсатора, а
окна выполнены в боковых сторонах корпуса и разделены перемычками.
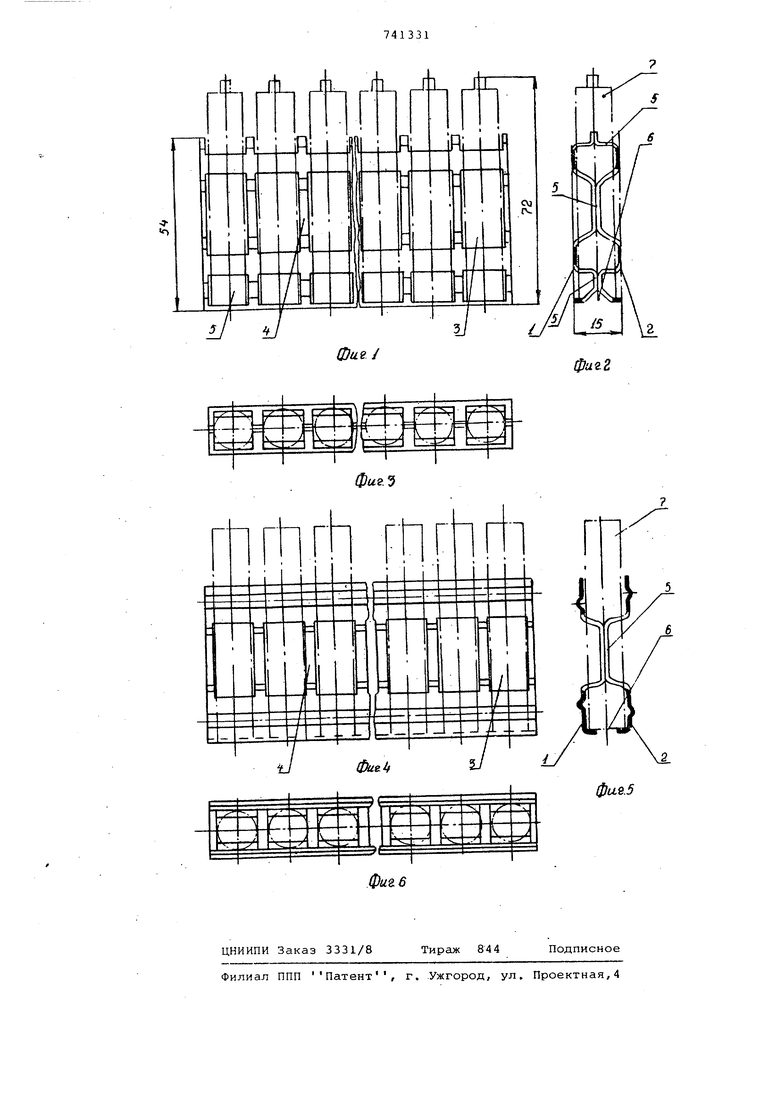
На фиг. 1-6 представлена конструкция кассеты в трех проекциях.
представляет собой изготовленный из тонколистного материала прямоугольный металлический желоб, состоящий из двух профилированных пластин 1 и 2, соединенных между собой, вдоль которых выполнены окна 3, расположенные попарно и разделенные перемычками 4, образованными пластинами 1 и 2 профилированными продольными выемками 5 с наружной стороны боковых стенок корпуса, В нижней части корпуса выполнен продольный паз 6, ширина котрого меньше диаметра обрабатываемых корпусов 7 конденсаторов, что обеспечивает удержание корпусов в окнах 3 корпуса. Окна 3 служат для базирования обрабатываемых корпусов 7 и максимально возможного открытия поверхности размещенных в кассете корпусов, что обеспечивает их обработку в кассете .на различных технологических операциях (промывка, сушка, зиговка). Достаточная степень точности базирования корпусов в окнах обеспечивает возможность выполнения различных сборочных операций. Наличие продольного паза в нижней части корпуса обеспечивает возможность припайки проволочных выводов к дну корпусов и возможность проведения групповых контрольно-измерительных операций. Корпус кассеты изолирован, для чего на его поверхность нанесен изоляционный защитный слой из фторопласта.
Обрабатываемые изделия корпуса 7 конденсаторов загружаются в кассету через открытую верхнюю часть корпуса и попадают в прорези - окна 3, где фиксируются с помощью перемычек 4, опираясь своим дном на края продольного паза 6 в нижней . части корпуса.
В кассете могут обрабатываться корпуса различной высоты, при этом
кассету целесообразно выполнять с несколькими, например двумя, продольными выемками 5 с наружной стороны стенок желоба (см.фиг. 1 и 2),
В процессе обработки корпусов и изготовления конденсаторов кассета с загруженными в нее корпусами передается от одного устройства к другому в порядке выполнения технологических операций на автоматизированной линии. Транспортировка кассет с корпусами осуществ.ляется транспортирующим механизмом (не показан). Для повышения точности шаговой подачи корпусов на позицию сборки и для передачи кассет из одного устройства в другое тяговое усилие транспортирующего механизма может передаваться за счет его непосредственного взаимодействия с размещенными в кассете корпусами, при этом кассета с корпусами, составляющими ряд взаимосоединенных элементов, образует тяговый элемент конвейера.
Формула изобретения
Кассета для транспортировки цилиндрических деталей, преимущественно корпусов конденсаторов, содержащая профилированный желобообразующий корпус с окнами и ячейками для установки деталей, о.тличающ а я с я тем, что, с целью расширния функциональных возможностей кассеты, корпус выполнен из двух пластин, соединенных между собой с возможностью образования в донной части продольного паза, ширина которого меньше диаметра корпуса конденсатора, а окна выполнены в боковых сторонах корпуса и разделены перемычками .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 459875, кл. Н 05 К 13/02, 03.03.7
2.Авторское свидетельство СССР
337854, кл. Н 01 L 21/00, 08.11.7 (прототип).
Фие /
фигг
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для фиксации и подключения выводов радиодеталей | 1977 |
|
SU687478A1 |
| Кассета для групповой обработки радиодеталей | 1984 |
|
SU1167663A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
| Устройство для установки штампованных из лент контактов в корпуса соединителя | 1982 |
|
SU1035849A1 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| Оправка для намотки секций рулонных конденсаторов | 1986 |
|
SU1363315A1 |
| ЛОТОК, СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2147286C1 |
| СПОСОБ МОНТАЖА ДЕТАЛЕЙ ПОЛУПРОВОДНИКОВОГО ПРИБОРА К ОСНОВАНИЮ И ПОЛУПРОВОДНИКОВЫЙ ПРИБОР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118585C1 |
| Способ подготовки электропроводов к монтажу | 1984 |
|
SU1226699A1 |