Недостатком известных устройств для электродуговой сварки продольных швов стоек является невозМ)Ожность автоматизировать процесс сварки.
В пр.едлагаемом устройстве указанный недостаток устранен благодаря применению поворотного стола, оборудованного рабочими местами для установки изделий, который обеспечивает автоматическую подачу изделий к месту сварки.
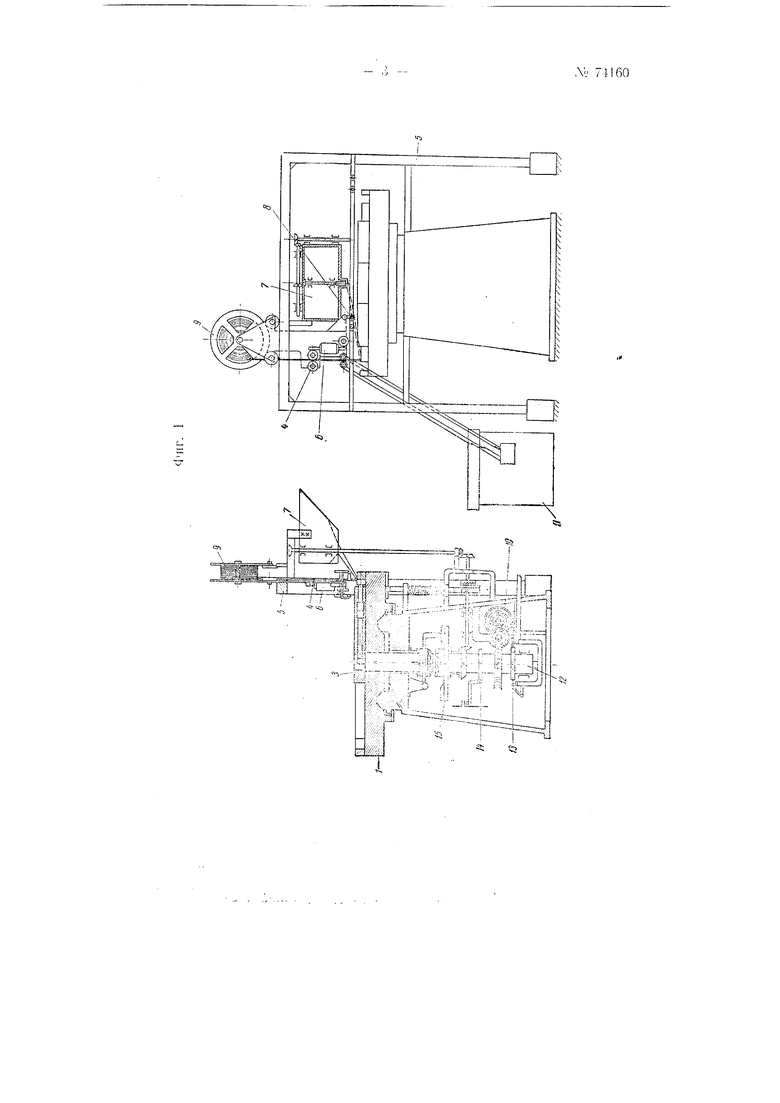
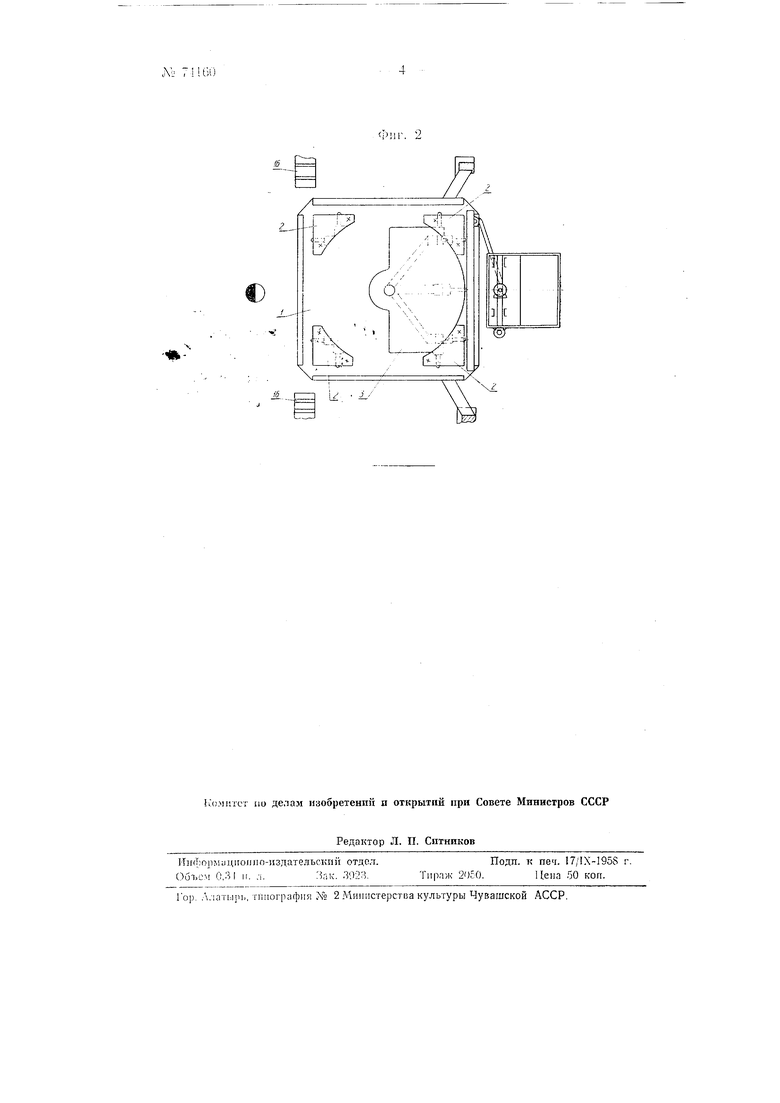
На фи1 1 и 2 изображены две проекции предлагаемого устройства.
Г1оворотиы1 г стол У устройства рассчитан ;на одновюембиное крепление четырех свариваемых изделий.
Для зажима свариваемых изделий по углам стола устроены упоры .2, а в центре установлен неподвижный сегмент 3, оборз-дованный пневматическими прИжимами.
Сварочная головка 4, устаиовлена на раме 5 и может совершать возвратно-поступательное движение под действием двигателя 6. Подача флюса к месту сварки производится из бункера 7 посредством червячного транс1;ортсра 8. а подача электродной проволоки от катушки 9.
Все механизмы свароч.пого устройства (пневматический мехаиизм для зажима изделий, двигатель б сварочной головки, двигатель 10 поворотного стола и источник сварочного тока 11) срабатывают автоМ:атически нри повороте стола на требуемые углы. Для этой цели оси 12 поворотного стола снабжены соответствуюшими кулачками, обеспечиваклцими вк.1ючение указанных .меха.низмов.
Устройство действует следующим образом:
После установки заготовок свариваемых изделий в соответствующие ка.налы упоров 2 и сегмента 3 включается двигатель 10 стола и ось 12 вместе со столом нр1иводится во вращен:ие.
При врашении стола / уиоры 2 пр иходят в соприкосновение с криволинейной павер.хностью сегмента 3 и в момент совпадения каналов сегмента и упоров пневматические прижимы приходят в действие. Включение пневматических прижимов осуществляется кулачком 13. После срабатывания пневматичесКИх прижимов под де1 1стзием кулачка 14 включается двигатель 6 подачи свароч 101 | и источник сварочного тока. После оконча1111Я процесса сварки стол 1 под действием кулачка 15 поворачивается на 90. Этим яака1нчивается цикл сварки.
Подача новых стоек к месту сварки пр-оиз водится после поворота стола на каждые 90. Для облегчения подачи затотовки к столу автомата уста|На1ВЛИваются транспортеры или рольтанги 16.
Предмет изобретения
1. 5стройство для электродуговой сварки лдод слоем флюса продольных швов стоек для крепления шахт, о т л ич а ю ш, е е с я тем, что, с целью, автоматизации нодачи изделий к месту сварки, пр-именеи поворотный стол, оборудованны) j)aбочими местами для установки изделий.
2. cтpoйcтвo по п. 1, о т л и ч а юН1 е с с я тем, что, с целью зажима изде.шя при ciia)KC, по yi-лам стола устроены упоры, а в центре сто.та установлен неподвижный сегмент, оборудоза.нный нневматическими лрижимами с тем, чтобы пр-и вращении стола упоры приходили в соприкосновение с криволинейной поверхностью сегмента я в .момент совпадения каналов сегмента и упоров П(невматичеакие прижимы нриходиЛИ в действие.
3.Устройство по п. 1, оТоТичаю 1ц е е с я тем, что ось новоротного стола снабжена кулачками для 1-;1(лючепия пневматического механизма, двигателя сварочной головкн, дЕигагеля стола и источника сварочного тока.
-.--+
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| Способ электродуговой сварки под флюсом изделий из двух частей,имеющих чередующиеся выступы и впадины | 1981 |
|
SU1031679A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| Способ электродуговой приварки шпилек и сварки электрозаклепками под флюсом | 1954 |
|
SU99989A1 |