Изобретение сгносигся к сварке, в частности к конструкции установки, обеспечивающей автомагическую сборку и сварку кронштейнов ленточных конвейеров. Известна установка для автоматической свар ки тулеек лопат 1 , содержащая станийу, на которой смонтирован многопозиционный стол с равномерно расположенными по его окр}окносш приспособлениями для крепления лопат с индивидуальными пневмоприводами, а также сварочные механизмы и механизмы съема сваренных лопат, .каждый из которых выполнен в виде двуплечего рычага, закрепленного на ст ле и подпружиненного относительно стола, при этом одно плечо выполнено в виде вилки, охватывающей тулейку лопаты, а другое оснащено роликом, взаимодействующим с кулачковым профилем, жестко закрепленным на станине. Однако известное устройство сложно, предназначено для сборки и .сварки определенного изделия и не может обеспечить сборку и свирку кронштейнов ленточных конвейеров. Извесшо устройство для сборки и сварки кронштейнов ленточнь1Х конвейеров 2, содержащее смонтированные на раме поворотный ротор с узлами для сборки и узлы для подачи деталей кронщтейна, а также сварочную головку. Подача деталей выполняется подающими механизмами в сборочный механизм, который своими приводами и соогветствующими устройствами крепит детали кронитгейнов в сборочном устройсгве. После выполнения технологических операций кронштейн освобождается и передается в контейнер для складирования готовых изделий. Однако сборочные устройства (спутники) конструктивно сложны, не обеспечивают качественной сборки кронщтейнов и имеют сложно вращающееся соединение для подвода энергии (сжатого воздуха). Сложность сборочных устройств заключается в том, что каждое из них имеет свои приводы (по два пневмоцилиндра), а низкое качест,во сборки объясняется неправильныд базированием держателя в сборочном устройсгве. Цель изобретения - повыщение производительности путем механизации операций комплекчопки, сборки
и крепления детей кронштейна.
OocTaBjieHrfaH цель достигается тем, что устройство оснащено смонтированными на рамезажимнь М толкателем и ysJJOM комплектовки, выполненным в виде приводного рычага с подпружиненным упором, взаимодействующей с рычагом поджимной серьги и лотка с гродольпым пазом, соединенного посредством упомяпуiToro паза с упором рычага. При этом узел
для сборки., вь полнен в виде корпуса с торцовым базирующим и двумя боковыми упорами в дне которого параллельно между собой ррмщены взаимодействующий с зажимным толкателем шгок с кулачком и шток с фиксирующей собачкой, а с наружной стороны корпуса установлены подпружиненные прижимные рычаги, взаимодействующие с кулачком при помощи закрепленных на них пальцев, и двуплечий рычаг с подпружиненной пятой, связанный одним плечом со штоком кулачка, а другим -со штоком с фиксирующей собачкой.
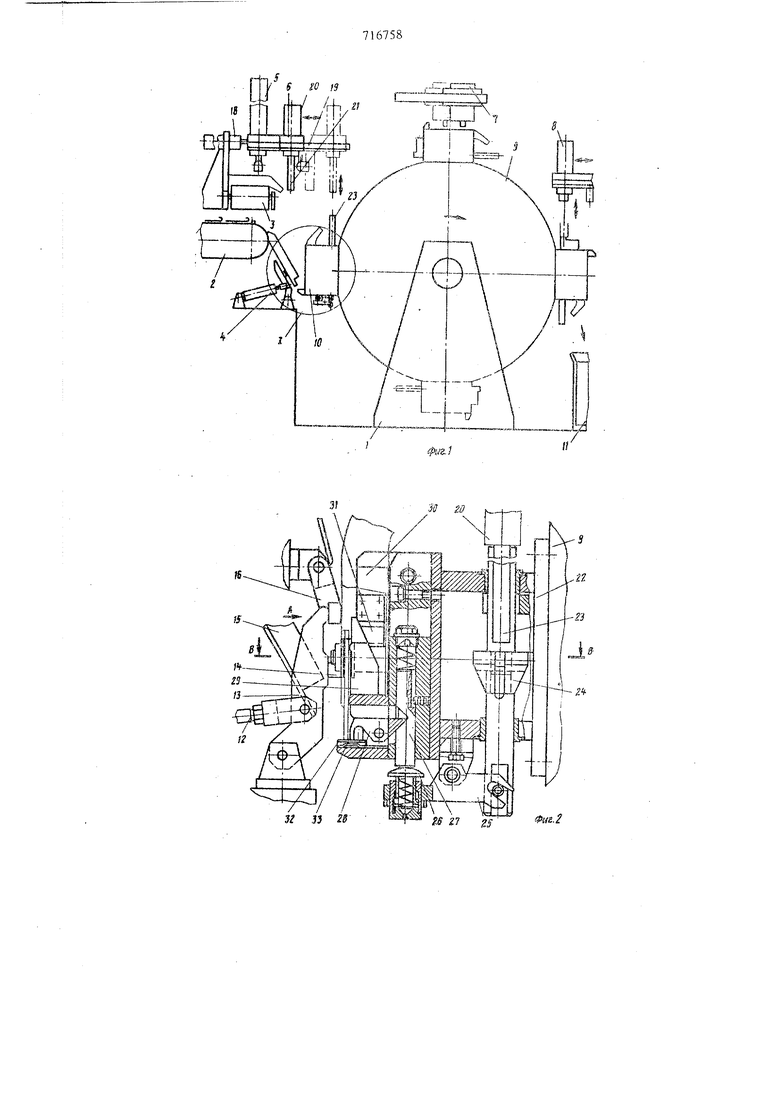
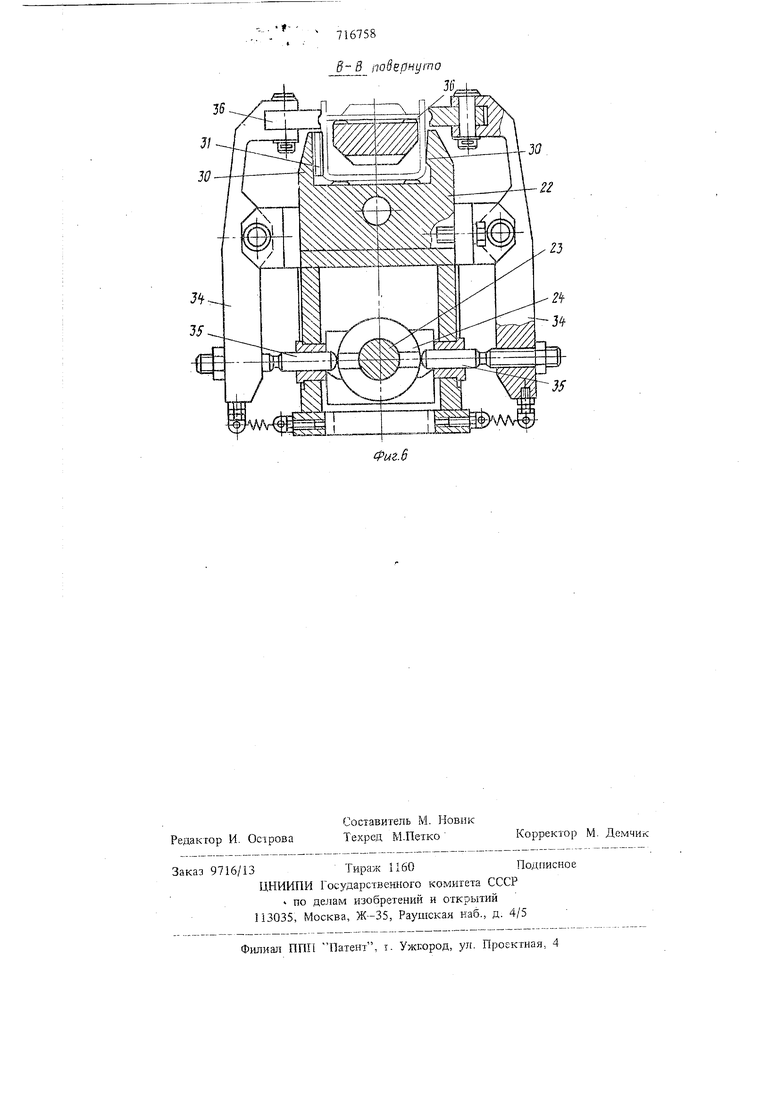
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - механизм комплектовки и устройство для сборки в положеНИН, когда изделие собрано; на фиг. 3 - то же, в исходном положении; на фиг. 4 - вид Л на фиг. 2; на фиг. 5 - вид Б на фиг. 3; на фиг. 6 - разрез В-В на фиг. 2.
Установка для сборки и сварки состоит из рамы 1 (см. фиг. 1), на которой размещены узел подачи 2 для подачи держателей, узел подачи 3 дан транспортирования кронштейнов, узел комплектовки 4, узел 5, зажимной толкатель б, сварочная головка 7, узел разжима 8, поворотный ротор 9 с закрепленными на нем узлами 10 для сборки и контейнеры 11 для складирования готовых изделий. . На раме 1 (см. фиг. 1) на позиции сборки установлен узел комплектовки 4, содержащий привод 12, приводной рычаг 13 с подпружиненным упором 14, лоток 15 .и подвижную серьгу 16. В лотке 15 выполнен (см. фиг. 5) продольный паз 17, предназначенный для прохода через него рычага 13. Лоток 15 предназначен для приема держателей с узла подачи 2 и транспортировки их в устройство 10 j.ui сборки.
На раме 1 (см. фиг. 1) на позиции сборки размещен зажимной толкатель 6, содержащий пневмощшиндр 18, направляющие 19, толкатель 20 со щтоком 21.
Устройство 10 для сборки смонтиров;шо на роторе 9 (см. фиг. 1) и каждое из них содержит (фиг. 2, 3, 6) корпус 22, в нижней части которого встроен шток 23 с профильным купачком 24, двуплечий рычаг 25 с подпружинен гой пятой 26, подпр5О1а1ненный шток 27 и соэачку 28, имеющую изогнутый крючок.
На верхней части корпуса 22 для кронштейн смонтированы базирующий упор 29, боковые ограничиваюоще упоры 30, на одной из сторон которых расположена пружина 31. Для базирования держателя имеются торцовый упор 32 и пружина 33. С обеих сторон корпуса 22 (см. фиг. 6) смонтированы подпружиненные прижимные рычаги 34, взаимодействующие с профильным кулачком 24 посредство.м пальцев 35. Рычаг 34 соприкасается с -деталями с помощью подвижных сухариков 36.
Устройство работает следующим образом.
На узел подачи 2 укладываются держатели, а на узел подачи 3 кронщтейны, транспортируемые ими к позиции сборки. Механизмом подачи 5 кронцтгейны с конвейера перекладываются в устройство 10 для сборки, а держатели - с конвейера 2 по лотку 15 направляются в устройстао 10 (см. фиг. 1, 3) и опираются на торцовый упор 32 устройства 10. Затем включают привод 12 механизма комплектовки 4, рычаг 13 перемещается в сторону устройства 10 для сборки, при этом подпружиненный упор 14 проходит сквозь паз 17 лотка 15, упирается в держатель, заводит его в кронщтейн и прижимает к базирующему упору 29 устройства 10, а рычаг 13 верхним концом наталкивается на серьгу 16, доводит ее до кронштейна и прижимает последний посредством серьги 16 к базам устройства 10, прп этом упор 14 утагшивается внутрь рычага 14. В этом состоянии кронипейн скомплектован (см. фиг. 2).
После комплектовки толкатель 20 подводится по направляющим 19 в зону устройства 10 приводом 18 и штоком 21 давит в торец штока 23 устройства 10, перемещает его вниз, при этом, с одной стороны, пальцы 35 (см. фиг. 6) скользят по конической части профильного кулачка 24, упираются в прижимные рычаги 34 (см. фиг. 6), которые сухариками 36 сдавливают стенки кронштейна и прижимают их к держателю (прижимные рычаги 34 вьшолнены с возможностью пружинящего отклонения верхнего плеча). С другой стороны, щток 23 (см. фиг. 2) взаимодействует с двуплечим рычагом 25, который подпружиненной пятой 26 упирается в торец подпружиненного штока 27, вдав;швает его в глубь корпуса 22, при этом стенки паза выталкиваются -на хвост собачки 28, которая, вращаясь вокруг своего щарнира, сцегошется средней частью изогнутого плеча с держателем, прижимая его к пружине 33 до тех пор, пока крайние части плеча не упрутся в торцовый упор 32: Этот процесс выполняется тогда, когда пальцы 35 (ем. фиг. 6) скользят по конической части профильного кулачка 24 (см. фиг. 2). Когда пальцы 35 установлены на Цилиндрической части кулачка 24, кронщтейн 5 р держателем полностью собраны и сжаты, изделие подгоговлено к сварке. При этом состоя нии устройства 10 ротор 9 поворачивается на 90° и перемещает изделие на позицию сварки, где кронштейн с держателем свариваются сваречными механизмами 7 (см. фиг. 1), а предыдущее устройство 10 устанавливается на позицию сборки. После сварки кронштейны перемещаются на позицию разгрузки. Мехатшзм разжатия 8 устанавливается в рабочее положание, включается привод толкателя, и шток 23 перемещается вниз (т. е. в направлении, обрат ном направлению зажатия) и освобождает паль цы 35, так как они смещаются с профильното кулачка 24, рычаги 34 под действием усилий собственных пружин отводятся в сторону, рычаг 25 под действием усилий штока 23 возвра щается в исходное положение, а шток 27 вытягивается пружиной из своего гнезда и выводит собачку 28 из зацепления с держателем, после чего изделие освобождается и под действием собственного веса падает в контейнер 11 для складирования готовых изделий (фиг. 1 На этом цикл завершается. Работа устройства может быть автоматизиро вана. Устройство для сборки и сварки кронцггейнов имеет следующие преимущества: устройство.конструктивно просто - в нем отсутствуют индивидуальные приводы; приводы зажимного и разжимного толкателей установлены вне подвижной части установ ки, в связи с чем сократилось общее количество приводов и исключены сложные узлы вращающих соединений для подвода энергии (электрической и пневматической); введение механизма комплектовки обеспечи вает надежное и точное базирование деталей, что повышает качество собираемых узлов. Благодаря этому снижены затраты на изготовление устройства в целом на 10-20% (сокращено количество пневмоприводов); сокраще 8 нь зкснлуагап.иопнгле рас.чоды (снпзнлс; рп- ход воздуха isa 20-307с); повысилось 1чачсс 1 о выпускаемой продукщп (спижепис производственного брака, повышение надежности выпускаемых изделий). Формула изобретения Устройство для сборки и сварки кроьшгейiioB лентошых конвейеров, содержащее смонтированные на раме поворотный ротор с узламм для сборки и узлы для подачи деталей кронштейна, а также сварочную головку, отличающееся тем, что, с целью повышения производительности путем механизаш5и операHiui комплектовки, сборки и крепления деталей кронштейна устройство оснащено CMOHISIрованными на раме зажимным толкателем и узлом комплектовки, выполненным в виде приводного рычага с подпружиненным упором, Бзаимодейсгвугощей с рычагом подвижной серьги и лотка с продольным пазом, соединенного посредством упомянутого паза с упором рычата, при этом узел для сборки выполнен в внде корпуса с торцовым базирующим и двумя боковыми упорам, в дне которого параллельно между собой размещены взаимодействующий с за симным толкателем щток с кулачком п UJTOIC с фиксирующей собачкой, а с наружной стороны корпуса установлены подпр окиненные npisжи.мные рычаги, взаимодействующие с кулачком при помощи закрепленных на них пальцев, п двуплечий рычаг с подпруж1шенной пятой, связанный одним плечом со штоком кулачка, а другим - со штоком с фиксирующей собачкой. Источники пнформащ1и, принятые во внимание при экспертазс 1.Авторское свидетельство СССР № 476954, кл. в 23 К 37/04, 1973. 2.Инструкция по монтажу и эксплуатации роторной полуавто.матической линии 3042000000 П, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Установка для автоматической сварки тулеек лопат | 1973 |
|
SU476954A1 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| Кантователь | 1973 |
|
SU524652A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для механического соединения наконечника с проводом | 1989 |
|
SU1663670A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Устройство для сборки деталей сваркой | 1984 |
|
SU1291343A1 |

if
Фие.2
i n zs
Фиг.З
1дФигЛ
36 повернуто
30
21
23
