F4)
13
Изобретение относится к электронной технике и является усовершенствованием оправки для намотки секций рулонных конденсаторов по авт. св.СССР № 809422.
Цель изобретения - повышение производительности работы за счет обеспечения групповой намотки секций конденсаторов.
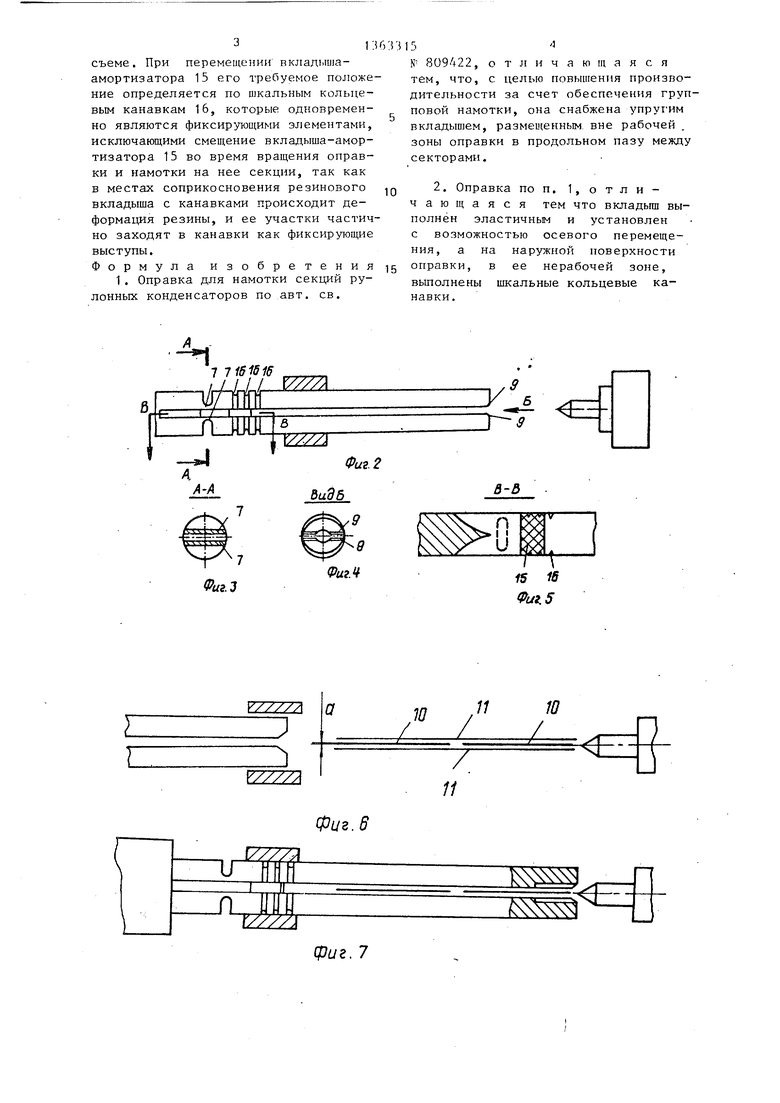
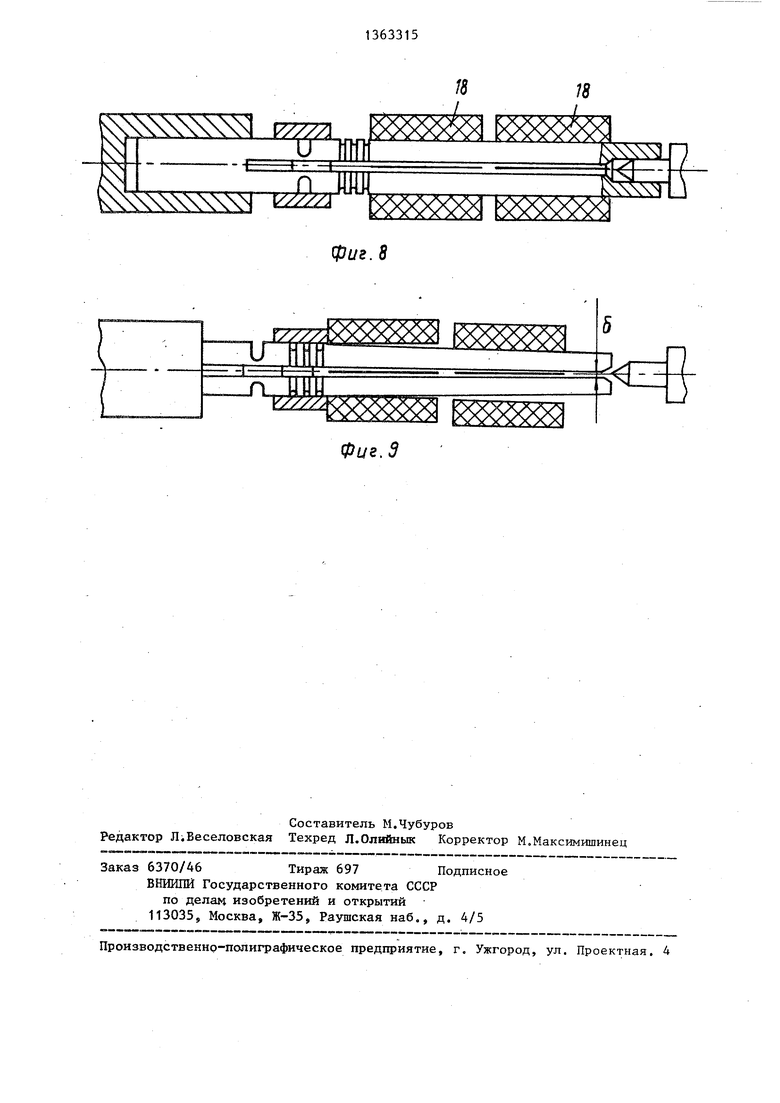
На фиг. 1 представлена конструкция оправки в рабочем положении; на фиг. 2 - оправка, деформированная по перемычкам в конус; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - се чение В-В на фиг. 2; на фиг. 6-9 - технологическая схемч1 работы оправки.
Оправка для намотки секций рулонных конденсаторов содержит полый корпус 1, разделенный продольным осевым пазом 2 на два сектора (полуцилиндра) 3 и 4. В конце секторов 3 и 4 полого корпуса 1 оправки на наружной поверхности со стороны намоточ- ыого птинделя 5 вьшолнены канавки
6,образующие на секторах перемычки
7,а каждый из секторов 3 и 4 по перемычкам отогнут к продольной оси с остаточной деформацией, в торце кор- пуса 1 выполнены центровое отверстие
8 и заходные фаски 9 для заправки пакета толщиной а концов наматьшае- мых на оправку лент 10, подаваемого непосредственно в щель оправки или с ломощью лентоподающих пластин 11. Центровое отверстие 8 предназначено для захода в него корпусного центра 12 бабки 13, находящегося в шарикоподшипнике 14 и придающего корпусу 1 оправки цилиндрическую форму. В про- дольньш паз 2 оправки 1 установлен эластичньй вкладьш 15, например, из резины, раздвигающий секторы на вели чину, не превьш1акяцую диаметра оправ- ки. На наружной поверхности оправки вне рабочей зоны выполнены шкальные кольцевые канавки 16 для выставления вкладыша по оси оправки в зависимости от усилия затяжки витков нама- тьтаемых секций. Оправка крепится хвостовой частью в шпинделе 5 намотоного устройства, корпус 1 оправки охвачен съемником 17 секций 18, кото рьй установлен неподвижно на намоточ ном устройстве.
Оправка работает следующим образом.
Перед началом работы оправки производят ее регулировку на требуемое усилие сжатия секторов 3 и 4. Для этого раздвигают секторы 3 и 4 по перемычкам 7 и передвигают вкладыш- амортизатор 15 по пазу 2 относительно рисок кольцевых канавок 16 в зависимости от натяжения наматываемых в секцию лент vi. количества витков в секциях 18. Затем оправку закрепляют в щпинделе 5 намоточного механизма. Ориентированный шпиндель 5 с зажатым в нем корпусом 1,деформированным по перемычкам 7, перемещаются вдоль оси на выступающий конец ленты Ю или на тонкие лентоподающие пластины 11, между которыми расположена лента Ю (фиг, 6), заходные фаски 9 охватывают пластины 11, и в конце хода корпуса 1 (фиг. 7) конусный центр 12 входит в отверстие корпуса, раздвигая по перемычкам 7 секторы 3 и 4 до цилиндрической формы. Тонкие пластины 11 вьшодятся из продольного паза 2, в котором остается конец ленты 10. Шпинделю 5, корпусу 1, центру 12 и внутреннему кольцу шарикоподшипника 14 придается вращение, и конец ленты 10 зажимается на корпусе 1. После намотки секций 18 шпиндель 5 останавливается и ему придается поступательное движение вдоль оси для съема намотанных секций 18 с корпуса 1. Секторы 3 и 4 сходят с центра 12 задней бабки 13 и под действием остаточной деформации в перемычках 7 приближаются к оси оправки. При этом установленный в продольном пазу 2 оправки эластичный вкладыш 15 ограничивает схождение секторов 3- и 4 от усилий затяжки витков секций до величины, не превьш1ающей суммарной толщины пакета лент или одной ленты, если заправляется только одна лента, т.е. должно быть вьщержано условие (фиг. 6 и 9).
Если при пробной намотке первых секций во время их съема происходит вытаскивание начальных витков секций сомкнутыми секторами 3 и 4, производится переналадка оправки: последняя вынимается из отверстий шпинделя 5 и съемника 17, и вкладыш-амортизатор 15 устанавливается путем перемещения в пазу 2 дальше от перемычек 7, что и обеспечивает условие сГ 7 а , при котором исключается вытакивание внутренних витков при ее
3г.
съеме. При перемещении вкладьпла- амортизатора 15 его требуемое положение определяется по шкальным кольпе- вым канавкам 16, которые одновременно являются фиксирующими элементами, исключающими смещение вкладыша-амортизатора 15 во время вращения оправки и намотки на нее секции, так как в местах соприкосновения резинового вкладыша с канавками происходит деформация резины, и ее участки частично заходят в канавки как фиксирующие выступы.
Формула изобретения 1. Оправка для намотки секций рулонных конденсаторов по авт. св.
5
N 809422, отличающаяся тем, что, с целью повышения производительности за счет обеспечения групповой намотки, она снабжена упругим вкладышем, размещенным вне рабочей зоны оправки в продольном пазу между секторами.
2. Оправка по п. 1, о т л и - чающаяся тем что вкладыш выполнен эластичным и установлен с возможностью осевого перемещения, а на наружной поверхности оправки, в ее нерабочей зоне, выполнены шкальные кольцевые канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для намотки секцийРулОННыХ КОНдЕНСАТОРОВ | 1978 |
|
SU809422A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1983 |
|
SU1157582A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1984 |
|
SU1218422A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1980 |
|
SU900336A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1988 |
|
SU1538192A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секций конденсаторов | 1987 |
|
SU1534530A2 |
Изобретение относится к области электронной техники. Оправка для намотки рулонных конденсаторов (РК) со|держит полый корпус 1, намоточный шпиндель 5, упругий вкладьш (УБ) 15, например, из резины, раздвигакядий секторы 3 и 4 корпуса 1 на величину, не .превышающую диаметр оправки. На наружной поверхности оправки вне рабочей зоны имеются шкальные кольцевые канавки 16 для выставления УВ 13 по оси оправки в зависимости от усилия затяжки витков наматываемых секций РК. Оправка имеет большую производительность за счет обеспечения возможности групповой намотки РК. 1 з.п. ф-лы, 9 ил. 5 1 7 / п « ff п :Т Ш/в Фа-гЛ со О5 СО со СЛ
Фиг.1
8-5
15 16 Фиг, 5
K//777I
-}
:
Y////A
Фиг. 6
сриг. 7
11
т
П
фиг. 8
Фиг. 9
| Оправка для намотки секцийРулОННыХ КОНдЕНСАТОРОВ | 1978 |
|
SU809422A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
