СО
ел
00 4iik СО
Изобретение относится к электро технике и может быть использовано дл групповой сборки корпусов соединителей с контактами.
Известно устройство, содержащее установленные на виброприводе узел первичной ориентации деталей, соединенный с вакуумной системой и выполненный в виде многоместной поворотной кассеты с гнездами,узел.вторичной . .Бриентации, снабженный гнездами совметенными- с гнездами узла первичной ориентации, а в каждом узле вторичной ориентации размещены клинья, направ- ленные вершиной в сторону гнезд узла первичной ориентации 1 .
Недостаток известного устройства заключается в том, что в процессе загрузки детали сцепляются, деформируются и сложна ориентация при транспортировке по каналам.
Наиболее близким по технической сущности является устройство, содержащее, основание, механизм вырубки и установленный с возможностью перемещения механизм захвата ленты с кон тактами, расположенными с определён ным шагом, И привод t2j..
Недостатком этого устройства яв.ляется наличие последовательно выполняемых операций: захват деталей цангами, отделение технологических перемы-. чек, транспортировка и сведение леталей шаг, равным шагу установки деталей в корпусе, и досылка деталей в корпус. Это снижает производительность и ограничивает технические возможности сборки ПЛОС1СИХ контактовХ асимметричной формы.
Цель изобретения - расширение технологиуеских возможностей и повышение производительности сборки.
Для достижения поставленной цели устройство, -содержащее основание, механизм вырубки и;установленный с возможностью перемещения механизм захвата ленты,и привод, снабжено спутником, кондукторной плитой, отсекателем, спутник выполнен с ячейками, в которых расположены корпуса соединителей, кондукторная плита установлена на спутнике и выполнена с пазач ми, при этом шаг пазов соответствует шагу контактов на ленте, а одна из больших сторон паза выполнена в вида режущей кромки, спутник и отсекатель установлены с возможностью возвратнопоступательного перемещения, при этом режущдя кромка отсекателя naif правлена в сторону . режущих крюмок пазов кондукторной плиты.
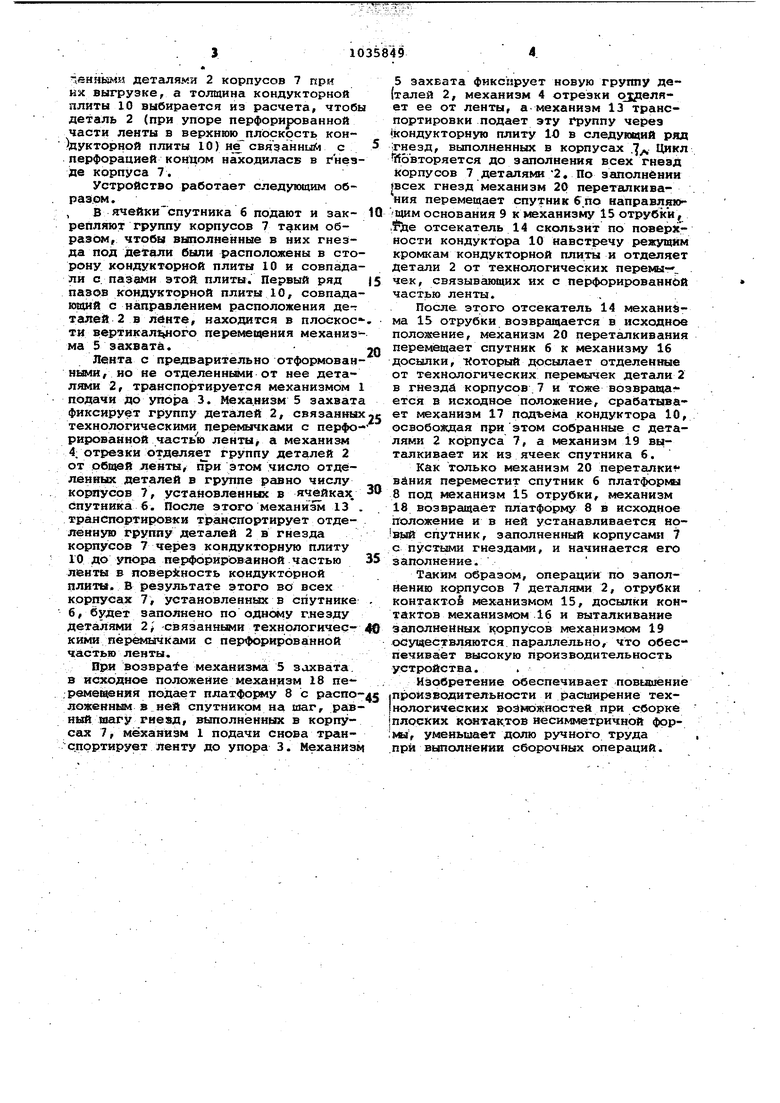
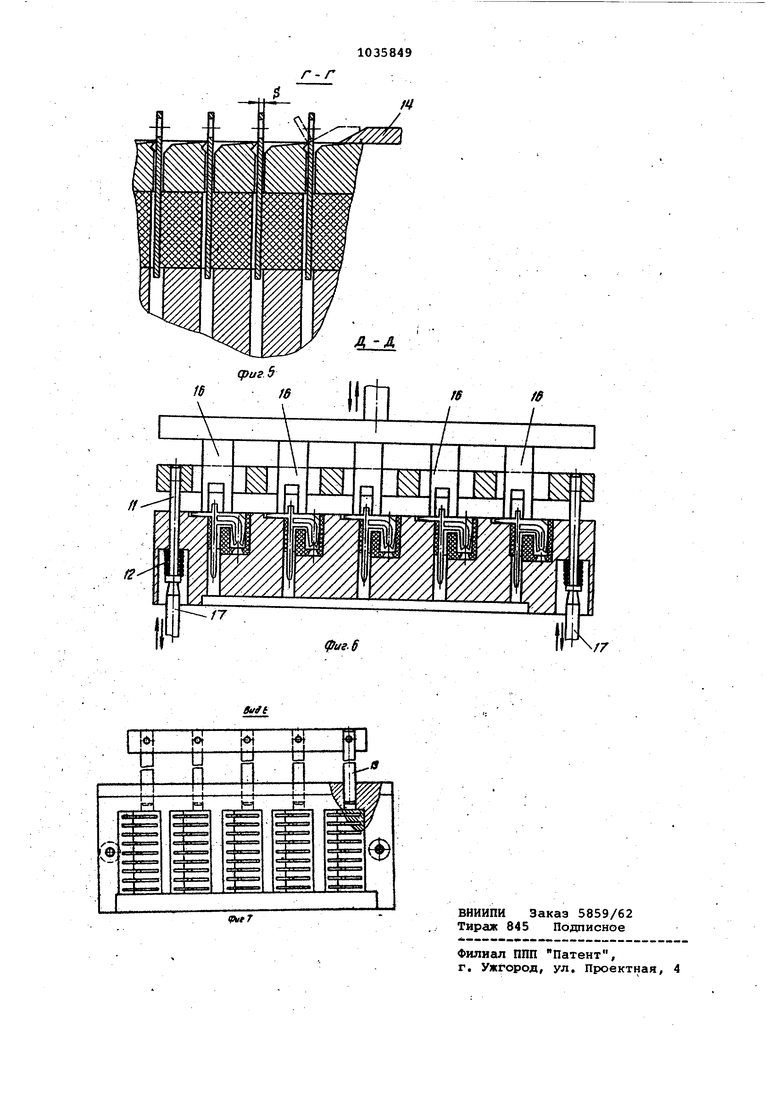
. X изображена общая схема устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг.2; на фиг. 4 - разрез В-В на фиг. 2j на фиг. 5 - разрез Г-Г на фиг. 1 (положение контактов в гнездах
корпусов соединителя и пазах кондукторной плиты во время скольжения по ее поверхности отсекателя); на фиг.б разрез Д-Д на фиг. 1 (положение кондуктора после до.сылки контактов в корпуса соединителя);на фиг. 7 - вид Е на фиг. 1 (контакты, набранные в корпусах соединителя,, установленных в спутнике, и механизм выталкивания набранных корпусов в плане).
Устройство состоит из механизма 1 подачи.деталей 2, соединенных технологическими перемычками, упора 3, механизма 4 отрезки группы деталей 2 механизма 5 захвата этой группы деталей, спутника б с закрепленными в его ячейках корпусами 7 соединителей, которые установлены гнездами вверх на одном уровне с поверхностью спутника б, а ячейки выполнены с шагом, равным шагу деталей в ленте.
Спутник б с корпусами 7 размещены в платформе 8, установленной с возможностью перемещения в основании 9. В платформе 8 выполнены направляющие для спутника б, а на спутнике уста новлена кондукторная плита(кондуктор 10 с возможностью перемещения ее по направляющим 11, прижатая к поверхности, спутника 6 пружинами 12.
Крюме того, устройство снабжено механизмом 13 транспортировки меха.низма 5 захвата,отсекателем 14 механизма 1,5 отрубки, мexaнизf DM 16 досылки, механизм 17 подъема кондукторной плиты 10 относительно спутника 6, механизмом 18 перемещения платформы 8, механизмом 1,9 выталкивания корпусов 7 с набранными деталями, механизмом 20 переталкивания, спутника б к меха низму 15 отрубки и к механизму 16 досылки.
i IB кондукторной плите 10 выполнены пазы, ширина которых 5 соответствует толщине детали 2, а длина соответствует максимальной ширине детали. Шаг пазов m в направлении расположения деталей в ленте равен шагу деталей 2 в ленте, а в перпендикулярном направлении шаг пазов п равен шагу установки деталей 2 в гнездах корпусов 7, которые размещены в ячейках спутника б.
Большая сторона пазов выполнена в виде режущей кромки. Кондукторная плита 10 установлена на спутнике б таким образом, что расстояние от ре.: жущих кромок до стенок корпусов 7, установленных в спутнике 6, равно толщине детали 2. Верхняя плоскость кондукторной плиты 10 является поверхностью, по которой скользи отс екатель 14 механизма 15 отрубки.
Величина перемещения кондукторной плиты 10 относительно спутника б выбирается из расчета свободного прохождения под ней собранных с отрубnsHHbSMH деталями 2 корпусов 7 при их выгрузке, а толщина кондукторной плиты 10 выбирается из расчета, чтобы деталь 2 (при упоре перфорированной части ленты в верхнюю плЬск(эсть кон дукторной плиты 10) Н(В cBiigaHHuiii с перфорацией находиласв в гнезде корпуса 7.
Устройство работает следующим образ.ом.
, в ячейкнспутника б подают и закрепляют группу корпусов 7 таким образом, чтобы выполненные в них гнезда под заехали были расположены в сторону кондукторной плиты 10 и совпадали с. пазами этой: плиты. Первый ряд пазов кондукторной плиты до, совпадакяазлл с направлением расположения де-г талей 2 в ленте, находится в плоское ти вертикал1 ного переме1 ния механизма 5 захвата.
Лента с предварительно отформованными, но не отделенньми от нее деталями 2, транспортируется механизмом 1 подачи до упора 3. Механизм 5 захвата фиксирует группу деталей 2, связанных технологическими першиычками с перфорированной часть о ленты, а механизм 4, отрезки отделяет группу деталей 2 от общей леиты, при этом число отделенных деталей в группе равно числу корпусов 7, установленных в ячейках. спутника 6. После этого механизм 13 . транспортировки транспортирует отделенную группу деташей 2 в гнезда корпусов 7 через кондукторную плиту 10 до упора перфорированной частью ленты в поверхность кондукторной плиты. В результате этого во всех корпусах 7f установленных в спутнике 6, будет заполнено по одному г,незду деталями 2, связанными технологическими перемычками с перфорированной частью ленты.
Ври возврате механизма 5 захвата, в исходное положение механ.изм 18 пе.ремещения подает платформу 8 с pacnoложенным в ней спутником на шаг, равный шагУ гнезд, вьтолненных в корпусах 7, механизм 1 подачи снова транслортирует ленту до упора 3. Механизм
5 захвата фикснрует новую труппу де(талей 2, механизм 4 отрезки о реляет ее от ленты, а механизм 13 транспортировки подает эту i pynny через «кондукторную плиту Ю в следующий ряд |гнезд, выполненных в корпусах .J, Цикл Повторяется до заполнения всех гнезд корпусов 7 деталями 2, По заполнении (Всех гнезд механизм 20 переталкивания перемещает спутник & по направляю Щим основания 9 к механизму 15 отрубки, .где отсекатель 14 скользит по поверхности кондуктора 10 навстречу режущим кромкам кондукторной плиты и отделяет детали 2 от технологических перемы-, чек, связывающих их с перфорированной частью ленты..
После этого отсекатель 14 механиама 15 отрубки возвращается в исходное положение, механизм 20 переталкивания перемещает спутник 6 к механизму 16 досылки, Который досылает отделенные от технологических перемычек детали 2 в гнезда корпусов . 7 и тоже возвращается в исходное положение, срабатывает механизм 17 подъема кондуктора 10, освобождая при этом собранные с деталями 2 корпуса 7, а механизм 19 выталкивает их из ячеек спутника 6.
как только механизм 20 переталки вйния переместит спутник б платформы 8 под механизм 15 отрубки, механизм 18 возвращает платформу 8 в исходное гголожение и в ней устанавливается ноJBib® спутник, заполненный корпусами 7 с пустьвли гнездами, и начинается его заполнение.
Таким образом, операции по заполнению корпусов 7 деталями 2, отрубки контактов механизмом 15, досылки контактов механизмом 16 и выталкивание заполненных корпусов механизмом 19 осуздествляются параллельно, что обеспечивает высокую производительность устройства. .
Изобретение обеспечивает повшаение производительности и расширение тех(нологических воЭ «эжностей при сборке плоских контактов несимметричной фрр;мы, уменьшает долю ручного труда при выполне1Гии сборочных операций. -/f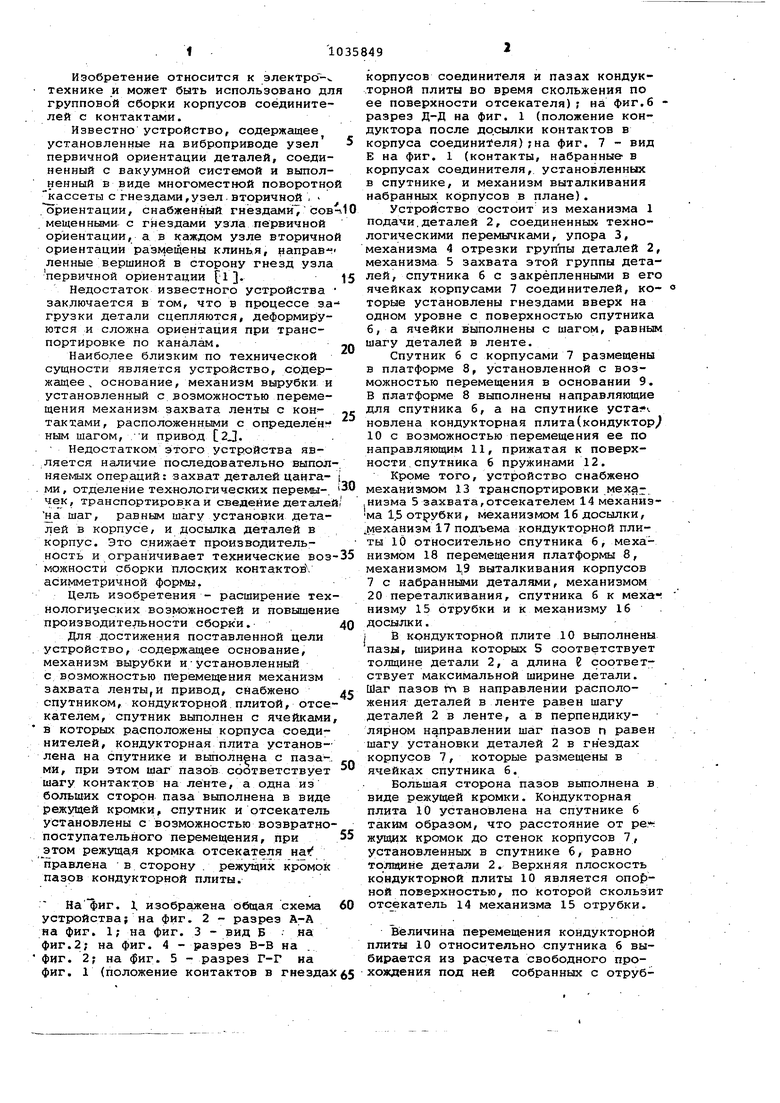
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2006 |
|
RU2323077C2 |
| Способ и устройство сборки пружинных плоских контактов в гнезда колодки соединителя | 1981 |
|
SU993368A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| Устройство для сборки плоских пружинных контактов в гнезда колодки соединителя | 1983 |
|
SU1112457A1 |
| Устройство для ориентированной подачи стрежневых деталей ступенчатой формы преимущественно в установках для загрузки контактов в гнезда соединителей | 1986 |
|
SU1466025A1 |
| Автоматическая сборочная линия спутникового типа | 1986 |
|
SU1346384A1 |
| Автомат для сборки деталей типа вал-втулка | 1978 |
|
SU753584A1 |
УСТРОЙСТВО ДЛЯ УСТАНОВКИ ШТАМПОВАННЫХ ИЗ ЛЕНТ, КОНТАКТОВ В КОРПУСА СОЕДИНИТЕЛЯ, содержащее основание, механизм вырубки и установленный с возможностью перемещения механизм захвата ленты с контактами, расположенными с определенным шагом, и привод, о тличающееся тем, что, с целыо расширения технологических возможностей и повышения производительности сборки, оно снабжено спутнике, кондукторной плитой, отсекател1 4, спутник вшюлнен с ячейками, в которых расположены корпуса соединителей, кондукторная плита установлена на спутнике и выполнена с пазами, при зтом шаг пазов соответствует шагу контактов на ленте, а одна из больших сторон паза выполнена в виде режу11(ей крсшки, спутник и отсекатель установлены с возможностью возвратнопоступательного перемещения, при этом реж лЕкая кромка отсекателя направлена в сторону режущих кромок пазов кондукторной плиты.
фаг.З в- В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для групповой загрузки радиодеталей | 1975 |
|
SU684789A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки | 1972 |
|
SU449407A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
